| Titel: | Herstellung gegossener Platten für galvanische Batterien. |
| Fundstelle: | Band 256, Jahrgang 1885, S. 348 |
| Download: | XML |
Herstellung gegossener Platten für galvanische
Batterien.
Patentklasse 31. Mit Abbildungen auf Tafel 22.
Brush's Herstellung gegossener Platten für galvanische
Batterien.
Die Benutzung sogen. secundärer Batterien erfordert bedeutende Mengen von Bleiplatten
mit groſsen Oberflächen. In wie weit der Bedarf an letzteren sich in der Zukunft
noch steigern kann, läſst sich noch nicht mit Bestimmtheit voraussagen; jedenfalls
aber wird der Bedarf, wenn secundäre Batterien einmal einen weiteren Wirkungskreis
erlangt haben, unverhältniſsmäſsig in die Höhe gehen. C. F.
Brush in Cleveland (* D. R. P. Nr. 29537 vom 19. Februar 1884) construirte deshalb einen Apparat, um derartige
Bleiplatten mit möglichst geringen Kosten in groſsen Mengen herstellen zu
können.
Brush gibt, da sich der Wirkungsgrad der Batterien nach
der Oberfläche der Platten richtet, denselben eine Gestalt, welche im Querschnitte
einem Haarkamme gleicht, also aus einer Schiene besteht, auf welcher sich dicht
neben einander parallele Wände erheben. Diese Kaminschienen werden in der Weise
hergestellt, daſs eine entsprechende Guſsform geschlossen in ein Bleibad
eingetaucht, hier geöffnet, darauf wieder geschlossen und dann herausgehoben
wird.
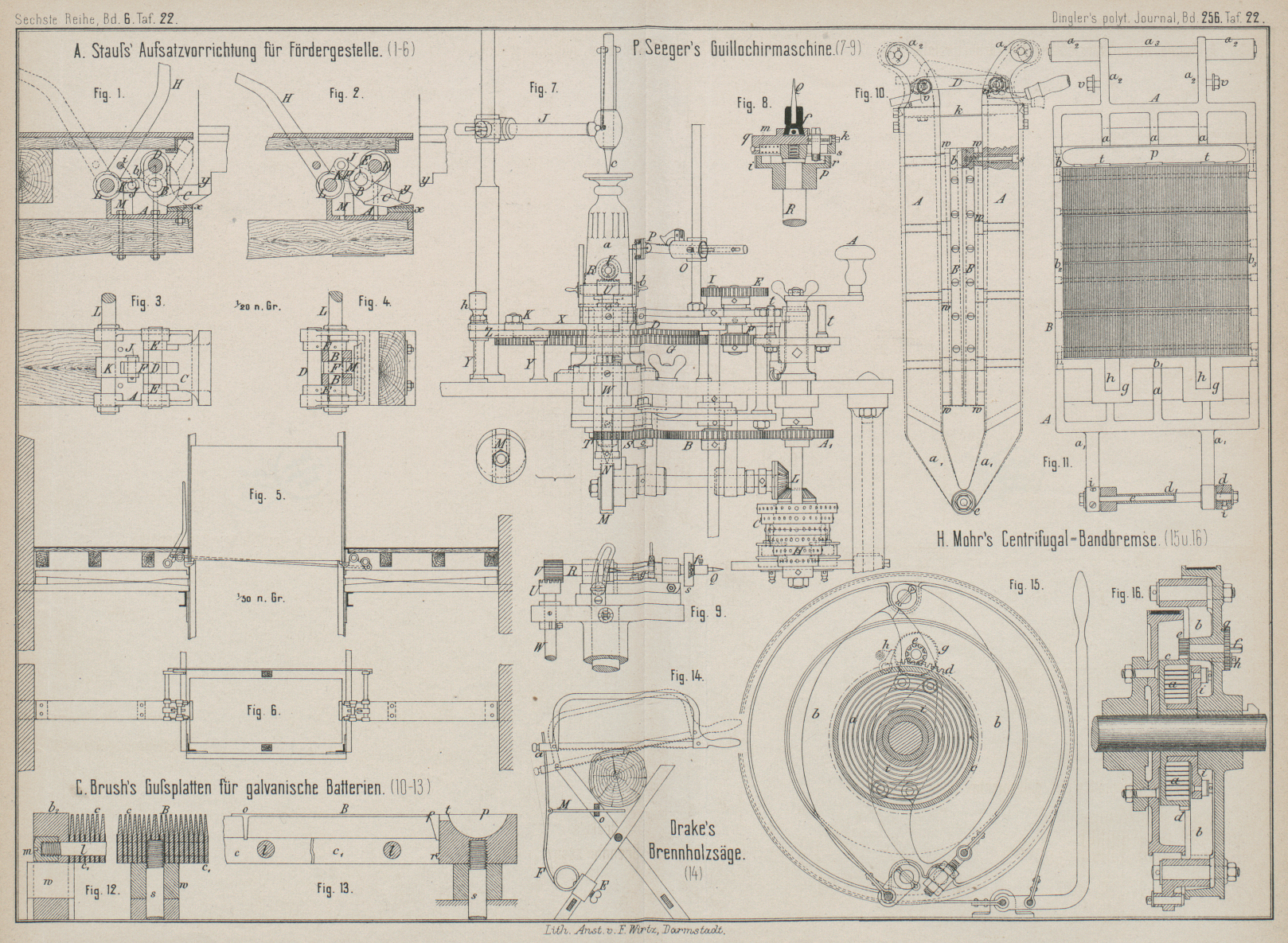
Wie aus Fig.
