| Titel: | Zur Gewinnung von Ammoniak. |
| Fundstelle: | Band 258, Jahrgang 1885, S. 507 |
| Download: | XML |
Zur Gewinnung von Ammoniak.
Patentklasse 75. Mit Abbildungen auf Tafel 34.
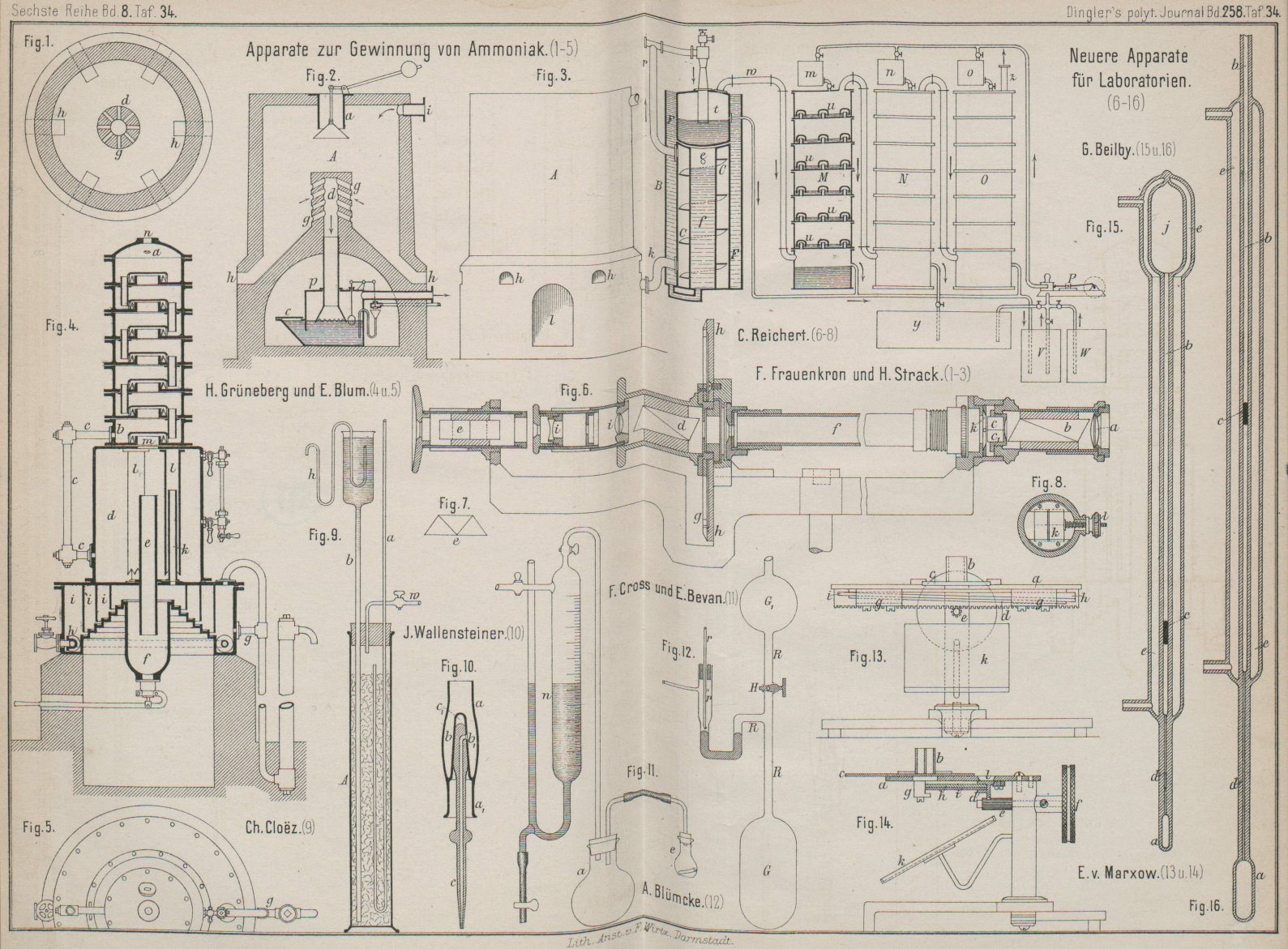
Zur Gewinnung von Ammoniak.
