| Titel: | Neuere Maschinen zur Herstellung von Gelenkbändern. |
| Fundstelle: | Band 259, Jahrgang 1886, S. 116 |
| Download: | XML |
Neuere Maschinen zur Herstellung von
Gelenkbändern.
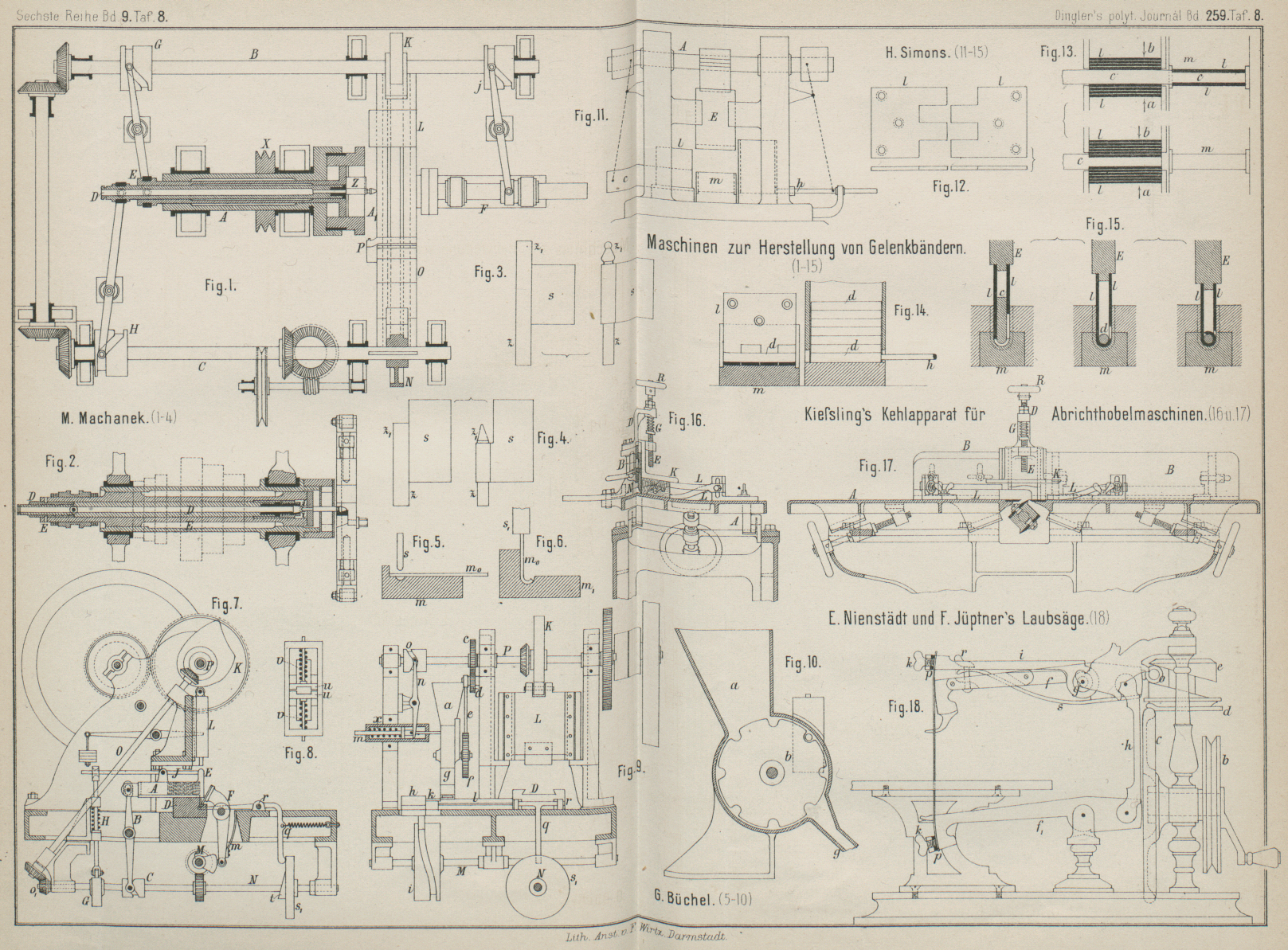
Patentklasse 49. Mit Abbildungen auf Tafel 8.
