| Titel: | Der sogen. Clapp-Griffiths-Prozess zur Flusseisenerzeugung. |
| Fundstelle: | Band 257, Jahrgang 1885, S. 21 |
| Download: | XML |
Der sogen. Clapp-Griffiths-Prozeſs zur
Fluſseisenerzeugung.
Mit Abbildungen auf Tafel
3.
Der sogen. Clapp-Griffiths-Prozeſs zur
Fluſseisenerzeugung.
Ueber die von Clapp und Th.
Griffiths in Blacnavon angegebenen Neuerungen an
feststehenden Bessemeröfen ist in D. p. J.
1883 247 * 331 und 1884 252
250 bereits kurz berichtet worden. In der Zwischenzeit hat sich der sogen.
Clapp-Griffiths-Prozeſs nicht allein über England, seiner Heimath, sondern auch über
Amerika weiter ausgedehnt, sich u.a. auch auf den Remy'schen Blechwerken bei Rasselstein am Rhein eingeführt, so daſs weitere
Mittheilungen über diesen Gegenstand erwünscht erscheinen können.
Der Clapp-Griffiths' Prozeſs besteht nicht in einem
neuen Verfahren, sondern die Neuerungen betreffen nur die Oefen. Das Verfahren ist
das bekannte von Bessemer vorgeschlagene Windfrischen
und zwar mit Hilfe feststehender Oefen, wie sie früher in Schweden und versuchsweise
auch in Kärnthen gebräuchlich waren.Vermuthlich wurden die Schweden, als sie den Bessemerprozeſs zuerst
auszuführen suchten, auf die Anwendung dieser von den in England üblichen
kippbaren Birnen abweichenden Oefen durch Ersparniſsrücksichten gebracht.
Die alten feststehenden schwedischen Oefen hatten die Gestalt eines
niedrigen Kupolofens, welcher oben einen etwas gebogenen Hals zur seitlichen
Abführung der Flamme besaſs. Etwas über dem schrägen Boden, an dessen
tiefstem Punkte ein Abstich angebracht war, mündeten etwa 6 Düsen, welche
liegend radial angeordnet waren. Das Roheisen wurde in einem Kupolofen
umgeschmolzen und dann mittels einer Rinne durch eine Thür
in den Bessemerofen eingelassen. Erreichte das Eisenbad die Höhe der Düsen,
so muſste der Wind angelassen werden. Derselbe hatte nur einen Druck von ¼
bis ⅓at, da die geringe über den Düsen
stehende Eisensäule einen höheren Winddruck nicht benöthigte. Hatte er das
Eisen auf den gewünschten Grad entkohlt, so setzte man Spiegeleisen hinzu
und stach das Bad in eine Form ab. Der Satz
hatte gewöhnlich ein Gewicht von 1000 bis 1500k. Der Wind muſste natürlich so lange in das Eisenbad eingelassen
werden, als dasselbe die Düsen noch bedeckte. Die Kosten für eine derartige
Anlage stellten sich ihrer gröſseren Einfachheit wegen geringer als die für
eine englische Bessemeranlage.
Das Verfahren in den schwedischen Oefen konnte sich aber nicht halten, weil es auf
unrichtigen Grundsätzen beruhte. Es wird auch mit den neuen Verbesserungen eine
unvollkommene Ausführung des englischen Bessemerverfahrens bleiben, welche
voraussichtlich kaum neben letzterem auf die Dauer den Platz zu behaupten vermöchte.
