| Titel: | Ueber Bobbinnetmaschinen zur Herstellung der englischen Tüllgardinen; von Ernst Müller, |
| Autor: | Ernst Müller |
| Fundstelle: | Band 258, Jahrgang 1885, S. 305 |
| Download: | XML |
Ueber Bobbinnetmaschinen zur Herstellung der
englischen Tüllgardinen; von Ernst Müller,
Privatdocent an der technischen Hochschule zu
Hannover.
Mit Abbildungen im Texte und auf Tafel 20.
E. Müller, über Bobbinnetmaschinen.
Erst seit Ende 1879, in Folge Einführung des Zolltarifes vom 15. Juli 1879, hat die
Herstellung von Tüllgeweben auf Bobbinnetmaschinen in Deutschland festen Fuſs
gefaſst und allmählich recht bedeutende Ausdehnung gewonnen. Anfangs 1884 waren
bereits rund 200 Stühle in Betrieb, welche ein Anlagekapital von mehreren Millionen
Mark erforderten. Seinen Sitz hat dieser Fabrikationszweig hauptsächlich in Sachsen,
woselbst auf den Stühlen vorzugsweise sogen. englische
Tüllgardinen hergestellt werden. In England selbst bildet Nottingham (die
Geburtsstätte dieser Industrie) und Umgebung den Hauptsitz, in Frankreich die Gegend
von Calais, während in Oesterreich sich von Wien aus dieser Industriezweig
verbreitet hat.
Die ersten Maschinen für glatten Bobbinnet wurden in den J. 1808 und 1809 von Heathcoat in Nottingham construirt, während die
Herstellung von Tüllspitzen bezieh. Tüllgardinen auf Bobbinnetmaschinen erst seit
Einführung der Jacquardmaschine in die Bobbinnetweberei besteht. Der erste Vorschlag
hierzu ging einem französischen Patente zu Folge im J. 1824 von Colas und Delompnès in Lyon aus.Vgl. Karmarsch-Heeren's technologisches
Wörterbuch. Herausgegeben von Kick und
Gintl, Aufl. 3 Bd. 8 * S. 376.
In Sachsen hat man 1830 einmal in Harthau bei Chemnitz versucht, Bobbinnetmaschinen
zu bauen, aber damals ohne Erfolg.
Das Verdienst diesen Industriezweig in dem deutsch redenden Theile des Festlandes
eingeführt zu haben, gebührt dem verstorbenen Ludwig
Damböck in Wien, dessen Nachkommen heute die gröſste Bobbinnet- und
Spitzenfabrik des Festlandes besitzen, eine Fabrik, welche bereits 1829 begründet
wurde. L. Damböck gestattete, entgegen dem englischen
Gebrauche, den Gelehrten den Besuch seiner Fabriken zum Zwecke eingehenden Studiums
und dürfte wohl auch J. SchneiderVgl. Prechtl's technologische Encyklopädie,
1830 Bd. 2 * S. 497 ff. dortselbst seine Aufnahmen
gemacht haben.
Zur Erzeugung von Maschinenspitzen bezieh. Vorhängen mit Spitzengrund dienen
gegenwärtig folgende MaschinenVgl. auch Hugo Fischer: Artikel „Spitzen“ in Karmarsch-Heeren's
technologisches Wörterbuch, 1885 Aufl. 3 Bd. 8 * S.
376.: A) Klöppelmaschinen, zur Erzeugung der
sogen. Barmer Spitzen:, B) Wirkmaschinen, zur Erzeugung
von Spitzen und Vorhängen (Kettenwirkwaaren, warpe-lace) und C) Bobbinnetmaschinen.
