| Titel: | Neuerungen in der Herstellung von Zeugdruckwalzen. |
| Autor: | G. R. |
| Fundstelle: | Band 254, Jahrgang 1884, S. 107 |
| Download: | XML |
Neuerungen in der Herstellung von
Zeugdruckwalzen.
Mit Abbildungen auf Tafel
9.
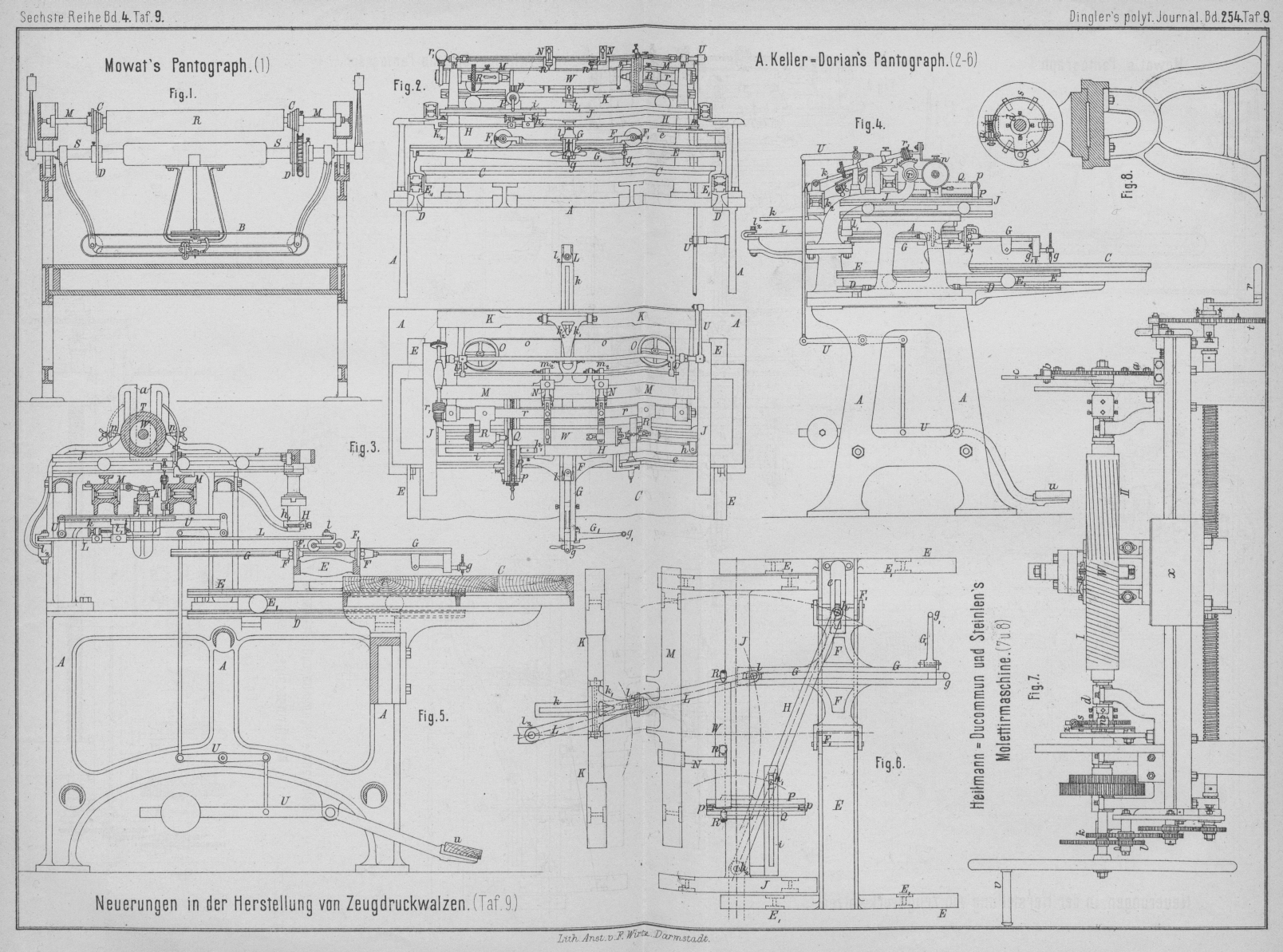
Neuerungen in der Herstellung von Zeugdruckwalzen.