Bedenken erregt z.B. die schlechte Windvertheilung des schwedischen Ofens gegen die
der englischen Birne. Während bei letzterer 100 und noch mehr feine Windstrahlen das
Eisenbad in seiner ganzen Höhe durchströmen, blasen
beim schwedischen Ofen nur ungefähr 6 starke Windstrahlen von der Seite in das Bad
hinein, so daſs sie dasselbe nur in seiner halben Höhe berühren. Die Folge hiervon
muſs sein, daſs die Blasezeit länger dauert und also auch ein gröſserer Verschleiſs
des Futters durch das längere Verweilen des Eisens im Ofen eintritt. Auſserdem
können in Folge des geringeren Winddruckes nur kleinere Mengen Wind in den
schwedischen Ofen eingeblasen werden, im Vergleiche mit der englischen Birne. Bei
letzterer wird der Wind abgestellt, sowie beim Kippen das Eisen die Düsen nicht mehr
berührt, was innerhalb einiger Secunden bewirkt werden kann. Beim schwedischen Ofen
konnte man aber den Wind erst dann abstellen, wenn das Bad unter die Düsen gesunken
war. Verzögerte sich aber der Abstich durch irgend welche Umstände, so muſste der
Wind, trotzdem das Eisen fertig geblasen war, doch weiter einströmen. Ob man dabei
den Wind so weit drosselte, daſs nur eine solche Menge in das Eisenbad trat, um
letzteres am Eintritte in die Düsen zu verhindern, ist nicht bekannt. Doch liegt
dieses Aushilfsmittel so nahe, daſs es zweifellos ausgeführt worden ist. Als
fernerer Uebelstand der schwedischen Oefen muſs das Abstechen des Eisenbades
angesehen werden, welches umständlicher zu sein scheint als das Ausgieſsen durch
Kippen der Birne. Gegen diese erheblichen Nachtheile verschwinden die geringeren
Anlagekosten, welche sich übrigens bei Neuanlagen mit denen eines englischen Werkes
fast gleich stellen, und der verminderte Auswurf, die Folge des geringeren
Winddruckes, fast vollständig.
Clapp und Griffiths haben
nun an dem eigentlichen schwedischen Prozeſs nur die Windzuführung an den Oefen
geändert. Die dazu nothwendigen Vorrichtungen sind aber so umständlicher Natur und
stehen in gar keinem Verhältnisse zu dem dadurch erzielten Erfolge, daſs man daran zweifeln muſste, ob
diese Neuerungen den schwedischen Oefen zu weiterer Einführung verhelfen würden.
Diese Ansicht erhält eine Bestätigung dadurch, daſs die neuesten Clapp-Griffiths'schen Oefen den ganzen Ballast der