P. Frauenkron und H. Strack in
Gelsenkirchen (* D. R. P. Nr. 32691
vom 5. Juni 1884) wollen Kohlenasche aus Puddel-
und Schweiſsöfen, Kokesasche, Kohlenschlamm und Weiſskalk gemengt durch das
Rohr a (Fig. 1 bis 3 Taf. 34) in die Retorte
A einfüllen, die ausgenutzte Masse aber durch die 6
Oeffnungen h entfernen. Bei i treten Gase aus Kokesöfen ein, angeblich zur Verbrennung des Gemenges.
Die entwickelten Gase werden durch 36 Oeffnungen g des
Einsatzes d nach unten in den. mit Schwimmerventil für
den Wasserzufluſs versehenen Waschkasten p angesaugt.
Ist die Reinigung desselben nothwendig geworden, so tritt man durch Thür l ein, öffnet den Deckel c
und entfernt die Flugasche.
Die Gase gehen nun durch Leitung k in den aus drei in
einander stehenden Kesseln gebildeten Kühler B. Die
Kessel f und F enthalten
kaltes Wasser, welches bei e eintritt und am oberen
Kesselrande wieder abflieſst. Die Gase steigen in dem mit Gewindeleitung C versehenen. Zwischenräume nach oben und treten durch
Rohr r in den Zwischenbehälter t, wo sie durch eine 10cm tiefe
Wasserschicht gedrückt werden dann gehen sie durch Rohr w in die drei Waschapparate M, N und O, um durch die sechs mit je 19 Düsen und überstehenden
Glocken u versehenen Zwischenwände aufzusteigen, wobei
sie jedesmal eine 10cm tiefe Flüssigkeitsschicht
durchziehen müssen. Die so vollständig von Ammoniak befreiten Gase entweichen durch
Rohr z.. Die Pumpe P saugt
kaltes Wasser aus dem Behälter W und drückt dasselbe in
den Vorrathskasten o, damit es den Apparat O durchflieſst und als verdünnte Ammoniaklösung sich im
Behälter V sammelt. Von hier wird die Flüssigkeit in
die Behälter m und n
gehoben und sammelt sich nach weiterer Aufnahme von Ammoniak in M und N im Kessel y. Enthält das Wasser noch nicht 20 Proc. Ammoniak, so
wird dasselbe in die Kasten m und n zurückgepumpt und macht den Weg noch einmal.
Angeblich liefert dieser Apparat aus einem Gemenge von 7500k Kohlenasche (aus Puddel- und Schweifsöfen),
7500k Kokesasche, 2500k Kohlenschlamm und 500k Weiſskalk (als Zusatzmittel zu theilweiser
Freimachung des Ammoniaks im Waschkasten) und den sonst frei in. die Luft
steigenden, aus den Kokesöfen angesaugten Gasen 257k,4 schwefelsaures Ammoniak.
H. Grüneberg in Köln und E. Blum in
Berlin (* D. R. P. Nr. 33320 vom 11. Februar
1885) schlagen die Anbringung einer sogen. Treppencolonne an Destillationsapparaten für
Ammoniakwasser vor. Die Flüssigkeit tritt oben bei a (Fig.
