| Titel: | V. Daelen's neues Wellblech-Walzwerk. |
| Fundstelle: | Band 254, Jahrgang 1884, S. 288 |
| Download: | XML |
V. Daelen's neues Wellblech-Walzwerk.
Mit Abbildungen auf Tafel
21.
V. Daelen's neues Wellblech-Walzwerk.
Wellblech wird hergestellt durch Pressen oder durch Walzen. Das Pressen erfolgte
zuerst in einem Fallwerke bezieh. einer Excenterpresse zwischen Stempel und festem
Gesenke, welche mit entsprechenden Erhöhungen und Vertiefungen, gewöhnlich für 2
Wellen auf einmal, versehen waren. Zur Vereinfachung wurden später Ober- und
Untergesenk zangenartig mit einander verbunden und ersteres auf die auf dem festen
Untertheile liegende Blechtafel herabgedreht und niedergedrückt. Das Bestreben,
Wellbleche nach einem stetigen Arbeitsverfahren herzustellen, führte sodann zur
Anwendung des Walzwerkes, zunächst eines solchen mit quergewellten, in einander
eingreifenden Walzen, zwischen denen die Bleche in der Wellenrichtung
hindurchgezogen werden. Diesem Verfahren haftet aber der – wenigstens bei der
Herstellung einigermaſsen tief gewellten Bleches fühlbar werdende – Mangel an, daſs
das Material zur Bildung der Wellen von auſsen nach innen nachgeliefert werden muſs
und daher das Blech einer von den Seiten nach der Mitte zu in Folge der Reibung
stetig wachsenden bedeutenden Anspannung unterliegt, welche unter Umständen viel
Ausschuſs zur Folge haben kann. Dieser Uebelstand führte zur Anwendung längs
gewellter Walzen, durch welche die Bleche der Breite nach hindurchgeschickt werden:
doch auch diese Einrichtung läſst nur eine immer noch geringe Wellentiefe zu und
auſserdem ist die erreichbare Länge der Blechschüsse durch die zulässige Walzenlänge
beschränkt. Man kam daher in vielen Fällen auf das ältere Preſsverfahren zurück und
bildete wieder eine Welle des Bleches nach der anderen durch eine Presse zwischen
Stempel und einem zangenartig gestalteten Gesenke aus (vgl. C. Keſsler 1883 250 * 149). Allerdings lassen
sich auf diese Weise Wellen von beliebiger Tiefe herstellen; dennoch ist das
Verfahren für Trägerwellblech nicht geeignet, da nur verhältniſsmäſsig geringe
Längen möglich sind. Trägerwellblech von unbeschränkter Länge und gleichfalls
groſser Wellentiefe wird nach dem Verfahren von Kammerich (vgl. 1884 251 * 210) ebenfalls
schrittweise hergestellt, indem die einzelnen Wellen von der Mitte aus beim
Durchgange durch hinter einander angeordnete Walzenpaare nach einander aufgebogen
werden.
Im Gegensatze hierzu hat Vital Baden in Berlin (vgl. *
D. R. P. Kl. 49 Nr. 19949 vom 24. Februar 1882) ein Walzwerk für Trägerwellblech
construirtDasselbe ist bereits in der Fabrikspraxis erprobt und in den bedeutendsten
Werken zur Einführung angenommen worden.Ref., bei welchem die Ausbildung der
Wellen durch Walzen auf der ganzen Breite des Bleches gleichzeitig erfolgt und
Vorkehrungen getroffen sind, daſs entsprechend der zunehmenden Einziehung des
Bleches beim Nachstellen der Walzen deren formgebenden Ringwulste zusammenrücken.