patentirten Neuerungen nicht besitzen, sondern im Wesentlichen die alten
Constructionen darstellen, mit dem alleinigen Unterschiede, daſs für eine
Auswechselung der Böden Sorge getragen wird. Ob diese Verbesserung genügt, um den
schwedischen Ofen neben der englischen Birne das Feld behaupten zu lassen, muſs die
Erfahrung lehren. Referent glaubt, daſs dies nicht der Fall sein kann, wenn auch dem
schwedischen Ofen in der Kleinbessemerei, welche in der
Zukunft eine Rolle spielen kann, für den Anfang eine gewisse Bedeutung beigelegt
werden mag.
Nach den neuesten Nachrichten aus Amerika bezieh. nach dem Iron Age, 1885 Heft 9 und 11 haben die amerikanischen
Clapp-Griffiths-Werke, welchen die englischen Werke als Muster gedient haben,
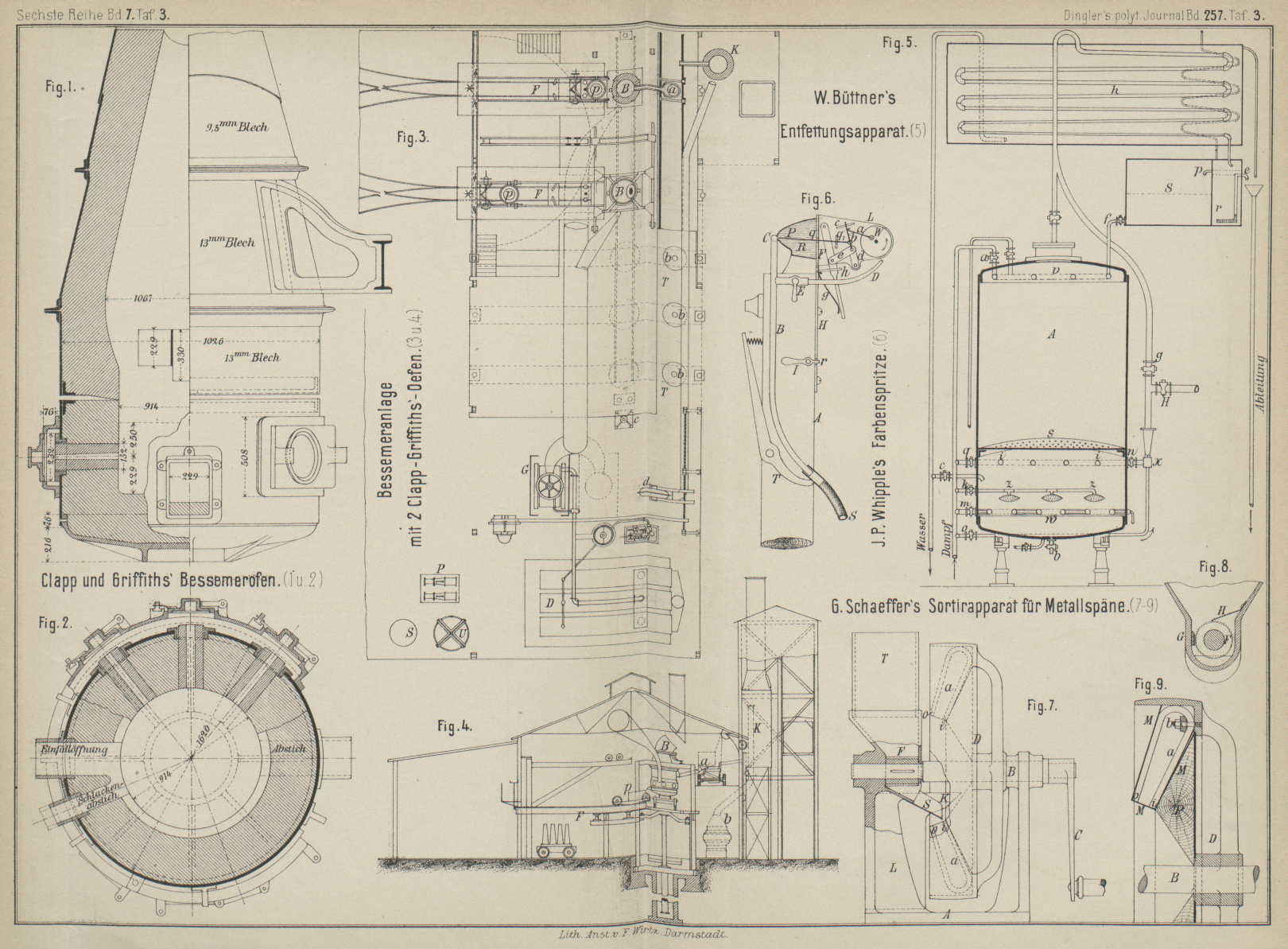
folgende in Fig.
1 bis 4 Taf. 3 skizzirte Einrichtung. Die Oefen bestehen aus 2 Theilen, von
denen der obere mittels 4 Armen auf Trägern fest verlagert ist, während der untere
Theil mittels eines hydraulischen Kolbens in bekannter Weise gesenkt und durch ein
anderes Bodenstück ersetzt werden kann. Der Obertheil ist mit einer etwas gebogenen
Haube versehen, zur Abführung der Flamme in den seitlich stehenden Schornstein. Der
Untertheil nimmt etwa 1000k Eisen auf und wird
durch Keile mit dem Obertheile verbunden. Die Fuge wird einfach mit plastischem Thon
verschmiert, da das Eisenbad dieselbe nie erreicht. Das Futter der Oefen besteht aus
Ganister und ist im Untertheile etwa 305mm dick.
Die Düsen liegen 229mm über dem Boden; das Eisen
steht 203 bis 254mm über dem Düsenmittel. Um die
Düsen herum ist ein gemeinschaftlicher Windkasten angeordnet, welcher vor jeder Düse
mit einer Thür versehen ist, deren 3 Federschlösser durch Drehen eines Handgriffes
leicht geöffnet werden können. Nach Beendigung des Blasens wird der Windzutritt, wie
man es jedenfalls auch früher in Schweden machte, so weit vermindert, daſs das Eisen
gerade abgehalten wird, in die Düsenkanäle einzutreten. Vor dem Einlassen eines
neuen Postens hat man dann nur nöthig, die Windkastenthüren zu öffnen und die Düsen
von Ansätzen zu reinigen. Die Verbindung der feststehenden Windleitung mit dem
Windkasten wird auf eine leicht lösbare Weise bewirkt. Auf einer Seite des Ofens
liegt der Abstich, diesem gegenüber die Einfüllöffnung und hierneben der
Schlackenabstich.
Die Anlage Fig.
