| Titel: | Ueber die Herstellung und Verarbeitung von Glas. |
| Fundstelle: | Band 254, Jahrgang 1884, S. 27 |
| Download: | XML |
Ueber die Herstellung und Verarbeitung von
Glas.
(Patentklasse 32. Fortsetzung des Berichtes Bd.
253 S. 529.)
Mit Abbildungen auf Tafel
3.
Ueber die Herstellung und Verarbeitung von Glas.
Bei den Glasschmelzöfen zur ununterbrochenen Raffinirung der
Glasmasse von F. Siemens in Dresden (* D. R.
P. Zusatz Nr. 26846 vom 2. September 1883, vgl. 1881 239
* 368) ist es zuweilen störend gewesen, daſs die Schiffchen ihre Lage veränderten.
Die Schiffchen werden daher jetzt ohne Boden hergestellt und der Arbeitsraum der
Wannenöfen ist dahin geändert, daſs dieser vordere Wannenraum nicht, wie sonst
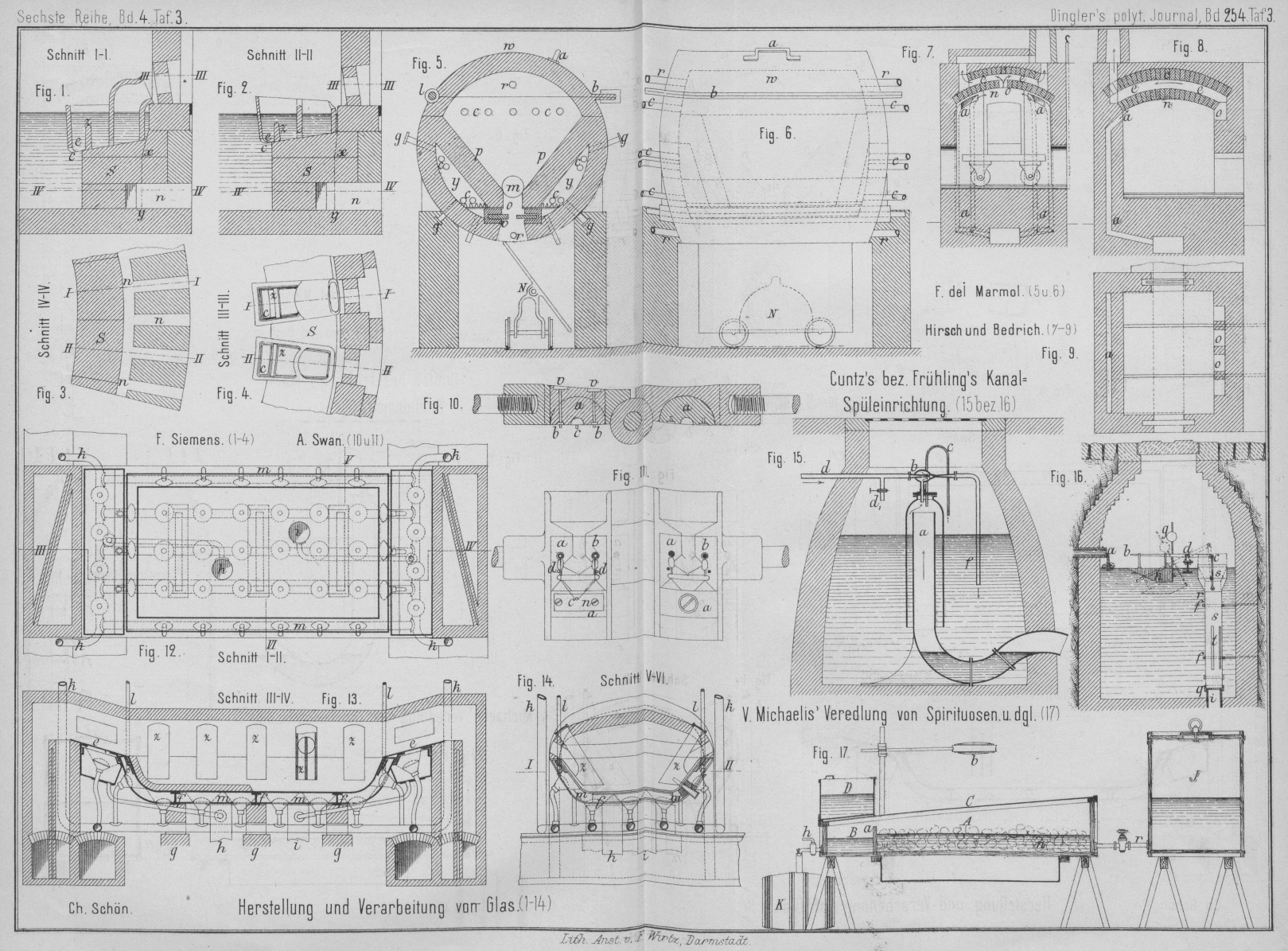
üblich, mit der Linie x-y (Fig. 1 bis 4 Taf. 3) abschlieſst,
sondern in denselben eine mit Luftkühlung n versehene
Bank S hineingebaut ist, welche je nach der Gröſse der
Schiffchen verschieden, doch so hoch und breit sein muſs, daſs das bodenlose
Schiffchen in richtiger Höhenlage für den Glasmacher darauf aufsitzt und zwar so
weit, daſs nur der hintere, dem Inneren des Ofens zugekehrte Theil e desselben bis zur niederen Zwischenwand z frei in den Ofenraum hineinragt, während der zweite
und etwaige dritte Raum des Schiffchens auf der Bank aufliegt. Hierdurch ist ein
Herumschwimmen des Schiffchens vermieden und gleichzeitig erreicht, daſs das Glas
aus dem Wannenraume nur in den hinteren Theil e des
Schiffchens durch c eintreten kann.
Ch. A. W.
Schön in Hamburg (* D. R. P. Nr. 24638 vom 5. November 1882) läſst zum Kühlen von Glaswannen Wasser, Dampf oder Luft gegen die