Hierdurch ist eine vollkommene Unabhängigkeit von den Abmessungen der zu wellenden
Bleche, sowie der Höhe und Form der Wellen erreicht, welche sogar fast rechteckig
anstatt halbrund ausgetieft werden können, wodurch ein dem üblichen gegenüber
tragfähigeres Profil erzeugt werden kann. Auſserdem ist die Beanspruchung des
Bleches bei der Arbeit des Wellens auf das denkbar geringste Maſs herabgeführt,
indem das Blech nicht einer beträchtlichen Reibung entgegen über die Wellen der
Walze hin zusammengezogen werden muſs wie bei dem ältesten Walzverfahren. Ein
besonderer Vorzug ist noch die groſse Anpassungsfähigkeit des V. Daelen'schen Walzwerkes, in Folge deren man, um
sämmtliche gebräuchlichen Profile herzustellen, mit 3 Sätzen von Formringen
auskommt, welche zudem leicht ausgewechselt werden können. Namentlich in Folge des
letzteren Umstandes dürften sich daher die Herstellungskosten des Trägerwellbleches
billiger als bisher gestalten und eine ausgiebigere Verwendung desselben im Hochbaue
zulassen.
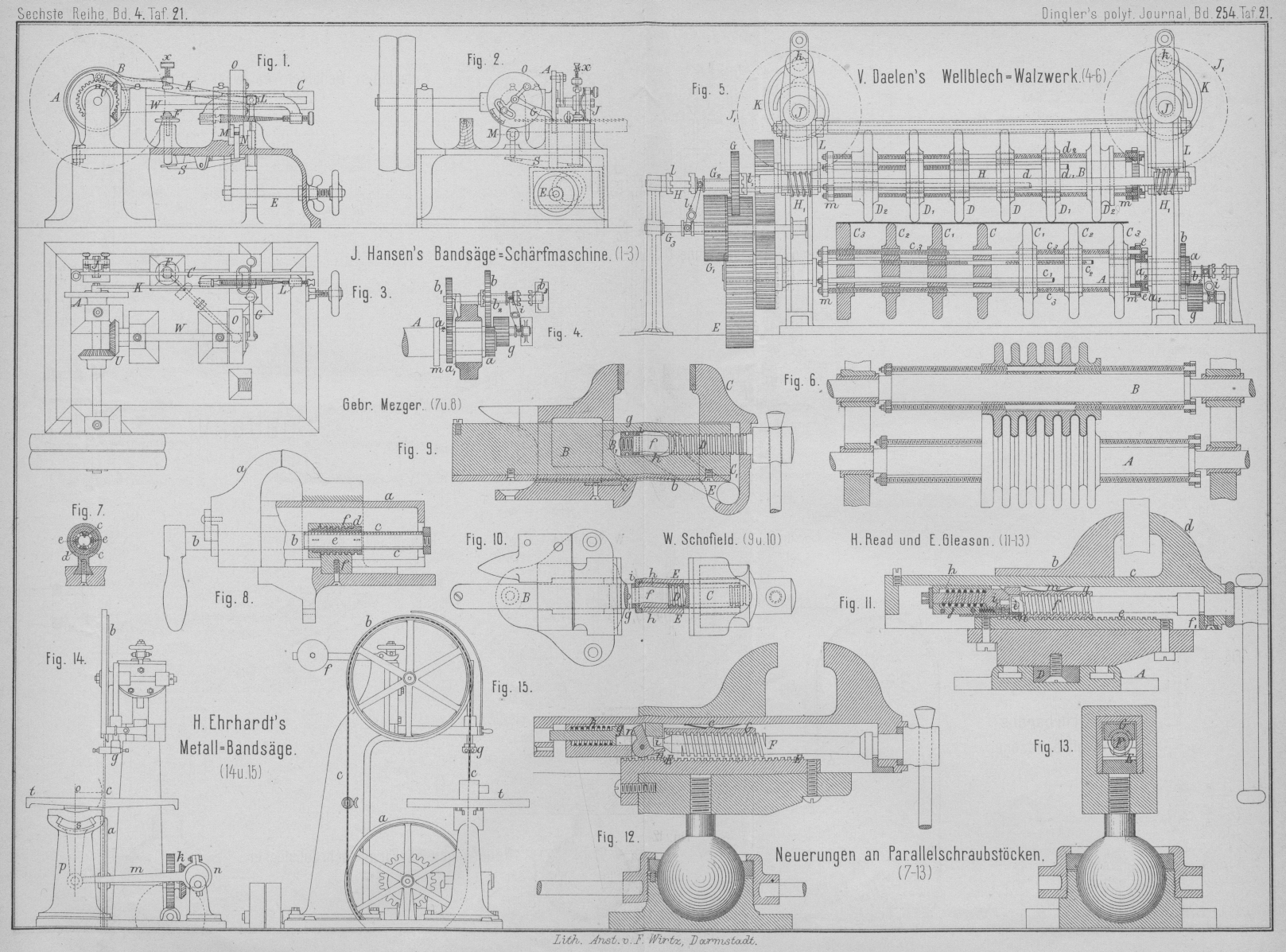
Die nähere Einrichtung der Maschine erhellt aus Fig. 4 bis 6 Taf. 21. Wie hieraus
hervorgeht, besteht dieselbe aus der unverschiebbar gelagerten Walze A und aus der in lothrecht verstellbaren Lagern L sich drehenden Walze B.
Auf ersterer ist in der Mitte der Wellenformring C
festgekeilt und sind auſserdem auf derselben die weiteren Formringe C1 bis C3 mittels Feder und
Nuth verschiebbar. Die Entfernung der einzelnen Ringe von einander und von dem
festen Ringe C wird durch die paarweise vorhandenen
Schrauben c1 bis c3 geregelt, welche in
den auf den Enden der Walze befestigten Scheiben m
gelagert sind. Diese Schrauben werden durch eine weiter unten beschriebene
