| Titel: | Ueber Neuerungen in der Giesserei. |
| Fundstelle: | Band 259, Jahrgang 1886, S. 449 |
| Download: | XML |
Ueber Neuerungen in der Gieſserei.
(Patentklasse 31. Schluſs des Berichtes S. 300 d.
Bd.)
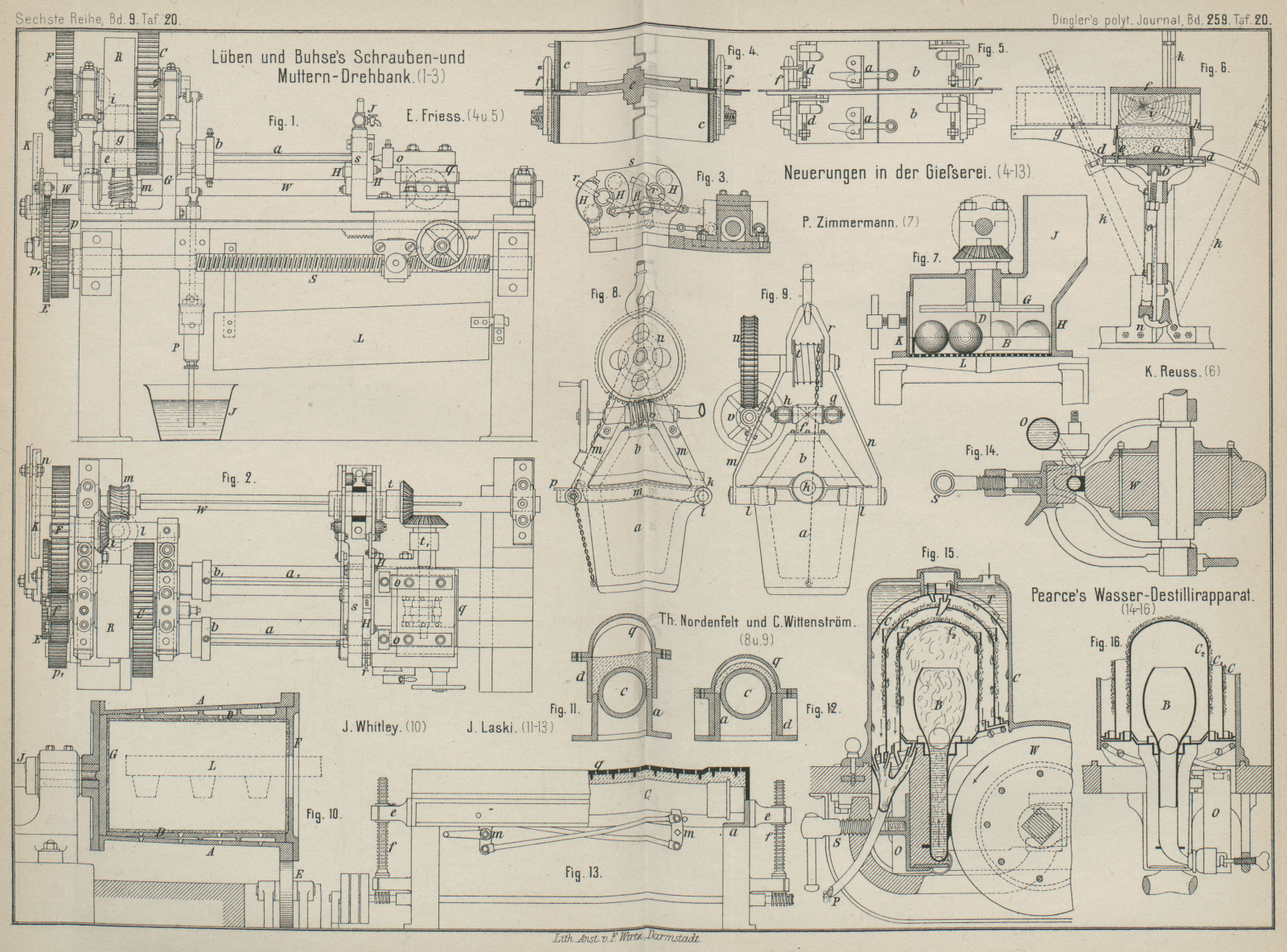
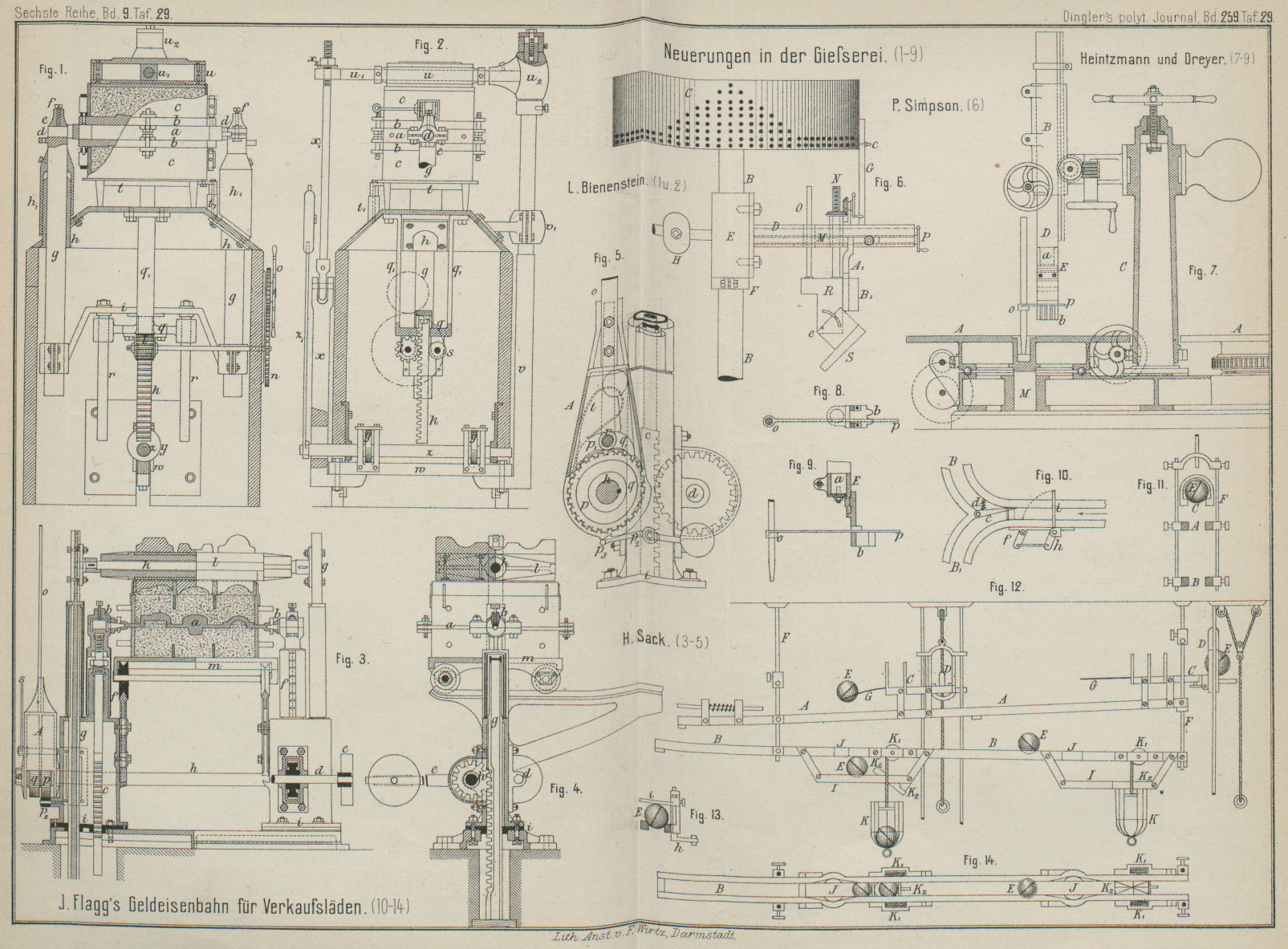
Mit Abbildungen im Texte und auf Tafel 20 und 29.