Bei den Bobbinnetmaschinen ist ein Fadensystem immer auf jenen eigenthümlichen
flachen Spulen (bobbins) aufgewickelt, welche in
Schlitten
(carriages) drehbar gelagert sind und so dünn sein
müssen, daſs sie mitsammt ihrem Träger zwischen je zwei benachbarten, senkrecht
ausgespannten Kettenfäden ungehindert hindurchgleiten können. Die Unterstützung
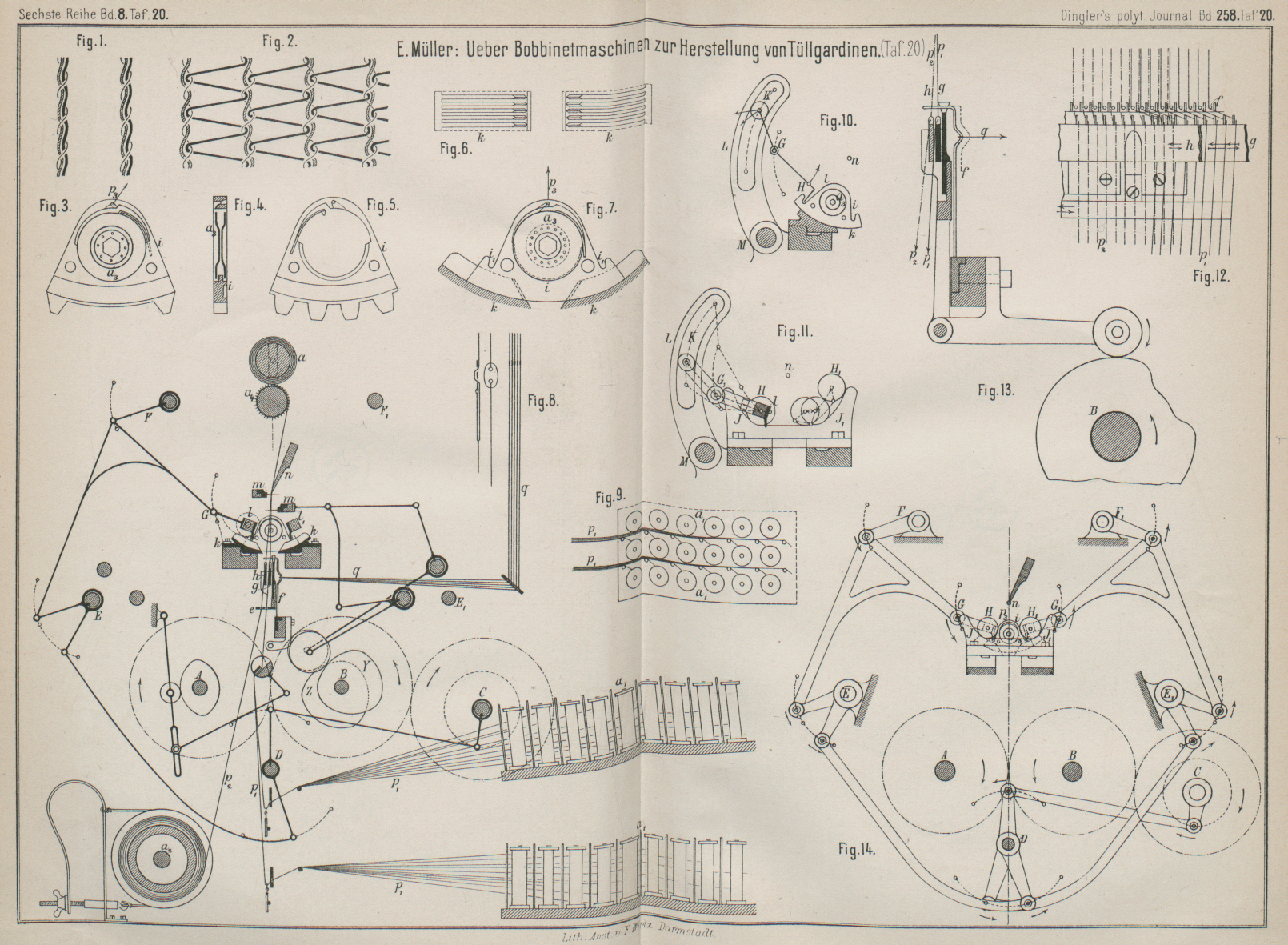
dieser Schlitten i findet hierbei durch Kämme (combs) k (vgl. Fig. 6 und 7 Taf. 20) statt.