Räderübersetzung in übereinstimmende Drehung versetzt. Die zu den beiden zunächst
rechts und links des mittleren auf der Walze befindlichen Formringen C1 gehörigen Schrauben
c1, deren zwei
vorhanden sind, greifen mit rechtem und linkem Gewinde in entsprechende, in die
Löcher der Ringe
eingeschnittene Muttergewinde ein, gehen dagegen mit Spielraum durch gleichliegende
Löcher der Ringe C, C2
und C3. In derselben Weise sind die Schrauben c2 in die Ringe C2 eingeschraubt,
während dieselben durch die Ringe C, C1 und C3 frei hindurch gehen; nur haben die Gewinde dieser
Schrauben eine doppelt so groſse Steigung als die der
Schrauben c1. Das
dritte Paar Schrauben c3 wirkt auf die Ringe C3 und ist die Ganghöhe 3mal so groſs als die von c1. In gleicher Weise könnten, wenn die Breite der zu
wellenden Bleche es verlangte, noch mehr Formringe auf die Walzet aufgebracht
werden, wobei stets die Steigung der betreffenden Schrauben nach der natürlichen
Zahlenreihe zunehmen müſste.
Die Formringe D bis D2 der Walze B sind in
ganz gleicher Weise angeordnet und werden durch die Schrauben d bis d2 verschoben; nur ist hier kein fester Ring
vorhanden, da alle Ringe sich gegen die durch den Ring C auf der Walze A festgelegte Mitte der
Maschine hinbewegen müssen. Die Geschwindigkeit der Verschiebung der mittleren Ringe
D darf aber natürlich nur halb so groſs sein als
die der Ringe C1 und
haben daher auch die Schrauben d nur die halbe Steigung der Schrauben c1. Aus demselben Grunde müssen die
Steigungen der Gewinde d1 und d2 das
1½ fache bezieh. 2½ fache der Steigung c1 betragen. Diese Steigungsverhältnisse setzen
natürlich bei allen Schrauben dieselben Drehungsgeschwindigkeiten voraus.