Ueber Neuerungen in der Gieſserei.
Die Formmaschine von Leop.
Bienenstein in Wien (* D. R. P. Nr. 31444 vom 27. September 1884) gestattet
ein schnelles und bequemes Aufsetzen der Formkasten, eine leichte Herstellung der
Formen und ein schnelles Entfernen der fertigen Formkasten.
Die beiden Modellplatten b (Fig. 1 und 2 Taf. 29), mit je einer
Hälfte des Modelles, sind an dem in Zapfen d drehbaren
Rahmen a befestigt, an welchen die Formkasten c angeschlossen werden. Die Lager e stehen mittels Stangen g, welche durch am Maschinengestelle befestigte Messinglager h geführt sind, mit einem Bügel i in Verbindung. Die Messinglager h sind
durch an den Stangen g angebrachte Mäntel h1 vor Schmutz und Sand
geschützt. Der Bügel i trägt in der Mitte eine
Zahnstange k; in diese greift ein Triebrad l, welches mittels einer Zahnradübersetzung n von einem Handrade o
gedreht und durch eine Rolle s in stetem Eingriffe
erhalten wird. Das Triebrad l ruht mit seiner Achse in
Lagern, welche an einem Querstücke q befestigt sind,
das seinerseits durch aufwärtsgehende Arme q1 am Gestelle festgemacht ist. An den beiden Enden
des Querstückes q befinden sich Führungsösen, durch
welche Stäbe r gehen, die am Bügel i befestigt sind. Der um einen Zapfen t1 drehbare Tisch t dient zum Aufnehmen und Seitwärtsschieben der
fertigen Sandformen.
Die Preſsvorrichtung besteht aus einem Rahmen w, welcher
an einer Achse u1
drehbar angebracht ist; letztere ist mit einem Ende in dem Kopfe u2 befestigt, welcher
auf der Stange v sitzt und durch einen Stellring
beliebig hoch gestellt werden kann. Die Stange v, durch
die am Gestelle befestigte Schelle v1 geführt, ist unten mit dem Querbalken w verbunden, welcher am entgegengesetzten Ende eine
Stange x trägt, an die eine zweite Stange x1 gelenkig
angeschlossen ist; letztere ist am oberen Ende mit Schraubengewinde und Mutter x2 versehen und wird
beim Pressen in das gabelförmige Ende der Achse u1 eingelegt. Ein oder mehrere an einer Achse z angebrachte Excenter y
bewirken beim Drehen der
letzteren mittels des Gewichtshebels z1 das Niederdrücken des Rahmens u und das Pressen des Sandes in die Formkasten.
Beim Formen verfährt man in folgender Weise: Man stellt den unteren Formkasten auf
den Tisch t, setzt den Aufsatzrahmen x auf, füllt in den oberen Formkasten Sand und drückt
durch Drehen des Hebels z1 den Rahmen u nieder. Nach genügender
Pressung wird durch Rückdrehen des Hebels z1 der Preſsrahmen gehoben, die Stange x1 von der Achse u1 getrennt und der
Preſsrahmen um die Stange u auf die Seite gedreht.