Es ist nun zwischen solchen Maschinen zu unterscheiden, bei welchen eine seitliche Verschiebung der Schlitten stattfindet, und
zwischen solchen, bei welchen die Schlitten immer in ein und derselben Ebene
schwingen. Die Erzeugnisse der ersten Maschinengattung sind dadurch gekennzeichnet,
daſs die Schuſs- (Bobbin-) Fäden über mehrere neben einander liegende Fäden der
geraden Ketten fortschreiten (sogen. glatter Tüll oder Bobbinnet oder Tülle anglais, Quillings,
Spottednet), während bei der zweiten Maschinengattung theilbare Grundarten
zu Stande kommen. Diese (Twistlace-) Maschinen sind mit
Jacquardeinrichtung versehen.
Bezüglich des Antriebes der Schlitten kann man die Maschinen noch unterscheiden in
solche mit Antrieb von unten bezieh. von oben. Der Antrieb von unten erfolgt entweder durch Zug- bezieh. Schubschienen (sogen. Locker-Maschinen, vgl. 1832 42 * 231), die Schlitten besitzen dann die in Fig. 3 und 4 Taf. 20 gezeichnete
Gestalt, oder die Schlitten haben unten die Form von Zahnbögen (Fig. 5 Taf. 20), in welche
eine Zahnwelle eingreift (sogen. Roller-Maschinen): für
den Antrieb von oben nehmen die Schlitten die in Fig. 7 Taf. 20
wiedergegebene Form an und greifen dann in die Zahnlücken i1 Treibstangen (catch-bar) ein (sogen. Lever-Maschinen, vgl.
John Levers 1832 43 *
231).
Als zweites Unterscheidungsmerkmal dient das Mittel, durch welches die Stellung der
Fäden erfolgt. Bei den Gardinenstühlen
(Curtain-Maschinen) bezieh. bei den Maschinen, welche Tüllspitzen mit
Gardinengrund liefern, erfolgt die Auswahl der seitlich zu stellenden Fäden durch
hakenförmig gebogene „Auswähler“
(selectors oder interpreters), welche mit einer hinter der Maschine in der Höhe
angebrachten Jacquardeinrichtung in Verbindung stehen. Die Fäden der Spitzenmaschinen (Lace-Maschinen) sind dagegen in
besondere Schienen (steel bars, top bars, bottom bars)
eingezogen, welche durch an der Seite der Maschine angebrachte Einrichtungen (Dropper jacquards) dem gewünschten Muster gemäſs
gestellt werden.
Die Maschinen mit Schlittenantrieb von unten sind schon
mehrfach beschrieben worden; es sei deshalb an dieser Stelle kurz auf eine
Maschinengattung mit Antrieb von oben hingewiesen, um
so mehr, als gerade diese in Deutschland hauptsächlich zur Herstellung der sogen.
englischen Gardinen dient.Ausführlicher sind diese Maschinen (Curtain-lever-Maschinen) behandelt in des Verfassers Abhandlung:
„Ueber Bobbinnetmaschinen mit Jacquardeinrichtung“ im Civilingenieur, 1884 * S. 503, welcher
Abhandlung die folgenden Mittheilungen entnommen sind.
Die Grundbindungen dieser Gewebeart sind in Fig. 1 und 2 Taf. 20 und den Textfiguren 1, 2 und
5 wiedergegeben. Es besteht der Gardinengrund aus drei
Fadensystemen und zwar aus: Kette (schraffirt
gezeichnet), Musterfaden (stark ausgezogen) und Bindefaden (dünn ausgezogen).
Fig. 1., Bd. 258, S. 307Fig. 2., Bd. 258, S. 307Die Kettenfäden laufen längs durch das ganze
Stück hindurch, die Musterfäden gehen zwischen den
benachbarten Kettenfäden im Zickzack hin und her und werden an dieselben durch die
umschlingenden Bindefäden festgebunden. Die Musterfäden
gehen daher im Stoffe nach links, wenn die Bindefäden nach rechts gehen und
umgekehrt. Das Hin- und Hergehen der Musterfäden wird nun durch die
Jacquardeinrichtung beeinfluſst. Durch die Dichte der Musterfadenlagen werden die
verlangten Musterungen oder ein gleichmäſsig durchbrochener Zellengrund erzeugt.