Neuere Maschinen zur Herstellung von Gelenkbändern.
Zum Fertigmachen von rohen Gelenkbändertheilen, welche entweder nach dem Verfahren
von Lesprit (vgl. 1881 239 *
266), oder einfach auf die Weise hergestellt werden, daſs man sie schmiedet oder
passend profilirtes Walzeisen ausstanzt, hat M.
Machanek in Marienthal bei Olmütz (* D. R. P. Nr. 32445 vom 10. Mai 1884)
eine Fräsmaschine angegeben, mittels welcher der Dorn
z und der Knopf z1 (Fig. 3 und 4 Taf. 8) gleichzeitig
fertig aus dem vollen Materiale gearbeitet werden.
Die Hohlspindel A (Fig. 1 Taf. 8) wird durch
Schnur mittels der Rolle X von dem Triebwerke aus
umgedreht und überträgt ihre Drehung in irgend einer Weise auf die Achsen B und C. In den Kopf A1 der Hohlspindel A wird das rohe Gelenkband Z eingespannt und es werden dann, wenn A in
Bewegung gesetzt ist, gleichzeitig die Hohlspindeln D,
E und F, welche an ihren dem eingespannten
Gelenkbande zugekehrten Enden je einen Fräskopf tragen, durch die mit Führungsnuthen
versehenen Scheiben G, H und J gegen das zu bearbeitende Band vorbewegt. Der innere Fräskopf der
Spindel D bearbeitet hierbei den Stift des Gelenkes,
die Spindel E fräst auf dieselbe Weise den flachen
Theil des Lappens s (Fig. 3 und 4) gerade und die Spindel
F rundet den Knopf und fräst gleichzeitig die obere
Seite des Lappens gerade. Die Frässpäne werden durch die Hohlspindel D fortgespült. Ist die Fräsarbeit beendet, so treten
die drei Spindeln D, E und F in ihre ursprüngliche Stellung zurück, das Excenter K der Achse B schiebt den
Schlitten L an den abgerundeten Kopf des Gelenkes heran, um
diesem eine Widerlage zu schaffen, wenn der von dem Excenter N der Achse C vorgeschobene Schlitten O mit dem Drehstahle P an
dem Kopfe arbeitet. Das hierauf fertige Gelenkband wird dann ausgespannt und durch
ein anderes ersetzt.
Soll das andere Band des Gelenkes, welches die zu dem Gelenkstifte z gehörige Bohrung besitzen muſs, auf dieser Maschine
hergestellt werden, so ist die Arbeit im Allgemeinen dieselbe; nur wird dann statt
des Fräskopfes der Spindel D ein entsprechender Bohrer
in dieselbe eingespannt.
Bei dieser Maschine bewegen sich die Spindeln D und E gleichzeitig und von einander unabhängig gegen das im
Spindelkopfe A eingespannte Werkstück; beide Spindeln
tragen an ihrem vorderen Ende je einen Fräskopf. Die Spindel E bearbeitet bloſs die Ränder der Fischbandlappen, während der Kopf der
Spindel D den Stift z nur
auf die gewünschte Dicke abfräst, so daſs das vordere Ende des letzteren
unbearbeitet bleibt.
Um diesen Mangel zu beseitigen, hat Machanek (* D. R. P.
Nr. 33160 vom 20. September 1884, Zusatz zu Nr. 32445) diese Maschine in folgender
Weise abgeändert. Es fräst der Stirnfräser der Spindel E (Fig.