4 und 5 Taf. 34) in die obere Colonne, durchflieſst dieselben den aufsteigenden
Dämpfen entgegen, so daſs das flüchtige Ammoniak ausgetrieben wird. Von der unteren
Colonne b tritt das Wasser durch das Rohr c nach dem Kalkgefäſse d
über, in welchem durch Zuführung von Kalkmilch das gebundene Ammoniak frei wird. Die
so behandelte Flüssigkeit gelangt dann durch das Rohr e
nach dem Schlammsacke f und von da durch Ueberlaufen
über die einzelnen Treppen der Colonne nach dem Ablaufe g. Umgekehrt tritt der zum Destilliren dienende Dampf durch das mit
Löchern versehene Schlangenrohr h unten bei der
Treppencolonne ein, steigt, durch die concentrischen Scheidewände i gezwungen, an der Colonne hoch, geht durch die Rohre
k in die Mantelrohre l, welche den Dampf zwingen, die Flüssigkeit im Kalkkessel zu durchstreichen,
und steigt dann durch m nach der oberen Colonne, welche
er, mit den Ammoniakdämpfen gemischt, bei n verläſst.
Somit kommt das abgetriebene Wasser, welches nur noch einen Theil des durch Kalk
frei gemachten Ammoniaks enthält, auf der Treppencolonne in innigste Berührung mit
dem frisch zutretenden Dampfe (vgl. 1882 244 * 231).
A. Feldmann hebt im Journal für
Gasbeleuchtung, 1885 S. 768 die Vorzüge der ununterbrochen arbeitenden Destillationsapparate, namentlich der Colonnen
hervor. Dieselben liefern concentrirtere Ammoniakdämpfe und erfordern
verhältniſsmäſsig wenig Brennstoff. Bei einigen Constructionen macht die Behandlung
mit Kalk Schwierigkeiten. Die bisher zuweilen übliche Verwendung von Natron ist zu
theuer.
Bei der Herstellung von schwefelsaurem Ammoniak empfiehlt es sich, die entweichenden
Dämpfe durch einen kleinen Scrubber mit verdünnter Säure zu leiten, um das Ammoniak
völlig zu gewinnen. Das auskrystallisirte Salz sollte in Schleudern von der Lauge
befreit werden.
Zur Herstellung von Ammoniakflüssigkeit mischt Feldmann
das Gaswasser mit der erforderlichen Kalkmenge, treibt durch Filterpresse und
destillirt die klare Flüssigkeit ab. Der so erhaltene rohe Salmiakgeist enthält noch
Schwefelammonium, muſs daher nochmals mit etwas Kalk destillirt werden. Wenn täglich
10cbm Gaswasser von 2 Proc. Ammoniakgehalt in
dieser Weise concentrirt sind, so enthält das Destillat, welches täglich
umzudestilliren ist und nicht ganz 1cbm beträgt,
200k Ammoniak. Da nun das Ammoniak, welches in
Form von Schwefelammonium vorhanden ist, etwa nur 1/20 des Gesammtammoniaks ausmacht, so hat
man in diesen 200k Ammoniak bloſs 10k in Form von Schwefelammonium. Man gebraucht
deshalb zur Zersetzung etwa die doppelte Menge an Kalk, also etwa 20 bis 25k Kalk, den man bei der Umdestillation zusetzt.
Das Product der Zersetzung von Schwefelammonium mit Kalk ist flüssiges
Calciumsulfhydrat.
Salm (daselbst S. 802) empfiehlt den Feldmann'schen Apparat (vgl. 1883 248 * 462), E. Blum den von Vorster und Grüneberg (vgl. 1882 246 * 225).
H. Bunte (daselbst S. 774) bespricht die Entwerthung der Ammoniaksalze.
Die Ammoniaksalze werden im Boden weniger leicht ausgewaschen als
Salpeter, wirken aber langsamer; der Preis wird wesentlich durch den des
Chilisalpeters bedingt. (Vgl. P. Wagner 1885 255 355.)
