| Titel: | E. P. Böhme's Formapparat zur Herstellung von gleichmässigen Druckprobekörpern aus Cement- oder Kalkmörteln. |
| Fundstelle: | Band 256, Jahrgang 1885, S. 491 |
| Download: | XML |
E. P. Böhme's Formapparat zur Herstellung von
gleichmäſsigen Druckprobekörpern aus Cement- oder Kalkmörteln.
Mit Abbildungen auf Tafel
29.
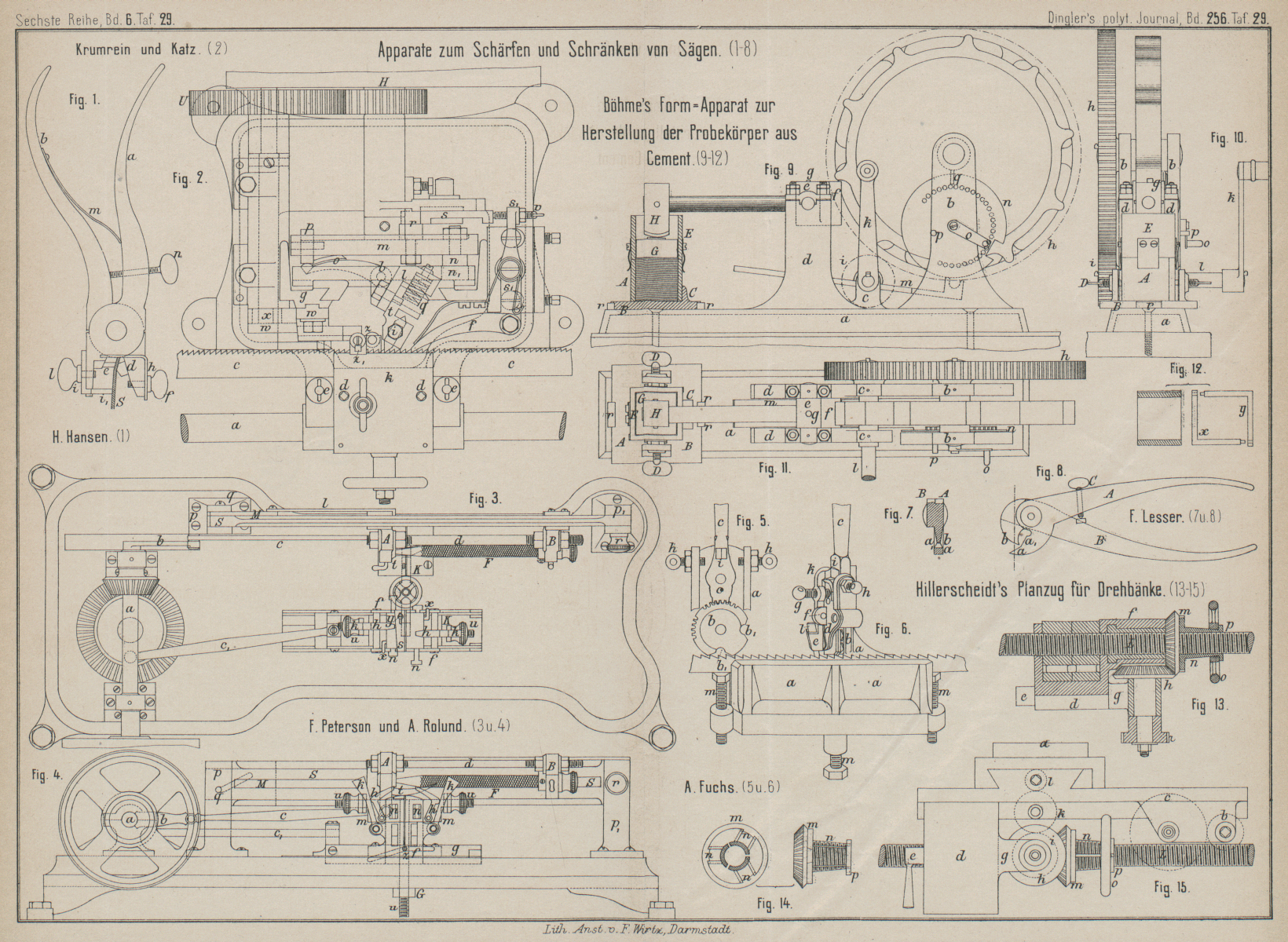
Böhme's Formapparat für Cement-Druckprobekörper.
Um jederzeit eine von der Person des Prüfenden unabhängige Methode der Herstellung
von Versuchskörpern bei Ermittelungen über Druckfestigkeit von Cement-, Kalk- und
Kalktraſsmörteln zu schaffen, hat E. P. Böhme
den in Fig. 9 bis 11 Taf. 29 in
verschiedenen Ansichten dargestellten Apparat construirt, welcher nach den Mittheilungen aus den kgl. technischen Versuchsanstalten zu
Berlin, 1885 S. 43 wiedergegeben ist.