2 Taf. 8) bei seinem Vorgehen den Stift auf den genauen Durchmesser und
dann, wenn diese Arbeit vollendet ist, auch noch den Lappen s des Bandes. Die Spindel D trägt statt des
einfachen Stirnfräsers einen Werkzeughalter mit zwei Messern i, welche leicht herausgenommen und nachgeschliffen werden können und zwar
in der Form, welche das vordere Ende des Stiftes haben soll. Die Spindel D dient also nur zum Bearbeiten des vorderen Endes des
Stiftes. Die Spindel D ist ferner durch eine an ihrem
hinteren Ende befindliche Mutter verstellbar gemacht, so daſs die Entfernung der
beiden Messer i von dem Stirnfräser der Spindel E auch während des Arbeitens der Maschine beliebig
geändert und dadurch dem Stifte jede gewünschte Länge gegeben werden kann. Beide
Spindeln D und E sind
durch Verschraubung oder auf andere Weise mit einander verbunden und durch zwei
Nuthen mit eingelegten Keilen vor gegenseitiger Verdrehung geschützt. Dieselben
werden von einer Nuthenscheibe gegen das Werkstück vorbewegt.
Bei der Herstellung von Gelenkbändern, bei welchen der fest an dem Thür- oder
Fensterfutter angebrachte Theil aus einem besonderen Stifte mit daran fest
angerolltem Blechlappen angefertigt wird, während man den anderen Gelenktheil um den
aus ersterein hervorstehenden Stift herumrollt, besteht gewöhnlich folgender
Arbeitsvorgang: Die zu rollenden Gelenklappen m0 (Fig. 5 und 6 Taf. 8) werden zunächst
in einer Matrize m durch einen Stempel s vorgebogen (Fig. 5) und hierauf in
einer zweiten Matrize m1 durch Stempel s1 fertig gerollt (Fig. 8). Nach diesen zwei
getrennten Arbeiten erfolgt das Eintreiben des Gelenkstiftes.
G. Büchel in Langenfelde bei Düsseldorf (* D. R. P. Nr.
30447 vom 8. Januar
1884) hat zu diesem Verfahren eine Maschine angegeben, bei welcher sowohl das Vorbiegen, als auch das Fertigrollen von ein und demselben senkrecht auf- und niedergehenden Stempel in einer dazu passenden Matrize bewerkstelligt
wird, wobei das Vorbiegen unter Mitwirkung eines Halters für die Lappenstücke
geschieht. Bei dieser vollständig selbstthätig wirkenden Maschine wird der
Gelenkstift in den vorgebogenen Lappen von der Seite her eingeschoben und durch
nachheriges Einrollen und Einklemmen befestigt.
Die Blechstücke werden in einen durch den Hebel B (Fig. 7 und 9 Taf. 8) und
die Curvenführung C schieberartig bewegten Kasten A in gröſserer Anzahl senkrecht aufgestellt. Ist dieser
Kasten in die äuſserste Stellung nach rechts gekommen, so daſs sich der erste
Blechlappen in demselben unmittelbar über der Matrize D
befindet, so wird der Blechlappen durch den Schieber E
abwärts gedrückt, wobei sich derselbe in der Matrize durch den Halter F festklemmt und aufrecht stehen bleibt. Der Schieber
E wird zu dem betreffenden Zeitpunkte durch das
Excenter G unter Vermittelung der Stange H und des Hebels J
niedergedrückt; letzterer ist an dem Kasten A drehbar,
so daſs er mit diesem hin und her geht. Nachdem der Schieber E in Folge der Feder bei H wieder hoch
gegangen ist, bewegt sich der Kasten A zurück, worauf
der von der Curvenscheibe K geführte Stempel L auf den zwischen D und
F eingeklemmten Blechlappen niederdrückt und dem
unteren Rande desselben in der Matrize eine vorläufig schwache Krümmung ertheilt,
was unter Mitwirkung des in diesem Augenblicke fest gehaltenen Halters F geschieht. Während nun das kreisförmige Bogenstück
der Scheibe K mit der Rolle des Stempels L in Berührung ist und letzterer daher, auf dem