Zum Uebertragen der nach dem Grade ihrer Feinheit in entsprechender Vergröſserung
vorher auf einer Zinkplatte gestochenen Musterzeichnung in der gewünschten Gröſse
auf die kupfernen oder stählernen Druckwalzen, oder zur Entfernung des
Firniſsüberzuges der Walze an den dem Muster entsprechenden Stellen für die
nachfolgende Behandlung im Säurebade dient der Pantograph von A.
Keller-Dorian in Mülhausen i. E. (*
D. R. P. Kl. 15 Nr. 26291 vom 19. Juli 1883), welcher
sich von dem älteren Pantographen desselben Erfinders (vgl. 1883 248 * 356) durch eine neue Anordnung der
Verkleinerungsvorrichtung unterscheidet. An die Stelle des bisher dafür benutzten
Storchschnabelmechanismus ist eine Verbindung von zwei Hebeln und Wagen mit
Schlitzführungen getreten. Fig. 2 bis 4 Taf. 9 zeigen Ansichten
des neuen Pantographen, Fig. 5 einen Durchschnitt
mit der Bewegungseinrichtung für gröſsere Druckwalzen und Fig. 6 eine schematische
Darstellung der neuen Verkleinerungsvorrichtung.
Der in den Umrissen der Musterzeichnung auf der auf dem Tische C befestigten Zinkplatte entlang geführte Stift g sitzt an dem Ende der Schlitzführung G des Wagens F, welcher
sich mit den Rollen F1
auf dem Wagen E verschiebt; der Wagen E läuft mit den Rollen E1 auf Bahnen D des Gestelles A der Maschine und trägt eine
zweite senkrecht zur ersteren stehende Schlitzführung e. Die um die festen Zapfen h2 und l2 (Fig. 6) schwingenden Hebel
H und L werden durch
ihre Endzapfen h und l,
welche in den Schlitzführungen e und G gleiten, geführt, womit die von dem Stifte g gemachte Bewegung durch die senkrecht zu einander
laufenden Wagen E und F in
zwei senkrechte Componenten zerlegt ist, welche von den Hebeln H und L aufgenommen und in
verkleinertem Maſse auf die Druckwalze W und den
Diamantgravirstift n übertragen werden. Die Vorwärts-
oder Rückwärtsbewegung des Wagens E überträgt der Hebel
H durch den Zapfen h1
, welcher in einer parallel zur Schlitzführung e liegenden und an dem Wagen J befestigten Schlitzführung i sich führt,
verkleinert auf den Wagen J; dieser trägt in einem je
nach der Breite der Walze W verstellbaren Gestelle P das um die Rollen p und
die zu gravirende Walze W geschlungene und angespannte
Stahlband Q, so daſs bei der Bewegung des Wagens J die Walze W entsprechend
gedreht wird. Die Einrichtung ist genau dieselbe wie bei dem oben erwähnten älteren
Pantographen. Die seitliche Verschiebung des Wagens F
auf dem Wagen E überträgt der Hebel L durch den in der Schlitzführung k gleitenden Zapfen l1 in entsprechender Verkleinerung auf den Wagen K; letzterer ist mit dem auf Rollen laufenden Schlitten
M verbunden, auf welchen die Halter N für die Gravirstifte n
verstellbar angeordnet sind. Bei der festen Verbindung des Wagens K mit dem Schlitten M
durch ein Gelenkstück k1 (vgl. Fig. 6) arbeiten die Gravirstifte n in
derselben Richtung wie die Bewegungen des Stiftes g; es
wird also das Muster in vorgezeichneter Weise übertragen und gibt beim Abdrucke die
Walze das Spiegelbild des Musters. Soll nun aber der Druck das wirklich
vorgezeichnete Muster geben, so muſs das Spiegelbild desselben auf die Walze
übertragen werden und die Verbindung des Wagens K mit
dem Schlitten M erfolgt dann mittels eines Metallbandes
o (Fig. 3), welches, über die
Rollen O gelegt, an den Enden an Armen m2 des Schlittens M und in der Mitte an einem Arme k2 des Wagens K befestigt ist. Die seitliche Componente der Bewegung
des Stiftes g wird dann in entgegengesetzter Richtung
auf die Gravirstifte übertragen.