Der Apparat besteht aus einem zerlegbaren Formkasten zur Aufnahme des Probematerials
und aus einer Art Schwanzhammer, welcher eine bestimmte Zahl Schläge auszuführen
vermag. Formkasten und Schlagwerk sind auf einer guſseisernen Grundplatte a angebracht, welche letztere mit 3 Paar Lagerböcken
b, c und d aus einem
Stücke gegossen und behufs sicherer Aufstellung durch Schrauben auf der Tischplatte
befestigt ist. Der zwischen den Lagerböcken d
befindliche und in denselben gelagerte Kreuzkopf e
trägt den arbeitenden Theil des Apparates, den stählernen Hammer H, dessen schmiedeiserner Schwanz f mittels einer Hülse in den Kreuzkopf eingepaſst ist,
um ersteren bei eintretender Abnutzung entweder umdrehen, oder leicht erneuern zu
können. Der aus Hickoryholz bestehende Hammerhelm befindet sich im Hammerschwanz und
in der Hülse in guter Einpassung, sowie Hammerhelm und Hammerschwanz – welche beide
ausgewogen sind – mittels des Stiftes g mit dem
Kreuzkopfe e fest verbunden sind. An dem vorderen Ende
des Hammerhelmes befindet sich der eigentliche 2k
wiegende Hammer aus Stahl, durch einen Stift in lösbarer Verbindung mit dem
Stiele.
Die Lagerböcke b tragen eine Achse mit 10zähnigem
Daumenrad, welches durch ein auf derselben Achse, aber auſserhalb der Lagerböcke,
befindliches Vorgelegerad h getrieben wird. Letzteres
erhält seine Bewegung von dem Getriebe i, welches
mittels Kurbel k und Welle l angetrieben wird und hierdurch den Betrieb des Hammers bewirkt, der in
angemessenen Zwischenräumen seine Schläge auf die in einen aus einander nehmbaren
Formkasten mit Aufsatzkasten gebrachte, mit einer passenden Eisenplatte bedeckte
Mörtelmasse abgibt.
Behufs Festlegung der Anzahl der für einen Probekörper auszuführenden Hammerschläge
ist eine Ausrückung vorgesehen, welche nach bestimmter
Schlagzahl den arbeitenden Hammer selbstthätig ausschaltet. Die Kurbelwelle l ist in den Böcken c
gelagert und zwischen denselben befindet sich, frei auf der Kurbelwelle drehbar, die
Sperrklinke m, deren linker Theil schwerer ist als der
rechte Theil, wodurch dieser gegen die Scheibe n
gedrückt wird, die sich an der hinteren Seite des vorderen Lagerbockes b befindet und fest auf einer durch den Bock b getragenen Achse sitzt; letztere trägt an der
vorderen Seite des Lagerbockes eine kleine Kurbel o,
mittels welcher die Scheibe n gedreht werden kann.
Diese Drehung hat, bevor der Apparat in Thätigkeit tritt, so weit zu erfolgen, daſs
die Kurbel o die obere Seite des Stiftes p berührt, d.h. an denselben anschlägt. An der mit
einem Ausschnitte versehenen Scheibe n befinden sich 30
Stifte als Zähne angebracht, welche ein auf der Nabe des Daumenrades befindlicher
Mitnehmer q in der Weise erfaſst, daſs bei jeder vollen
Umdrehung des 10theiligen Daumenrades die Scheibe n
um einen Zahn weiter
geschoben wird. Nach 12 Umdrehungen des Daumenrades wird schlieſslich der Ausschnitt
der Scheibe n so weit herumgedreht sein, daſs die
Sperrklinke m in den Ausschnitt einfallen und
gleichzeitig einen Daumen des Daumenrades festhalten kann. Es geschieht dies in dem
Augenblicke, wo der Hammer nahezu in seiner höchsten Stellung sich befindet und die
leichte Herausnahme des den eingeschlagenen Probekörper fassenden Formkastens
gestattet.
Zur Aufnahme der Mörtelmasse des Probekörpers dient ein in zwei Theile x und y (Fig. 12) zerlegbarer,
gehobelter, guſseiserner Formkasten A (Fig. 9) für Würfel mit
50qc Seitenfläche. Derselbe ist mit einem
Aufsatzkasten E von gleichen Abmessungen versehen,
welcher durch vier passend angebrachte Federn mit dem unteren, dem eigentlichen
Formkasten lösbar verbunden ist. Der Formkasten mit seinem Aufsatze wird von einer
gehobelten, mit einem Anschlage C versehenen
Unterlagsplatte B aufgenommen und auf derselben mittels
der Flügelschrauben D festgespannt. Die aufzugebende
Mörtelmasse ist so zu bemessen, daſs der Formkasten nebst Aufsatzkasten nahezu durch
den mit einem Löffel leicht einzubringenden Mörtel gefüllt ist, was für gewöhnliche
Cement-Normen-Mörtel durch etwa 830g Mörtelmasse
erreicht wird.