Die Kette ist auf einem Kettenbaume a2 (Fig. 8 Taf. 20)
aufgewickelt, geht von da durch einen Fadenleiter e
nach der Führerschiene h, welche eine solche hin- und
hergehende Bewegung erhält, daſs die Kettenfäden p1 bald auf die eine, bald auf die andere Seite der
Bindefäden p3 (Fig. 3 und 7 Taf. 20)
gebracht werden können. Die Bildung des Gewebes erfolgt an der unteren Kante der
Unterstützungsleiste n. Das Abziehen des fertigen
Stoffes besorgt eine Stachel walze a4, auf welcher dar Zeugbaum a lose rollt.
Die Musterfäden p1
kommen von Spulen a1,
welche auf besonderen Spulenböden auf der hinteren Maschinenseite gelagert sind.
Auch die Musterfäden gehen durch den Fadenleiter e nach
den Kämmen g, f, welche ebenfalls so hin- und
hergeschoben werden, daſs die Musterfäden bald von dem einen, bald von dem anderen
Bindefaden gekreuzt werden. Unter diese Kreuzungsstellen greifen die Nadeln der
Stangen m, welche die fertigen Maschen nach oben
schieben und dort halten, bis die nächste Maschenreihe in ihrer Bildung so weit
fortgeschritten ist, daſs ein Auflösen der vorhergehenden nicht mehr zu befürchten
steht.
Die Bindefäden p3 (vgl.
Fig. 3 und
7 Taf. 20)
wickeln sich von den gebremsten dünnen Spulen a3 der Schlitten i ab,
welche in einer zu den Kettenfäden normalen Ebene so schwingen, daſs die
Drehungsachse mit der unteren Kante der Unterstützungsleiste n zusammenfällt.
Die Maschenbildung selbst geht auf folgende Weise vor
sich: Unter den Schlitten bewegen sich drei Kämme f, g,
h hin und her (vgl. Fig. 8, 12 und 13 Taf. 20, sowie Textfig. 4 und 5). Die
beiden Kämme g und h sind
aus Fadenführern gebildet, welche in die eingefrästen Ausschnitte von Bandeisenschienen
eingenietet sind, während der oberste Kamm aus rechtwinkelig umgebogenen Drähten f besteht, welche durch die Jacquardschnüre q rückwärts in die in Fig. 13 punktirt
angedeutete Lage übergeführt werden können. Die Lagerung und Anordnung der
Fadenführerschienen g und h sowie der Haken f ist in Fig. 12 und 13 Taf. 20 in
⅕ der wahren Gröſse angegeben. Gegen seitliche Verdrückungen sind die Haken f dadurch gesichert, daſs sie in Schlitzen geführt
sind, gegen deren breite Seitenwandungen sie sich stützen können. Der vordere Kamm
h und der oberste Kamm f gehen so hin und her, daſs die von denselben geführten Fäden in der Höhe
der Schlitten immer nur um eine Theilung verschoben
werden; der dazwischen liegende Kamm g hingegen
verschiebt sich um drei solcher Wegeeinheiten.
Die Kettenfäden p2 sind
nun durch die Augen des vorderen Kammes h gezogen, die
Musterfäden p1 durch
den hinteren Fadenführer g und beide Fadensysteme gehen dann zusammen noch durch den Hakenkamm f. In den schematischen Textfiguren 3 und 4 sind die drei Kämme
der Uebersichtlichkeit halber über einander gezeichnet.
Es sind nun folgende mögliche Maschenbildungen zu unterscheiden: 1) wenn gar keine Jacquardschnur, 2) wenn eine bestimmte Jacquardschnur gezogen ist, 3) wenn alle Jacquardschnüre gezogen, 4) wenn zwei
oder mehrere bestimmte Schnuren gezogen werden.