Wenn die zu gravirenden Walzen gröſser sind, so werden an Stelle des um die Walze
geschlungenen Stahlbandes Q Reibungsrollen T zur Umsetzung der Vorwärts- und Rückwärtsbewegung des
Wagens J in die Drehung der Walzen benutzt (vgl. Fig. 5). Diese
Reibungsrollen T werden zu beiden Seiten auf der Walze
W befestigt und drücken gegen geriffelte Schienen
des Wagens J. Die bei leichteren Walzen W benutzte Lagerung, wo dieselben zwischen den Spitzen
zweier auf der durch Schnecke r1 und Zahnbogen genau einstellbaren Welle r befestigten Arme R
gehalten sind, fällt dann fort und ruht die Walze mit einer durchgesteckten Welle
einfach in den Schlitzen a des Maschinengestelles. In
Fig. 5
sind auch zwei Schlitten M angeordnet, so daſs mit
gegenüber liegenden Gravirstiften n zu gleicher Zeit
auf beiden Seiten der Walze gearbeitet werden kann.
An dem Pantographen ist auch die schon früher beschriebene Hebelverbindung U mit dem Trittbrette u
wieder angebracht, durch welche das Abhalten und Anlegen der Gravirstifte n bewirkt wird. Bei Uebertragung von Schraffuren eines
Musters wird ein zweiter mit einer Schneide versehener Führungsstift g1 benutzt, welcher an
einem Hebel G1 zur
Seite der Schlitzführung G angebracht ist. Beim
Uebertragen von Mustern auf Druckplatten werden diese einfach auf dem Wagen J befestigt.
Bei Pantographen nach Rigby's System (vgl. Shield 1875 215 * 501), bei
welchen die Uebertragung der Drehung der zu gravirenden Walze auch mit Hilfe von
Reibungsscheiben erfolgt, hat Mowat (vgl. Textile Manufacturer, 1884 S. 231) eine Einrichtung
angegeben, um schnell und leicht das Verhältniſs der Walzendrehung zu ändern, wenn das Muster nicht genau
auf dem Umfange ausgeht. Statt der gewöhnlichen Reibungsscheiben sind, wie in Fig. 1 Taf. 9
dargestellt, auf der Welle M der zu gravirenden Walze
R Stufenscheiben C
angeordnet, welche sich mit einer Stufe auf die von dem Bande B entsprechend gedrehten Scheiben D der Welle S legen; bei
einer Verschiebung dieser Stufenscheiben C, so daſs
andere Stufen zur Anlage kommen, wird das Verhältniſs der Bewegungsübertragung
sofort ein anderes, ohne daſs man an der Reductionsvorrichtung etwas zu stellen hat.
Es bleibt dann die Breite des Musters ungeändert und wird dasselbe daher mit etwas
verzerrtem Aussehen übertragen, was jedoch bei kleinen Unterschieden nicht sehr
auffällt. Die Stufenscheiben C sind auch leicht von der
Welle M abzunehmen und durch andere mit verschiedenen
Gröſsen der Abstufung zu ersetzen.
Wenn das auf die Walze zu übertragende Druckmuster klein ist und sich auf der Walze
parallel zur Achse derselben oder in Schraubenlinien laufend mehrere Male
wiederholt, so wird auf die vorher angegebene Weise zuerst eine Stahlmolette mit dem
erhabenen Muster hergestellt und das letztere dann durch Anpressen und Abrollen der
Molette in den gewünschten Linien auf der kupfernen Druckwalze in diese eingeprägt.
Diese Arbeit erfolgt auf Molettirmaschinen, welche neuerdings von Heilmann-Ducommun und Steinlen in
Mülhausen (* D. R. P. Kl. 49 Nr.