Wandungen strömen. Die Wanne ruht auf eisernen Trägern f (Fig.
12 bis 14 Taf. 3) und diese auf Steinpfeilern g.
Die äuſsere Wand m der Wanne dient als Schale, welche
das ablaufende Wasser durch die Rohre h und i abführt und verhütet, daſs dasselbe um den Ofen
selbst herumflieſst. Durch die Röhren k wird die
Kühlflüssigkeit herbeigeführt und strömt unter Druck durch Leitungen, aus welchen
durch stellbare Abzweigungen u. dgl. der Austritt gegen die Innenwand erfolgt.
Auſserdem gehen von diesen Leitungen jedesmal unter die Feuerbrücken e Abzweigungen ab, um auch hier kühlend einzuwirken.
Für etwa sich entwickelnden Dampf und Abgang der Luft sind die Röhren l vorgesehen. Die übrigen Einrichtungen, als
wassergekühlter Dorn und Haube z, sind bekannt.
F. del
Marmol in Brüssel (* D. R. P. Nr. 26674 vom 7. Juli 1883) versieht sein Gefäſs mit Erwärmungsvorrichtung zum Gieſsen von Glas,
wie Fig. 5 und
6 Taf. 3
zeigen, mit gut schlieſsendem Deckel w, welcher mit
Hilfe des Griffes a um das Gelenk l gedreht werden kann, während der Rand b den sicheren Verschluſs vermittelt. Zwei geneigte
Wände p bilden mit den äuſseren Wänden einen Heizkanal
y. Der Schieber v und
ein bewegliches Ventil m sollen den Abfluſs des Glases
aus der Oeffnung o regeln. Um das geschmolzene Glas
heiſs zu erhalten, soll man brennendes Gas oder heiſse Luft durch Stutzen g einführen, welche durch Röhren c wieder austreten. Durch die Rohre r kann ein Druck auf das Glas ausgeübt werden, um das
Ausflieſsen des Glases auf den Wagen N zu
beschleunigen.