1) Wenn gar keine Jacquardschnur gezogen wird, dann ist
der oberste Kamm f voll und alle Zinken befinden sich
in der Lage, wie sie in Fig. 12 Taf. 20 in vollen
Linien gezeichnet ist. Zwischen je zwei Zinken läuft ein Ketten- und ein
Musterfaden; der Kamm läſst also in diesem Zustande nur Bewegung der Fäden innerhalb
zweier benachbarten Zinken zu. Im Anfange der Maschenbildung (vgl. Textfig. 3) stehen alle Kämme auf ihrem linken
Todtpunkte, so daſs jedes Mal ein Ketten- und ein Musterfaden sich links von dem
gleichnummerirten Bindefaden befinden. Die Schlitten i
sind auf dem vorderen Kamme k; die Bindefäden p3 gehen also von vorn
in die Bildfläche hinein. Begeben sich nun alle Fadenführer in ihre äuſserste rechte Stellung (wie- Faden 1 in Textfigur 4), so kommt für die
Musterfäden nur der Kamm f zur Geltung, da er voll ist,
während die Wirkung des darunter liegenden Fadenführers g für die Kreuzungsstelle vollständig ausgeschaltet ist; der Musterfaden
kann nur bis zu dem gleichnamigen Finger des Kammes f
nach rechts folgen. Es befinden sich somit der erste Ketten- und der erste
Musterfaden rechts vom ersten Bindefaden, der zweite Ketten- und der zweite
Musterfaden rechts vom zweiten Bindefaden u.s.f. Die Schlitten i gehen hierauf nach hinten, sämmtliche Fadenführer
bewegen sich nach links zurück und zum Schlusse die Schlitten wieder nach vorn. Es
hat sonach nur eine einfache Umschlingung von je einem
Ketten- und einem Musterfaden durch den gleichbenannten Bindefaden stattgefunden.
Das erzeugte Muster besteht daher nur aus nach unten laufenden Stücken, wie sie Fig. 1 Taf. 20 darstellt;
d.h. es sind Oeffnungen im Gewebe gebildet worden.
2) Wird eine Jacquardschnur gezogen, z.B. für die Fäden
2, ist also für diese Schnur ein Loch in der
Jacquardkette, so wird, wenn sich die Führerschiene der Musterfäden g nach rechts bewegt, der gespannte Musterfaden 2 so lange mit nach rechts gezogen, bis er sich an den
nächsten Finger f, d. i. an Finger 3 anlegt. In Folge dessen kreuzt er die Bindefäden 2 und 3: der Musterfaden
1 legt sich an Finger 1, die Fäden 2 und 3 an Finger 3 (vgl. Textfigur 4). Gehen nun die Schlitten wiederum nach hinten, kehren die
Ketten- und Musterfäden in ihre alte (linke) Lage zurück, so wird, wenn endlich auch
die Schlitten wieder nach vorn gezogen sind, eine Bindung erzeugt worden sein, wie
sie Textfig. 5 zwischen den Fäden 2 und 3 angibt. – Ist
abwechselnd eine Jacquardschnur q um die andere
gezogen., so entsteht auch abwechselnd Oeffnung und Ausfüllung zwischen den
benachbarten Kettenfäden als Musterung im Gewebe, wie zwischen den Fäden 1-3 in Textfigur 5.
Fig. 3., Bd. 258, S. 309Fig. 4., Bd. 258, S. 309Fig. 5., Bd. 258, S. 3093) Sind alle Jacquardschnüre gezogen, dann
folgen die Kettenfäden wie immer der Führerschiene h,
während die Musterfäden ganz frei der Schiene g folgen
können; sie werden sich in Folge dessen, wenn sich g
nach rechts bewegt, mit
drei Bindefäden kreuzen, was die Bindung ergibt,
wie sie in Textfig. 1 und 2 in Vorder- und Rückseite verdeutlicht ist. Auf der Vorder- oder
Rechtseite (Textfig. 2), der im Stuhle hinteren
Seite, liegen die Musterfäden über zwei Theilungen
flott, während sie auf der linken Seite (Textfig. 1)
unter den Kettenfäden weggehen.