10 und 11 Taf. 22 zu entnehmen, ist der Guſsapparat aus zwei Hälften
zusammengesetzt; jede Hälfte besteht aus einem Rahmen und der Form selbst. Der
Rahmen A ist ein rechtwinklig bearbeitetes Guſsstück
mit zwei oder mehreren angegossenen Längsrippen a. Der
untere Querbalken des Rahmens ist von auſsen nach innen geneigt angeordnet, um beim
Eintauchen in das geschmolzene Metall keilartig zu wirken. Hierdurch wird ein
Spritzen des Metalles vermieden, wenn die Form zu schnell untergetaucht wird. An den
unteren Rahmenbalken sind zwei Arme a1 angegossen, welche das Gelenk bilden. Die an den
oberen Querbalken des Rahmens angegossenen gekrümmten Arme a2 nehmen die Handhabe a3 zwischen sich auf.
Jeder der Längsbalken des Rahmens A ist auf der
Innenseite mit Warzen w versehen, auf welchen die
eigentliche Form aufruht und durch die Schrauben s
befestigt wird. Durch diese Warzen wird zwischen der Form B und dem Rahmen A ein so groſser freier Raum
gebildet, daſs das geschmolzene Metall bequem in alle Theile der Form eindringen
kann.
Die eine Hälfte der eigentlichen Form B besteht aus
einem äuſseren Rahmen und aus der Matrize selbst, welche aus langen, in passenden
Zwischenräumen neben einander gelegten Stahlstreifen hergestellt ist. Der äuſsere
Rahmen der Form ist aus den vier Balken b bis b3 zusammengesetzt. Die
Balken b und b1 (Fig. 11) bilden die obere
und die untere Begrenzung, die Balken b2 und b3 die seitlichen Begrenzungen der Matrize. Die
innere Fläche des oberen Balkens b ist der Länge nach
mit einer Aussparung p versehen, welche durch die
Schlitze t mit der Matrize in Verbindung steht. Diese
Aussparung p dient zur Herstellung des sogen.
verlorenen Kopfes. An dem unteren Querbalken b1 sind zwei Vorsprünge g angeordnet, welche ebenfalls auf der inneren Fläche mit Aussparungen h, die mit der Matrize in Verbindung stehen, versehen
sind.
Die Matrize (Fig.
12 und 13 Taf. 22) ist aus einer groſsen Anzahl Stahlkämmen c zusammengesetzt, welche der Länge nach in einem
Rahmen angeordnet sind. Die Stahlkämme c sind auf einer
Seite bis auf die Hälfte ihrer Stärke abgeschrägt, um ein leichtes Herausnehmen der
fertig gegossenen Rippenplatten zu ermöglichen. Um die Stahlkämme c in solchen Abständen von einander zu halten, daſs das
geschmolzene Metall
zwischen dieselben gelangen kann, um die Rippen zu bilden, sind sie durch
Messingstreifen c1 von
einander getrennt, deren Stärke der Dicke der zu gieſsenden Rippen entspricht und
deren Breite gleich der Breite des geraden Theiles der Stahlkämme c ist. Die Enden der letzteren sind bei f ungefähr auf die Hälfte ihrer Breite abgeschrägt und
bilden dadurch mit den Balken b und b1 an beiden Enden der
Guſsform Kanäle. Der obere Kanal steht durch die Schlitze t mit der Aussparung p in Verbindung, damit
das Metall des verlorenen Kopfes in die Zwischenräume der Stahlkämme gelangen kann.