Der Antrieb der unteren Walze geschieht durch ein in der Zeichnung nicht angegebenes
Getriebe. Von der unteren Walze wird die Bewegung auf die obere Walze durch ein die
Verstellung der letzteren ermöglichendes Rädergehänge übertragen. Die Nachstellung
der Oberwalze B wird durch zwei Curvenscheiben K bewirkt, welche auf den Wellen J der Schneckenräder J1 festgekeilt sind und von den in letztere
eingreifenden, auf der Welle H sitzenden Schnecken H1 in gleichmäſsige
Drehung versetzt werden. Diese Curvenscheiben besitzen beiderseits eine
spiralförmige Rippe, welche von den im oberen Theile des Lagers L drehbar angeordneten Bolzen k umfaſst werden. Werden demnach die Curvenscheiben K gedreht, so gleiten deren Rippen in den Bolzen k und werden somit die Lager L der oberen Walze gehoben oder gesenkt.
Abgesehen zunächst von jeder Umsteuerung erfolgt der Antrieb der Schrauben c1 bis c3 und d bis d2 sowie der Curvenscheiben K in folgender Weise. Auf dem Ende des einen Zapfens der Welle A ist das Getriebe a
festgekeilt, welches das mit ungleich groſsen Rädern b,
b1 (Fig. 4) versehene
Vorgelege betreibt, dessen Rad b1 mit dem auf der Walze A lose drehbaren Rade a1 im Eingriffe steht; letzteres sowie das mit
demselben ein Stück bildende Rad a2 werden mithin gegen die Walze verdreht und, da in
das Rad a2 alle auf die
Schrauben c1 bis c3 festgekeilten Räder
e eingreifen, so werden die Schrauben in
gleichmäſsige Drehung versetzt. Eine ganz gleiche Anordnung ist für den Antrieb der
Schrauben d bis d2
getroffen; nur werden
die Vorgelegewelle und andere Theile von Armen des beweglichen Lagers L getragen. Die Drehung der die Curvenscheiben K betätigenden Welle H
erfolgt von dem Rade E aus durch das Rad G.
Die Rippen der Curvenscheiben K müssen Spiralen bilden,
welche sich anfangs rasch, bei weiterem Verlaufe langsamer dem Mittelpunkte der
Scheibe nähern. Da nämlich die Schraubenspindeln c1 bis c3 und d bis d2 gleichmäſsig gedreht
werden, so rücken auch die Formringe auf den Walzen gleichmäſsig zusammen. Für ein
und dieselbe Länge des Zusammenrückens muſs aber der Betrag, um welchen die
Formringe der Walze A zwischen die der Walze B eindringen, wie leicht einzusehen, bei Beginn der
Arbeit am gröſsesten sein und mit dem Vorsehreiten derselben nach einem gewissen
Gesetze abnehmen, wenn das Blech weder seitlich gestaucht, noch gezerrt werden
soll.
Da die Verstellung der Oberwalze und die Verschiebung der Formringe während des
Betriebes der Maschine geschehen muſs, so wird das Blech anfangs convergent gewalzt,
indem die Wellen an dem den Walzen zuletzt ausgesetzt gewesenen Ende tiefer
ausfallen als am anderen Ende. Es ist deshalb vortheilhaft, das Blech vorwärts und
rückwärts zwischen den Walzen hin und her gehen zu lassen, bis es vollendet ist.
Hierzu bedarf zunächst die ganze Maschine einer Umsteuerung, welche nichts Neues
bietet, daher aus der Zeichnung weggelassen ist. Damit aber bei rückwärtslaufenden
Walzen die Vorrichtungen zur Verstellung der Oberwalze und der Verschiebung der
Formringe nicht auch rückwärts arbeiten, ist es nothwendig, diese nach Umkehrung der
Maschine ihrerseits umzusteuern, so daſs dieselben nach solcher doppelten
Umsteuerung fortfahren, in demselben Sinne zu arbeiten.