W. Hirsch
und Bedrich in Radeberg (* D. R. P. Nr. 24955 vom 27. April 1883) wollen bei ihrem Streckofen mit Gasfeuerung besonders die Decke heizen,
welche dann durch Strahlung wirkt, wodurch das gefürchtete Anlaufen des Glases
verhütet werden soll. Wie aus Fig. 7 Taf. 3 zu ersehen,
sind die Gaseinströmungskanäle a so hoch fortgeführt,
daſs das einströmende Gas in dem oberen Theile des Ofens, nahe unter dem Gewölbe n, verbrennt und die Verbrennungsproducte durch im
Gewölbescheitel angebrachte Schlitze o abziehen, ohne
daſs die Flamme, der Rauch oder sonstige Verbrennungsproducte mit dem Glase,
gleichviel ob dieses in Walzen- oder Tafelform ist, in Berührung kommen. Die zur
Verbrennung nöthige Luft tritt durch die Arbeitslöcher ein. Es empfiehlt sich, das
Gewölbe n mit einem zweiten Gewölbe c zu überspannen und dadurch einen Kanäle zu bilden,
durch welchen das Gewölbe n oben von den abziehenden
Verbrennungsproducten bespült wird.
Das im Scheitel durchbrochene Gewölbe unterliegt aber bei der Erhitzung und Abkühlung
einer geringen Bewegung in sich, welche zur Folge hat, daſs vom Stein und
Bindematerial Theilchen abbröckeln, welche, wenn die Gasaustrittsöffnung in dem
Gewölbescheitel angebracht ist, unmittelbar auf die in Behandlung befindliche weiche
Glasplatte fallen und dieselbe verderben. Dieser Uebelstand tritt dann nicht ein,
wenn das untere Gewölbe im Scheitel nicht durch Gasaustrittsöffnungen durchbrochen
ist, wie Fig.
8 und 9 Taf. 3 zeigen.
A.
Swan in Gateshead, England (* D. R. P. Nr. 27048 vom 25. Mai 1883) will beim Einschmelzen der Poldrähte in Glas zur Herstellung von
Glühlampen dadurch eine bessere Verbindung zwischen Glas und den zum
Kohlenfaden führenden Poldrähten erzielen, daſs er, während das Glas um die Drähte
gepreſst wird, einen elektrischen Strom durch diese hindurch führt.
Der in Fig. 10
und 11 Taf. 3
mit a bezeichnete Theil (in welchem sich die
Vertiefungen, in die das Glas gegossen wird, befinden) besteht aus nicht leitendem oder
verhältniſsmäſsig schlecht leitendem Materiale. Ueber die Stifte oder Zapfen b in der einen Formhälfte werden die Augen oder
Schleifen der noch ein Ganzes bildenden Drähte geschoben. Auſserdem ist noch ein
Stift c vorgesehen, der dem unteren Ende der Drähte
Halt gewährt und einer Platte n angehört, welche an dem
Formtheile a befestigt ist. Die Stifte b führen, durch das Material a isolirt, nach der Auſsenseite der Form und endigen hier in
Contactplatten v. Wenn nun das Drähtepaar in der
angegebenen Lage ist, so werden die Stifte b mit einer
Batterie oder anderen Elektricitätsquelle in Verbindung gesetzt. Diese Verbindung
läſst sich selbstthätig herstellen, indem man die Einrichtung trifft, daſs die
Contactplatten v mit anderen Contactplatten in der
Presse oder dem die Form während des Gusses aufnehmenden Apparate in Berührung
treten und den Strom schlieſsen. Es wird sonach, wenn die Form an ihren Platz
gestellt ist, zu derselben Zeit, wo das Glas seine Gestalt erhält, ein elektrischer
Strom durch die Drähte gehen, wodurch ein sehr vollkommenes Anhaften des Glases an
den Drähten erzielt wird. Stifte d geben den Drähten
eine seitliche Führung.
Tafeln