vorgebogenen Blechlappen ruhend, stillsteht, wird der Stift des Gelenkes von der
Seite her eingeschoben, so daſs derselbe in der Matrize D auf den gekrümmten unteren Rand des Lappens zu liegen kommt. Bevor
jedoch dieser Stift eingeschoben wird, muſs der Halter F aus der Matrize D entfernt werden. Zu
diesem Zwecke ist dieser Halter an einem doppelarmigen Hebel befestigt, dessen
unterer Arm durch einen auf der Welle M sitzenden
Daumen bewegt wird. M erhält ihre Bewegung von der
Welle N durch Schraubenräder und N steht durch Kegelräder o1 mit der Welle O in Verbindung, welche letztere von der Welle P ebenfalls durch Kegelräder angetrieben wird. Sobald der Daumen der Welle
M den Halter frei gibt, wird derselbe durch die
Feder m zurückgezogen und die Matrize ist zur Aufnahme
des Stiftes frei. Nachdem der Stift an seinem Platze ist, erfolgt seitens des
Stempels L ein zweiter Druck auf das Blech, wobei das
untere, bereits vorgebogene Ende desselben sich vollständig um den Stift rollt.
An der einen Seite der Maschine befindet sich die Vorrichtung zum Einschieben der mit
Knöpfen versehenen Stifte, an der anderen Seite die Vorrichtung zum Einschieben der
losen Knöpfe. Da diese beiden Einrichtungen gleichartig sind, so ist in der Zeichnung
nur eine derselben dargestellt, welche näher beschrieben werden soll. Die zu
verwendenden Stifte werden in einen Trichter a (Fig. 9 und 10)
eingeschüttet, in dessen unterem Theile sich eine Scheibe b mit Vertiefungen zur Aufnahme der Stifte dreht. Durch einen Mantel
werden die Stifte in den Vertiefungen der Scheibe gehalten und durch Drehung der
letzteren der Rinne g zugeführt, in welcher dieselben
nach einander in die Rinne l hinabgleiten. In dieser
wird mittels der Curvenscheibe i und des Schiebers h eine Stange k so hin-
und herbewegt, daſs dieselbe jedesmal den eingetretenen Stift erfaſst und über das
in der Matrize befindliche Ende des Blechlappens schiebt, worauf das Fischband durch
den Druck des Stempels L vollendet wird. Da die mit
Knöpfen versehenen Stifte sowohl, wie die losen Knöpfe in ihren Trichtern ungeordnet
durch einander liegen, so werden nicht alle sich in der zur Einführung in die
herzustellenden Fischbänder erforderlichen Weise (Knopfseite nach links) in die
Vertiefungen der Scheibe einlegen. Damit nun kein verkehrt liegender Stift in die
Rinne l gelangt, ist an der Scheibe die in Fig. 8 Taf. 8
dargestellte Einrichtung getroffen. An der Ummantelung der Scheibe b sind seitlich zwei sich gegenüber liegende Schieber
u angebracht, deren Abstand von einander geringer
ist als der Durchmesser des glatt abgeschnittenen freien Stiftendes, so daſs also
letzterer nicht zwischen den beiden Schiebern durchschlüpfen kann. Liegt jedoch der
Stift umgekehrt, nämlich mit der Knopfseite nach den Schiebern hin, so wird bei
einem Drucke in dieser Richtung der abgerundete Knopf die nur durch Spiralfedern v gegen einander gehaltenen Schieber aus einander
drücken, so daſs der ganze Stift nebst daran sitzendem Knopfe durchgeschoben und von
der Seite her entfernt werden kann. Zu diesem Zwecke hat die Scheibe keine
beständige, sondern eine durch die Zahnräder c, d und
die Schaltklinke e nebst Schaltrad f (Fig. 9) bewirkte
absetzende Bewegung und zwar derart, daſs bei jeder Bewegungspause eine der
Vertiefungen der Scheibe b der Schieberöffnung
gegenüber steht. In diesem Augenblicke wird der Bolzen m durch die Feder x gegen den Stift gedrückt.