Hierauf wird durch die Triebvorrichtung k, l, n, o der
Rahmen u mit den Formen gehoben. Nachdem dies
geschehen, wird das Handrad o festgestellt und man
macht nun die Lagerzapfen d durch Drehen der Schrauben
f frei, dreht den Rahmen um 180°, so daſs die
obere, fertige Formhälfte nach unten und die untere, noch zu formende nach oben zu
liegen kommt, löst das Handrad o aus und läſst den
Rahmen mit der fertigen Form auf den Tisch herab. Dann preſst man, indem vorher auch
der Preſsrahmen um 180° gedreht wurde, um die noch oben befindliche, der zweiten
Formhälfte angepaſste Preſsplatte nach unten zu drehen, in der beschriebenen Weise
die zweite Formhälfte. Nach Lösen des unteren Formkastens von dem Rahmen a, hebt man letzteren wieder in die Höhe, entfernt die
auf dem Tische gebliebene untere Formhälfte, dreht den Rahmen a nochmals um, läſst denselben mit der zweiten, nun
auch fertigen Formhälfte auf den leer gewordenen Tisch t nieder, setzt oben einen neuen Formkasten auf und verfährt dann in der
gleichen Weise.
Um das Pressen des Sandes auch bei doppelseitigen
schwachen Formplatten zu ermöglichen, hat Hugo Sack in
Plagwitz-Leipzig (* D. R. P. Nr. 33518 vom 12. September 1884) die in Fig. 3 bis 5 Taf. 29
veranschaulichte Formmaschine angegeben. Die
zweiseitige Modellplatte a ruht mittels Zapfen drehbar
in den Lagern b, welche durch die Zahnstangen c in der Höhenlage eingestellt werden können. Die
Zahnstangen c werden durch die Zahnräder, welche auf
der Achse d sitzen, mittels des Hebels e gleichmäſsig auf- und abbewegt und dabei in den
Ständern f und den Platten i geführt. Neben diesen sind noch zwei andere Zahnstangen g angebracht, welche durch die Zahnräder auf der Achse
h mittels des Hebelwerkes A bewegt werden. Diese Zahnstangen tragen an ihrem oberen Ende die um die
Achse k drehbare Druckplatte l.
Angenommen, es sei soeben ein Kasten fertig gestellt, mit der Formplatte umgedreht,
sodann auf den fahrbaren Formtisch m aufgesetzt worden,
so läſst man, anstatt wie bisher üblich, das Modell von der Form abzuheben, diesen
Kasten stehen; derselbe bildet dann eine genaue und sichere Unterlage für die
Formplatte und entlastet die Zapfen derselben vollständig. Jetzt setzt man den
nächsten Kasten oben auf, füllt diesen unter Anwendung eines Füllrahmens mit Sand
und drückt letzteren mittels der Druckplatte l fest.
Auf der einen Seite der Druckplatte
l sind die Preſsklötze für den Ober-, auf der anderen
die für den Unterkasten befestigt. Nach vollzogener Pressung hebt man die
Zahnstangen g und die Druckplatte l, stellt die Formplatte durch die Druckschrauben in
den Lagern b fest und hebt nun die Platte und den
darauf stehenden Kasten in die Höhe. Der unten befindliche Kasten bleibt auf dem
Formtische m stehen und wird für sich von diesem
weggenommen. Jetzt befestigt man den oben stehenden Kasten auf der Platte, dreht
beide um 180° und schiebt den Formtisch wieder darunter. Es wird nun auch die
Druckplatte l um 180° gedreht, so daſs die Preſsklötze
für den nächsten Kasten in Wirksamkeit treten können. Der eben beschriebene Vorgang
ist dann zu wiederholen.