Zur Aufnahme der Hammerschläge und zur gleichmäſsigen Vertheilung derselben über die
Mörtelmasse dient die Ambosplatte G, welche in den
gefüllten Aufsatz vorsichtig einzubringen und mit der Hand so weit in denselben
einzudrücken ist, daſs ihre Oberkante mit der Oberkante des Aufsatzes in einer Ebene
liegt. Der auf diese Weise gefüllte und in die Unterlagsplatte B gespannte Formkasten wird jetzt mit derselben so in
den Apparat gebracht, daſs die Aussparungen der Platte B durch die Leisten r der Grundplatte a des Apparates ausgefüllt werden. Hierauf wird der
linke Theil der Sperrklinken so weit angehoben, daſs die Nase am Ende des rechten
Theiles derselben aus dem Ausschnitte der Scheibe n
heraustritt, die Kurbel o an den Anschlagstift p gebracht und das Rädervorgelege mit Daumenrad mittels
der Kurbel k in eine langsame Bewegung gesetzt, so daſs
jeder Hammerschlag voll zur Wirkung gelangt, was übrigens durch die Art der
Anordnung des Apparates schon vorgeschrieben ist. Die Dauer der Bewegung bezieh. die
Anzahl der Schläge wird durch das Einfallen des oben besprochenen
Sperrklinkenmechanismus bemessen; derselbe ist auf 120 Schläge festgelegt, gestattet
aber durch Versetzung des Anschlagstiftes p jede
beliebige Veränderung der Schläge von 10 zu 10.
Nach erfolgter Ausrückung des Hammers ist die Unterlagsplatte B mit dem darauf gespannten Formkasten aus dem Apparate zu nehmen und der
Aufsatzkasten vorsichtig nach oben abzuziehen, indem man mit Vortheil einen kleinen,
etwa 45mm dicken Holzklotz auf die Ambosplatte G bringt, beide Hände so an den Aufsatzkasten legt,
daſs die Daumen den
Holzklotz nach unten drücken, während die übrigen Finger – den Aufsatz von auſsen
berührend – das Abziehen des Aufsatzkastens nach oben bewirken. Es erfolgt jetzt die
Entfernung des Holzklotzes von der Ambosplatte, hierauf das Abziehen der letzteren
und schlieſslich das bekannte Abschneiden und Glätten des eingeschlagenen
Mörtelwürfels. Eine der Flügelschrauben der Unterlagsplatte B wird gelöst, der Formkasten herausgezogen und in der üblichen Weise
weiter behandelt.
In der angezogenen Quelle sind tabellarisch die Ergebnisse einiger
Versuchsreihen auf Druckfestigkeit von Cementmörtel-Würfeln mitgetheilt, welche mit
dem beschriebenen Formapparate hergestellt wurden. Bei der Benutzung desselben kommt
es wesentlich darauf an, die für ein Versuchstück zu gebende Mörtelmasse und auch
die Anzahl der Hammerschläge zu bestimmen, welche zur angemessenen Verdichtung der
Mörtelmasse erforderlich sind. Aus diesem Grunde wurden zunächst Normenzugproben
aus:
250g
Cement
+ 750g
Normalsand
+ 100g
Wasser
sowie
250g
„
+ 750g
„
+ 90g
„
durch Handarbeit hergestellt.
Die Anfertigung der Druckproben erfolgte hierauf mittels des
Apparates, wobei als Ausgangspunkt 820g fertige,
mit 10 Proc. Wasser angemachte Mörtelmasse und nur soviel Schläge (50) gegeben
wurden, als die Mörtelmasse beanspruchte, um den Austritt des Wassers an der
Aufsatzstelle des Formkastens erkennen zu lassen. Hierauf wurden für 3 weitere
Versuchsreihen Mörtelmasse und Hammerschläge ansteigend vermehrt und schlieſslich
auch den vorerwähnten, mit 9 Proc. Wasser eingeschlagenen Mörtelzugproben noch 3
Versuchsreihen für Druck gegenüber gestellt. Aus beiden letzteren Versuchsreihen
folgt als Verhältniſs der mittleren Zug- und Druckfestigkeit:
Für
7
Tage
alte
Proben
14,53 : 137,7 = 1 : 9,477
„
28
„
„
„
18,27 : 210,2 = 1 : 11,505
„
7
„
„
„
15,42 : 143,7 = 1 : 9,319
„
28
„
„
„
19,97 : 215,8 = 1 : 10,806
Auch zur Herstellung der Zugproben ist ein Formkasten mit
Aufsatzkasten ausgeführt worden, welcher in durchaus gleicher Weise wie die
Würfel-Formkasten mit dem Apparate in Verbindung gebracht werden kann. Der für die
Würfelproben benutzte 2k schwere Hammer wird zur
Herstellung der Zugproben durch einen 1k schweren
Hammer ersetzt und im Uebrigen so verfahren wie bei der Anfertigung der
Druckproben.
Tafeln