4) Als weiterer möglicher Fall sei schlieſslich der besprochen, daſs zwei oder mehrere Schnüre q hinter einander gezogen
sind, z.B. 4, 5, 6 in Textfig.
3 und 4; dann werden die Musterfäden 4 und 5 frei dem Zuge des
Fadenführers g folgen können, sich also mit je drei
Bindefäden kreuzen; der Musterfaden 6 wird sich aber an
den Finger 7 anlehnen, ebenso wie Musterfaden 7; der Musterfaden 6 wird
deshalb durch zwei Bindefäden gebunden, 7 endlich nur
durch einen Bindefaden, so daſs ein Muster zu Stande kommt, wie das zwischen den
Fäden 4, 5, 6 und 7 in Textfig. 5.
Was endlich die Bewegungsmechanismen anlangt, so sind
als Haupthilfsmittel zur Erzeugung der nöthigen absatzweisen Bewegungen der
einzelnen arbeitenden Theile meist Curvenscheiben in
Anwendung gebracht, für die Anfangsconstructionen ja das bequemste Mittel. So läſst
Fig. 8
Taf. 20 z.B. die Curvenscheiben Y und Z zur Bewegung der Nadelstangen m erkennen, welche eine Vierseitbewegung (square
motion) auszuführen haben. Am zusammengesetztesten erscheint der Antrieb
der Treibstangen l für die Schlitten i. Es sollen von der Antriebwelle A aus beide Treibstangen l
und l1 bewegt werden;
die Schlitten gleiten, wie bereits bemerkt, in Kreisbögen k um die unteren Punkte der Unterstützungsleiste n für das sich eben bildende Gewebe und müssen dieselben abwechselnd von
der linken und von der rechten Seite von oben her gefaſst werden, da in der Mitte
die sich hin- und herschiebenden Fadensysteme jeden Antrieb und Ueberleitung der
Bewegung verwehren; die Bewegungsübertragung muſs also von unten her beiderseitig
auſsen herum nach oben geleitet werden; links von
der Mitte treibt nur die linke Treibstange, rechts die rechte, während das
Uebergeben von einer Stange an die andere in der Mittellage stattfindet.
Der ganze Mechanismus zur Schlittenbewegung ist in Fig. 14 Taf. 20 in der
Mittellage gezeichnet. Nahe den Enden der lang durchgehenden Hauptantriebwelle A sitzt je ein Zahnrad, welches durch ein gleich
groſses Zahnrad die Achse B treibt; von hier aus wird
wiederum mit derselben Umdrehungszahl die Achse C
getrieben; letztere trägt am äuſseren Ende eine Kurbel, welche mittels einer
Schubstange den ungleicharmigen Hebel D in Schwingung
versetzt. Bis zu diesem Punkte ist für beide Seiten die Einleitung der Bewegung
gemeinschaftlich und erst von hier aus ist die Anordnung der Theile für die hintere
und vordere Treibstange getrennt und gleich zur Mittelebene. Schubstangen setzen von
den beiden unteren Armen D aus die gleichschenkligen
Winkelhebel E bezieh. E1 in Schwingung. Weiter oben am Gestelle ist je eine
gleich groſse, der
letzten Kurbel von E parallel liegende Kurbel F bezieh. F1 gelagert, so daſs hier ein Parallelkurbelsystem vorliegt; es werden also alle Punkte, welche mit der
Schubstange zwischen E und F verbunden sind, congruente, mit ihren jeweiligen Tangenten parallele
Kreisbögen beschreiben, folglich auch der vordere Punkt G bezieh. G1
des Kurbeldreieckes EFG (vgl. Fig. 8 und 14 Taf. 20). Diese Punkte
G bezieh. G1 sind nun gleichzeitig als Drehzapfen für die
Treibstangen l, l1
ausgeführt, während die zur zwangläufigen Bewegung nöthige Bahn eines zweiten
Punktes der Stange l, l1 durch eine Leitcurve geschaffen ist. Die Stange l trägt zu diesem Behufe an den äuſseren Enden Führungsrollen H (Fig. 11 und 14 Taf. 20),
welche durch die Führungshörner J die nöthige Stützung
erfahren. Die Stützung durch solche Hörner J ist jedoch
nur auſserhalb der Gewebesysteme, also an den Enden der Treibstangen möglich; da
aber die Stangen bei ihrer groſsen Länge (ungefähr 7m) und ihrer der raschen Bewegungen halber möglichst leichten Ausführung
auch innerhalb der Enden gestützt sein müssen, sind weitere Punkte (Rollen) K in entsprechend geformten Taschen L geführt (vgl. Fig. 10 und 11). Wegen
Auswechselung der Spulen muſs eine Treibstange l
ausgelöst werden können, weshalb die Tasche L um M drehbar ist.