Durch die Stahlkämme c, Messingstreifen c1 und die Seitenbalken
b2, b3 sind Löcher gebohrt,
durch welche die Stangen l gesteckt werden, um durch
Schrauben an den Enden ein festes Zusammenziehen bewirken zu können. Die Endbalken
b und b1 sind mit den Seitenbalken durch versenkte
Schrauben m verbunden.
Da die Zusammenziehung des Metalles beim Abkühlen von auſsen nach innen erfolgt, sind
die Stahlkämme c in der Weise angeordnet, daſs die
Rippen des Guſsstückes durch die Zusammenziehung des Randes desselben von der
geraden Seite eines Kammes nach der abgeschrägten Seite des nächsten Kammes nach der
Mitte zu abgezogen werden (vgl. Fig. 12). Die Enden der
Stahl-, der Messingstreifen und der Seitenbalken b2, b3 sind nahe an ihrem unteren Rande mit einem Falze
versehen, um die an der Innenseite der Balken b und b1 angebrachte Rippe
r (Fig. 13) zu umfassen.
Hierdurch werden sämmtliche Theile in ihrer Lage erhalten und die Enden der Stahl-
und Messingstreifen gestützt.
Die eben beschriebene Hälfte der Form wird sowohl zum Gusse von Platten mit Rippen
auf beiden Seiten, als auch zum Gusse von Platten mit Rippen auf einer Seite
verwendet. Beim Gieſsen von Platten mit Rippen auf beiden Seiten benutzt man als
zweite Hälfte eine Matrize, welche nahezu mit der Form B übereinstimmt.
Beim Gieſsen von Platten mit Rippen auf nur einer Seite besteht die eine Formhälfte
aus einer ebenen, glatten Metallplatte von derselben Gestalt und Gröſse wie die Form
B; nur sind in ihre Oberfläche eine Reihe
Querrinnen geschnitten, welche den in der Form B
vorgesehenen Rinnen o (Fig. 13) in Gröſse und
Lage entsprechen. Die auf diese Weise erzeugten Rippen auf der Rückseite der
Guſsplatte werden zum Abheben der Platte von der Form benutzt und später
abgeschnitten.
Die Rahmen A sind, wie aus Fig. 10 zu ersehen, an
ihren unteren Enden gelenkartig mit einander verbunden, um einen dichten Schluſs der
beiden Formhälften zu erzielen. Einer der Arme a1 an jedem Rahmen A ist
zum Festhalten des Bolzens e entsprechend ausgebohrt.
Die beiden anderen Arme der Rahmen sind mit einer gröſseren Bohrung versehen, um
eine dem Bolzen e angepaſste Hülse d mit Spielraum durchzulassen. Die Hülse d (Fig. 11) wird durch zwei
Kopfschrauben i in der Bohrung des Armes a1 eingestellt.
Zwischen den inneren Armen ist ein Rohrstück d1 angebracht, dessen Länge gleich der richtigen
Entfernung der inneren Arme ist, so daſs die Gelenktheile mit Schraubenmuttern fest
angezogen werden können, ohne daſs ein Abbrechen oder Verbiegen der Arme
eintritt.
Um zu verhindern, daſs das Metall aus der Form herausspritzt, wenn sie schnell
geschlossen wird, ist an den oberen Querbalken des einen Rahmens eine dünne
Metallplatte k (Fig. 10) angeschraubt,
welche mit in die Längsrippen a des anderen Rahmens
eingreifenden Einschnitten versehen ist. Beim Gieſsen wird, wie schon oben gesagt,
die Form im geschmolzenen Metalle geöffnet und geschlossen und dann sofort
herausgezogen. Damit die Theile der Form während des Herausziehens und bis zum
Erstarren des Metalles geschlossen bleiben, sind an dem einen Rahmen zwei
Schlieſshaken D angebracht, welche in die Stifte v des anderen Rahmens eingelegt werden (vgl. Fig. 10 und
11).
Zum Handhaben dieser Formen beim Eintauchen in das Metallbad und Herausnehmen
derselben hat Brush einen Apparat vorgeschlagen,
bezüglich dessen auf die Patentschrift (* D. R. P. Nr. 29550 vom 19. Februar 1884)
verwiesen wird.
Tafeln