Liegt derselbe richtig, so ist der Bolzen m an seiner
Vorwärtsbewegung gehindert; liegt er aber verkehrt, so schiebt m den Stift aus der Scheibe b. Durch die Curvennuth o und den Hebel n wird m wieder
zurückgeführt. Damit nun trotz der auf diese Weise ausfallenden Stifte immer noch
eine genügende Anzahl in die Rinne g gelangt, wird eine
entsprechende Uebersetzung der Räder c und d gewählt. Zur Entfernung der fertigen Fischbänder
dient der bei r drehbare Hebel q, welcher am oberen Ende gegabelt ist; seine Bewegung erhält derselbe
durch eine auf der Welle N sitzende Scheibe s1, welche eine Nase
t trägt, deren abgeschrägte Fläche nach
Fertigstellung je eines Fischbandes gegen den unteren Theil des Hebels q drückt, wobei das gegabelte Ende hinter die
vorstehenden Knöpfe des Fischbandes greift und dasselbe herauswirft.
Zur Ausführung des der soeben beschriebenen Maschine zu Grunde gelegten und durch das
Patent Nr. 30447 geschützten Verfahrens, hat H. R.
Simons in Düsseldorf (* D. R. P. Nr. 31002 vom 10. Januar 1884, abhängig
von Nr. 30447) nachstehend beschriebene Maschine zur Herstellung gewöhnlicher
Kasten-Gelenkbänder in Vorschlag gebracht.
Die auf einer besonderen Maschine geschnittenen Gelenklappen l (Fig.
12 Taf. 8) werden zu beiden Seiten eines Schiebers c wie bei a und b (Fig.
13 Taf. 8) zu sehen ist, geschichtet und durch ein Gegengewicht oder eine
Feder immer an den Schieber angedrückt. In jedem Ausschnitte des Schiebers befindet
sich bei jeder Vorwärtsbewegung desselben auf jeder Seite ein solch vorgeschnittener
Lappen. Der Schieber c erhält von der Hauptwelle A der Maschine (Fig. 11 Taf. 8) eine hin-
und hergehende Bewegung, so daſs derselbe jedesmal zwei solcher Lappen l in die Rollmatrize m
hineinschiebt und nach erfolgter Rückbewegung mit zwei neuen Lappen gespeist wird.
Die in der Rollmatrize liegenden Lappen werden durch die Bewegung eines Stempels E (Fig. 15 Taf. 8) einem
Drucke unterworfen, so daſs jeder dieser Lappen die halbrunde, der Rollmatrize
entsprechende Form annimmt. In diesem Augenblicke wird der Schieber zurückbewegt,
und der Stift d von der anderen Seite der Rollmatrize
durch einen ebenfalls wie der Schieber c von der
Hauptachse A bewegten Vorschub h in die nunmehr gebogenen Lappen eingeführt (Fig. 14 Taf. 8). Es
erfolgt sodann eine zweite Bewegung des Stempels E, so
daſs bei diesem zweiten Drucke auf das Band die Blechlappen des Gelenkes vollständig
fertig gebogen werden. Durch das hierauf folgende Vorziehen neuer Lappen mittels des
Schiebers c werden die fertig gestellten Gelenkbänder
fortgeschafft.
Bei den nach diesem Verfahren herzustellenden Fischbändern fällt selbstverständlich
das bei den Gelenkbändern nothwendige Auszacken fort und es muſs die Schichtung der
beiden Lappen bei a und b
(Fig. 13)
entsprechend der Art und Weise, wie diese Fischbänder gegen einander versetzt sein
sollen, gemacht und der Vorschub h doppelt ausgeführt
werden, um den hier gewöhnlich aus zwei Theilen (den beiden, sogen. Knöpfen)
bestehenden Gelenkstift von beiden Seiten einbringen zu können.
Tafeln