Die verarbeiteten Garne sind sämmtlich zweifädig
gezwirnte; der feinste Zwirn wird zu den
Bindefäden, der stärkste zu den Musterfäden genommen;
es betrug z.B. bei einem untersuchten Gewebe die metrische Feinheitsnummer für die Musterfäden Nr. 54 2fach, für die
Kettenfäden Nr. 85 2fach und für die Bindefäden Nr. 120 2fach. Bis vor Kurzem wurde
ausschlieſslich Baumwollzwirn verarbeitet; erst in
neuester Zeit taucht auch Chinagras als Material
auf.
Die Länge der Stücke schwankt zwischen 40 und 50m, für abgepaſste Fenster meist nach der Appretur
44m, das Stück = 6 Fenster, 1 Fenster = 7m,33. Die Schlittenspulen fassen bis zu 120m Zwirn und auf die Kettenbäume wird immer gleich
die Kette für 20 und mehr Stücke aufgebäumt.
Die Theilung der Maschine, d. i. gleich der Entfernung
zweier benachbarten Kettenfäden, wird nach Punkten
(points) oder Maschen auf 1 Zoll englisch angegeben und heiſsen demnach die
Maschinen 6-, 8-, 9-, 10-, 11- und 12-Punktmaschinen. Die Stühle werden jetzt meist
so gebaut, daſs sie Weben bis zu einer Breite von 6m,5 liefern. Dies gibt z.B. bei einer
12-Punktmaschine 3072 Fäden für jedes Fadensystem. Man liefert somit Weben von 4 bis
5facher Breite.
Die Länge des Stuhles beträgt bei 6m,5 Arbeitsbreite 8m, die
Breite ohne Spulenböden 1m,3; den Abstand der
Mittellinien je zweier Stühle nimmt man 2m,2
bezieh. 3m,8 (Mittel 3m); es ist nämlich die Aufstellung so gewählt, daſs gebotenenfalls ein Arbeiter zwei Stühle
bedienen kann; es sind je zwei Vorderseiten und je zwei Hinterseiten mit den
Spulenböden einander zugewendet: bei 3m,8 ist der
Raum für die beiden Spulenböden und einen Gang, bei 2m,2 der Raum
für einen Gang von 0m,9 Breite für die Arbeiter
inbegriffen.
Die Höhe des Arbeitsraumes muſs mindestens 5m betragen, weil die Jacquardmaschine über dem
Stuhle steht und die Harnischschnüre nicht zu schräg laufen dürfen, da sie sich
sonst zu stark einsenken und für die Nadeln ungleichen Hub ergeben würden. Der Arbeitsbedarf für einen solchen Stuhl, der 80
Umdrehungen in der Minute macht, ist etwa 1e.
Die Weber werden nach der Anzahl der Schuſs bezahlt, welche nach sogen. Racks abgetheilt werden; zu diesem Behufe ist an jeder
Maschine ein Zählwerk angebracht. Da die Maschinen von
England nach Deutschland gekommen sind, werden noch überall die englischen
Bezeichnungen gebraucht. Der sogen. Back zählt in
England bei Tattings-Maschinen 240 Vor- und Rückwärtsbewegungen der Schlitten, bei den
Maschinen für glatten Tüll 720, bei den Twist-Lace-Maschinen 960 solcher Spiele.
Tafeln