Zu diesem Zwecke ist das die Schnecken H1 treibende Rad G auf
eine Hülse G2 gesetzt,
deren Enden Kuppelmuffen bilden, welche in die auf der Welle H festsitzenden Muffen l bezieh. l1 eingerückt werden
können. Ferner ist ein sich lose auf einer Achse G3 drehendes und in E
eingreifendes Zahnrad G1 vorgesehen, welches sich in der durch Fig. 5 angegebenen Weise
mittels des doppelarmigen Gabelhebels l2 gleichzeitig mit der Hülse G2 und dem Rade G, aber in entgegengesetztem Sinne, verschieben läſst. Bei der
gezeichneten Stellung der verschiedenen Theile treibt E
mittels des Rades G und der Kuppelmuffe l die Welle H in der einen
Richtung, während das Rad G2, an der Kante mit E in Eingriff stehend,
lose mitläuft. Dreht man aber den Hebel l2, so verschiebt sich G1 nach rechts, G nach links und es kommen die Zähne des Rades G mit jenen von G1 in Eingriff, mit denen von E aber auſser
Eingriff, so daſs nun, bei gleichbleibender Drehung von E, das Rad G sich entgegengesetzt zu dem
ursprünglichen Sinne drehen würde. Nach erfolgtem Eingriffe der linksseitigen Zähne
der Hülse G2 in den
Muff l, dreht sich dann auch die Welle H wieder mit dem Rade G im
gleichen Sinne. Während
dieser Umsteuerung tritt aber bei der beschriebenen Anordnung ein Zeitpunkt ein, wo
alle drei Räder E, G und G1 mit einander in Eingriff sind. Die
Umsteuerung ist daher nur während des Stillstandes der Maschine möglich, was aber
auch genügt, da das Umsteuern jedesmal nur dann vorgenommen zu werden braucht, wenn
das Blech mit seiner Endkante bei den Walzen angekommen ist und nun vor dem
Bewegungswechsel allemal ein kurzer Stillstand eintritt, während dessen der
Steuerhebel des Stellmechanismus umgelegt werden kann.
Der Apparat zur Umkehrung der Bewegung der Schraubenspindeln stimmt mit der
beschriebenen Vorrichtung vollständig überein. Die Räder a,
b und g entsprechen den Rädern E, G bezieh. G1 der Hebel i und die
Hülse b2 den gleichen
Theilen l2 bezieh. G2. Der gleiche
Mechanismus für die Walze B, welcher in der Figur nicht
angegeben ist, wird, wie bereits erwähnt, von an dem Lager L angegossenen Armen getragen. Die Umsteuerungshebel der Stellmechanismen
sind so mit einander zu verbinden, daſs deren Bewegung von einem Handhebel aus
gleichzeitig erfolgen kann.
Wie schon hervorgehoben wurde, erhält das Blech beim Einwalzen der Wellen zunächst
einen gewissen Grad von Convergenz, wie dies die während des Durchganges des Bleches
durch die Walzen fortschreitende gegenseitige Annäherung der letzteren und der
Formringe an einander bedingt. Hat das Blech daher an einem Ende die verlangte Form
bekommen, so müssen die Wollen noch parallel gewalzt werden, wozu nur nöthig ist,
das Stellzeug der Oberwalze, sowie dasjenige der Formringe auſser Thätigkeit setzen
zu können, um einen ein- oder mehrmaligen Durchgang des Bleches durch die Maschine
bei gleichbleibender Einstellung aller Theile zu ermöglichen. Zu diesem Ende sind
die Räder G, G1 und E so angeordnet, daſs nach der Ausrückung der Hülse G2 aus dem Muffe l1 nicht sofort ein
Eingriff der Zähne des Rades G in diejenigen von G1 stattfindet, sondern
daſs bei einer gewissen, mittels des zur Umsteuerung dienenden Handhebels zu
sichernden Stellung der Hülse G2 das von E getriebene
Rad G sich frei auf der Welle H dreht, ohne diese zu treiben. Ebenso gestattet die Anordnung eine
Einstellung von G, bei welcher dieses Rad von G1 aus getrieben wird,
ohne daſs aber die linksseitigen Zähne der Hülse G2 mit dem Muffe l in
Eingriff stehen, oder das Rad G das Rad E berührt, Ganz in derselben Weise sind die
Uebertragungsräder a, b, g und die Zähne der Hülse b2 sowie der
Kuppelmuffen der Welle b3 (natürlich für beide Walzen A und B) zu einander in Beziehung gebracht. Es können demnach
die Curvenscheiben K wie die Stellschrauben sämmtlicher
Formringe auſser Wirkung gesetzt werden, während die Walzen sich weiter drehen.