Die Einfuhr und Ausfahr von Ammoniak
salzen und Chilisalpeter im deutschen Zollgebiete betrug:
Gegenstände
Einfuhr in 100k
Ausfuhr in 100k
1881
1882
1883
1884
1881
1882
1883
1884
Schwefelsaures Ammo- niak
346517
341175
278866
359669
545
1042
1688
900
Ammoniaksalze
und Salmiakgeist
8204
7830
8717
12611
7689
7007
10354
10582
Chilisalpeter
899497
1269184
1661846
2006475
9173
21363
20915
9599
Das schwefelsaure Ammoniak steht unter den wichtigsten
Einfuhrartikeln und der Chilisalpeter zeigt nach dem Erdöle die höchste Ziffer unter
allen in Deutschland eingeführten chemischen Producten. Eine Vergleichung von Ein-
und Ausfuhr zeigt ferner, daſs die letztere bei dem schwefelsauren Ammoniak und dem
Chilisalpeter gegenüber der Einfuhr nur gering ist, daſs also bis auf einen
verschwindenden Betrag deren ganze Menge in Deutschland verbraucht wird, während die
Ammoniaksalze, Salmiakgeist, Salmiak o. dgl. mit nahezu gleichen Beträgen in Ausfuhr
und Einfuhr erscheinen.
Besonders bemerkenswerth ist der Vergleich der hauptsächlich aus
englischen Häfen nach Deutschland eingeführten Mengen von Ammoniaksalzen mit der in
Deutschland selbst dargestellten Menge, welche nach zuverlässiger Schätzung von Grüneberg auf etwa 10000t angegeben werden kann. Es zeigt sich hieraus, daſs im J. 1884 von der
Gesammtmenge des im deutschen Zollgebiete verbrauchten schwefelsauren Ammoniaks noch
nicht ⅓ im Inlande dargestellt wird, während über ⅔ vom Auslande eingeführt werden.
Nimmt man an, daſs gegenwärtig in Deutschland rund 1700000t Gaskohlen verarbeitet werden, so könnten aus dem
erhaltenen Gaswasser bei einer Ausbeute von 1 Proc. überhaupt nur 17000t schwefelsaures Ammoniak erhalten werden, oder
noch nicht die Hälfte der in Deutschland zu landwirthschaftlichen Zwecken jährlich
verbrauchten Salzmenge. Daſs bei dieser Sachlage die gröſsere oder geringere
Erzeugung von Ammoniaksalzen seitens der Gasanstalten im Inlande auf den Preis
derselben keinen Ausschlag gebenden Einfluſs, abgesehen von örtlichen Verhältnissen,
ausüben kann, liegt auf der Hand; es ist vielmehr neben den übrigen Stickstoff
haltigen Düngemitteln (Guano) in erster Linie der Chilisalpeter, für dessen Bezug Deutschland ausschlieſslich auf das
Ausland angewiesen ist, welcher den Preis der Ammoniaksalze auf dem Weltmarkte
bestimmt. 100k schwefelsaures Ammoniak kosteten im
J. 1882 noch 40,85 M., im December 1884 nur noch 26,20 M.
Zu berücksichtigen ist ferner, daſs neuerdings auch Kokereien Ammoniumsulfat als Nebenproduct gewinnen. Da
ein Ofen jährlich etwa 9t Sulfat liefert, so
würden 4000 Kokesöfen erforderlich sein, um die Einfuhr zu decken. Absatzquellen für
Ammoniak sind noch die Eismaschinen und die Ammoniaksodafabriken.
Nach M. Maercker (daselbst S. 805)
werden die Ammoniaksalze erst dann berufen sein, als Concurrenten des Chilisalpeters
aufzutreten, wenn sie wesentlich billiger sind als der Chilisalpeter, so daſs man
für denselben Preis gröſsere Ammoniak-Stickstoffmengen verwenden kann als
Chilisalpeter-Stickstoff. Unter fliesen Verhältnissen aber wird dem Chilisalpeter
hoffentlich in den nächsten Jahren durch die Ammoniaksalze ein schwer wiegender
Wettbewerb erwachsen, welcher mit um so gröſserer Freude zu begrüſsen ist, als
derselbe von der einheimischen Erzeugung ausgeht. Thatsächlich kosteten am 20. Juni
d. J. 100k Chilisalpeter in Hamburg 20,60 M.,
Ammoniumsulfat 24,50 M., somit 1k Stickstoff im
Salpeter 131 Pf., im Ammoniaksalz nur 119 Pf.
Tafeln