25582 vom 2. Mai 1883) mit einigen verbesserten Anordnungen zur
leichteren Herstellung von Molettirungen in Schraubenlinien versehen sind. Die in
der Molettirmaschine (Fig. 7 und 8 Taf. 9) liegende, zu
behandelnde Walze W zeigt je zur Hälfte verschiedene
Molettirungsgänge, bei I von 5°, bei II von 85° Steigung, welche die Grenzen, zwischen denen
Molettirungen vorkommen, angeben. Die Steigung der Molettirung oder die einer
Umdrehung der Walze W entsprechende Fortrückung des die
Molette tragenden Supportes x wird durch eine
Leitspindel bestimmt, welche von der durch die Handkurbel v gedrehten Walze W durch Wechselräder paare
getrieben wird. Bisher benutzte man bloſs zwei solcher Wechselräderpaare und es
lieſsen sich deshalb Molettirungen von geringer Steigung wie bei II nicht gut herstellen; jetzt sind 3 Wechselräderpaare
angebracht, mit welchen die groſse Uebersetzung für solche Molettirungen leicht zu
erreichen ist. Bei der bisherigen Einrichtung muſste man, nachdem ein Schraubengang
mit der Molette ausgeführt und der Support x für den
Anfang eines neuen Ganges mit Hilfe der Kurbel r und
des die genaue Stellung angebenden Theilrades t
zurückbewegt war, erst die Wechselräderpaare k, l
auslösen, bevor die Walze W durch den Hebel c mit Klinke b und das
Theilrad a um ein bestimmtes Stück gedreht werden
konnte. Beim Wiedereinrücken der Räder k, l kam es dann
öfters vor, daſs die Zähne nicht mehr in einander paſsten und das Rad k bezieh. l erst etwas
verdreht werden muſste, wodurch Unregelmäſsigkeiten bei der Aufeinanderfolge der Molettirungen und in
Folge dessen Entstellungen des Musters entstanden. Als Theilvorrichtung dient jetzt
ein auf der Achse d der Walze W festes Schneckenrad s, welches durch eine
in dem Mitnehmer z gelagerte und durch ein
auswechselbares Sternrädchen u bewegte Schnecke i entsprechend verdreht wird. Der Mitnehmer z trägt noch eine Klemme n
für das Schneckenrad s, damit der ganze Widerstand bei
der Molettirung nicht einzig auf der Schnecke i laste.
Die Sicherheit dieser Theilvorrichtung soll auch gestatten, mehrere Walzen hinter
einander mit gröſster Genauigkeit, wie es bei mehrfarbigem Drucke nothwendig ist, zu
molettiren.
Um das Nachmolettiren abgenutzter Druckwalzen zu erleichtern, ist an dem
Molettenträger noch eine Eintheilung mit einem Zeiger vorhanden, welche die genaue
Molettenstellung aufzuzeichnen gestattet.
Um die gemusterten Oberflächen der Druckwalzen dauerhafter und auch wirksamer zu
machen, werden dieselben nach dem Verfahren von David Appleton in
Manchester (* D. R. P. Kl. 48 Nr.
24599 vom 9. Februar 1883) mit Nickel
plattirt oder überzogen, wodurch bedeutend härtere Oberflächen erzielt werden,
welche der abnutzenden Wirkung der die Farbe auftragenden Walzen und der
zersetzenden Thätigkeit der Farben besser widerstehen. Nachdem die Kupfer walzen
fertig gravirt oder molettirt sind, werden dieselben auf galvanoplastischem Wege
vernickelt. Um dabei einen gleichmäſsigen Ueberzug zu erhalten, wird die Walze in
dem Vernickelungsbade gedreht und hin und her geschwenkt. Die zu vernickelnde Walze
kommt etwas geneigt in das Bad zu liegen, erhält durch ein Klinkengesperre eine
absetzende Drehbewegung und durch eine Curvenscheibe, an welche sich die Walze bei
ihrer Drehung legt, eine stoſsweise wirkende Schwingung; durch diese
zusammengesetzte Bewegung wird das Vernickelungsbad beständig aufgerührt und werden
etwa sich ansetzende Gasblasen entfernt.
G.
R.
Tafeln