3 und 4 besitzt 1 Kupolofen und 2 Clapp-Griffiths-Oefen, kann aber auf die
doppelte Gröſse erweitert werden. Zwischen dem Kupolofen K und den in einer Reihe aufgestellten Windfrischöfen B befindet sich ein Schienengeleise, auf welchem eine
fahrbare Gieſspfanne a läuft. In diese wird das Eisen
aus dem Kupolofen in abgewogener Menge mit Hilfe einer Rinne eingeführt und die
Pfanne dann durch Kippen
mittels eines am Boden derselben anfassenden Flaschenzuges und einer Rinne in den
Ofen entleert. Die Arbeitsohle der Oefen liegt 3m
über der Hüttensohle und vor jedem Abstiche eine drehbare Fahrbahn F, auf welcher ein Wagen mit der Gieſspfanne p läuft. Unter dieser Fahrbahn stehen auf einem Wagen
die Formen in Gruppen zu 4, 5 oder 6 Stück. Die Bühnen zum Heben und Senken der
Ofenuntertheile sind durch Schienen und Drehscheiben mit dem Trockenraume T verbunden. Die Trocknung wird durch unmittelbare
Verbrennung von Kokes o. dgl. in den Untertheilen bewirkt; dieselben werden dabei
unter kleine Rauchfänge b gefahren. Das Fortbewegen der
auf Wagen stehenden Untertheile findet durch den Flaschenzug c statt, d ist das Flügelgebläse für den
Kupolofen und G die Gebläsemaschine für die beiden
Windfrischöfen, welche einen Dampfcylinder von 406mm Durchmesser, einen Windcylinder von 1219mm Durchmesser und einen Hub von 762mm
besitzt. Die 3 Dampfkessel D sind 1m,11 im Durchmesser und 7m,92 lang. In Fig. 3 sind noch P die Preſspumpen, U der
Accumulator und S ein Sammelbecken.
Mit 2 Kupolöfen will man in 24 Stunden 150t Blöcke
erzeugen. Das Eisen kann in den Clapp-Griffiths-Oefen auf jeden Grad der Weichheit
gebracht werden. Bemerkenswerth ist die in Folge der verhältniſsmäſsig niedrigen
Temperatur des Eisenbades starke Verschlackung des Siliciums. Je geringer aber der
Siliciumgehalt des Fluſseisens ist, um so höher kann sein Phosphorgehalt steigen,
ohne dasselbe unbrauchbar zu machen. R. W. Hunt in
Troy, welcher in dieser Richtung bemerkenswerthe Versuche anstellte, fand, daſs
Eisen mit 0,08 Proc. Kohlenstoff, 0,01 Proc. Silicium, 0,5 Proc. Phosphor, 0,48
Proc. Mangan und 0,09 Proc. Schwefel eine gleichmäſsige Schweiſsbarkeit, eine groſse
Weichheit besitzt, kalt gebogen und ausgeplattet werden konnte, wie zahlreiche
Qualitätsproben bewiesen, welche Hunt dem American Institute of Mining Engineers bei seiner
letzten Versammlung vorlegte. 9 Zerreiſsversuche mit runden, 12mm,7 dicken und 20cm langen Stäben ergaben: Absolute Zugfestigkeit 58k/qmm,
Elasticitätsgrenze 42k/qmm, Dehnung 21,8 Proc. Querschnittsverminderung 30,9 Proc.
Eine theilweise Entphosphorung des Eisens ist in den Clapp-Griffiths-Oefen nicht
ausgeschlossen, weil man durch verschieden hoch gelegene Schlackenabstiche die
Schlacke sofort nach ihrer Bildung während der ganzen Blasezeit abziehen kann. Dies
ist der einzige Vortheil, welcher – seine praktische Bewährung vorausgesetzt – die
Oefen lebensfähig machen könnte. Bei jedem Frischprozesse findet im Anfange der
Rohfrischperiode ein Uebergang des zu Phosphorsäure oxydirten Phosphors in die
Schlacke statt. Beim Puddeln zapft man zu diesem Zwecke die Schlacke ab. Beim
Bessemern in der englischen Birne ist dies aus praktischen Rücksichten unthunlich.
Beim schwedischen Ofen ist es aber durchführbar. Da hierbei die Phosphorsäure
unmittelbar nach ihrer Bildung mit dem Eisen nicht mehr in Berührung kommt, so kann sie
auch nicht mehr reducirt und dem Eisen wieder zugeführt werden. Inwieweit die
Entphosphorung möglich ist, muſs wohl die Praxis lehren. Bewahrheitet sie sich, so
kann der Clapp-Griffiths'sche Ofen, d. i. der alte
schwedische Ofen mit auswechselbarem Boden, besonders für Deutschland, wo an
Phosphor reichere Erze in groſsen Mengen vorkommen, Bedeutung erlangen.
Tafeln