Die Vorrichtungen zur Verstellung der Oberwalzen und der Formringe
lassen sich auch noch in anderer Weise anordnen. So können die Formringe beiderseits
zwischen gabelförmigen Backen geführt werden, die sich ihrerseits auf oder zwischen
entsprechenden, zur Walze parallelen Leisten oder Stangen führen und durch welche die
Stellschrauben in ähnlicher Weise hindurchgehen, wie der Zeichnung zufolge durch die
Formringe selbst. Ferner können diese Backen durch ein System von gekreuzten Hebeln
nach Art der Nürnberger Schere verbunden werden, in welchem Falle es zur Verstellung
der Backen auf jeder Seite nur einer Schraube bedarf, welche z.B. auf die äuſsersten
Backen wirkt. Auch würden sich doppelarmige Hebel mit Armen von verschiedener Länge
verwenden lassen, welche parallel zu einander gestellt sind und deren eines Ende auf
je einen Backen wirkt, während die sämmtlichen anderen Enden durch eine Schraube o.
dgl. gleichförmig bewegt werden. Die Arme dieser Hebel müſsten dabei in diejenigen
Verhältnisse zu einander gebracht werden, welche zur Erzielung der verlangten
Bewegung der Backen erforderlich sind.
Zum Zwecke der Nachstellung der Oberwalze können statt der
Curvenscheiben Keile verwendet werden, welche wie die ersteren auf die Lager L wirken und von einer starken Steigung in eine
schwächere übergehen. Diese Keile würden in der That nur die abgewickelten Spiralen
der Curvenscheiben darstellen. Eine andere solche Anordnung könnte darin bestehen,
daſs man zur Verstellung der Walze einfache Stellschrauben verwendet, diese aber
durch ein Getriebe von unrunden Rädern anfangs rasch und gegen das Ende der Arbeit
hin langsamer antreibt.
Ein solches Walzwerk kann auch zum Einpressen von Wellen in Röhren eingerichtet werden, indem der vordere
Ständer eine Einrichtung erhält, welche das Freilegen des Vorderendes der Oberwalze
gestattet, um das Rohr aufstecken und wieder abnehmen zu können. Damit während
dieses Vorganges die Walze nicht an dem einen Ende heruntersinke und eine
Beschädigung irgend welcher Theile eintrete, muſs dieselbe durch eine geeignete
Vorrichtung gestützt werden, welche das Aufstecken und Abnehmen des Rohres nicht
hindert. (Vgl. Fox 1883 249
140.)
Wollte man die Wellen in dem Bleche durch Pressen statt durch
Walzen erzeugen, so würde sich der Haupttheil der Vorrichtung in so weit ändern, als
die Formringe zu geraden oder gekrümmten Leisten und die Walzen zu Platten werden,
an denen sich die ersteren führen. Zwischen dem Mechanismus, welcher das
Zusammengehen der Formplatten bewirkt, und demjenigen, welcher die Leisten
verschiebt, wäre wieder, wie bei dem Walzwerke, die entsprechende Beziehung
herzustellen, so daſs nur ein Biegen der Bleche stattfindet, nicht aber ein Zerren
und Strecken derselben.
Tafeln