Es ist erwünscht, während des Formens die Druckplatte l
so hoch als möglich zu heben; andererseits müssen aber die Räder zur Bewegung ihrer
Zahnstange g so klein als möglich ausfallen, um den
Bewegungshandhebel o unmittelbar an dieselben angreifen
lassen zu können. Sack hat deshalb folgende sinnreiche,
aber nicht ganz einfache Einrichtung in Vorschlag gebracht. Wie in Fig. 5 besonders
herausgezeichnet ist, sind auf der Achse h zwei
Sperrräder mit entgegengesetzten Zähnen aufgekeilt. In das eine Rad p greift der Sperrhaken p2 und die Sperrklinke p1 in das Rad q die Sperrklinke q1 ein; p1 und q1 sind auf einen Zapfen r gesteckt. Dieser trägt den Hebel s (Fig. 3) und ist
in dem Gehäuse A gelagert, welches seinerseits um die
Achse h gedreht werden kann und die Stange o, den eigentlichen Preſshebel, trägt. Auf r ist p1 festgekeilt, q1 hingegen frei beweglich. Der Sperrhaken p2 ist an dem Ständer
der Maschine angebracht. Das Gewicht an einem Ende sucht den Haken am anderen Ende
in Eingriff mit p zu bringen, wo noch ein Zapfen p3 vorhanden ist, über
welchen die Scheibe des Gehäuses beim Drehen des Hebels o sich bewegt.
Wenn nun der aufgesetzte Kasten zur Pressung bereit ist, befindet sich die
Druckplatte l in beträchtlicher Höhe über demselben und
steht das Hebelwerk derart, daſs das Gewicht der Preſsvorrichtung A die Achse h rechts zu
drehen sucht. Dies wird aber durch den Sperrhaken p2 verhindert, p und q verharren in dieser Lage, während man anfängt, das
Hebelwerk A auf die andere Seite zu drehen, bis ein
Vorsprung an der Seitenscheibe des Gehäuses A den Haken
p2 durch den vorhin
erwähnten Zapfen p3
auslöst. Dies geschieht etwa in der senkrechten Stellung von o. Jetzt wird die durch das Eigengewicht der Preſsvorrichtung an der Achse
h wirksame Kraft durch p1 auf das Gehäuse A und den Handhebel o übertragen und von Hand
geregelt. Wird nun auch noch p1 durch den Hebel s
ausgelöst, so fällt die ganze Preſsvorrichtung herab, die Preſsklötze drücken sich
in den lockeren Sand ein und werden durch weitere Rechtsdrehung des Hebelwerkes
vollends festgedrückt. Verläſst A die senkrechte
Stellung, so ändert sich die Schwerpunktlage der Klinke q1
; sie kuppelt nun A mit
q und übertraft so die am Hebel o wirkende Kraft auf die Prellvorrichtung. Nach
vollzogener Pressung wird A wieder nach links bewegt,
wobei p1 durch die
Feder t mit p in Eingriff
gebracht, das Heben der Preſsvorrichtung bewirkt. Am Ende dieser Bewegung hat sich
die Schwerpunktlage von q1 wieder geändert, so daſs q1 wieder auſser Eingriff mit q kommt; dagegen sperrt p2 den Rücklauf von p.
Die Preſsvorrichtung wird nun durch Rechts- und Linksbewegen des Hebelwerkes A in die erforderliche Höhe gebracht, beim Drehen nach
rechts sperrt p2 und
p1 gleitet leer auf
den Zähnen von p; beide wirken beim anderen
Drehungssinne umgekehrt. Diese Einrichtung soll die an der Maschine verwendeten
Arbeitskräfte gehörig ausnutzen und alle todten Bewegungen vermeiden. Würde man, um
die nöthige Kraftübersetzung zu erzielen, an Stelle der langen Hebel s und o ein entsprechendes
Zahnradvorgelege anwenden, so müſste man beim Pressen erst durch oftmalige Drehung
der Kurbel die Druckplatte senken und könnte dann erst die Kraftübersetzung
ausnutzen. Im vorliegenden Falle wird dieser Raum aber in wenigen Augenblicken
durchlaufen nach einem einzigen Drucke auf den Hebel s
und die ganze Arbeit wird in höchstens ½ Umdrehung geleistet.
Von der Pneumatic Company in Indianapolis, Nordamerika,
wird die nebenstehend abgebildete Formmaschine ausgeführt, bei welcher Preſsluft unter Zwischenschaltung eines elastischen Gummikissens unmittelbar auf Festpressung
des Formsandes wirkt (vgl. Moore 1885 255 * 319). Es ist dieses Verfahren das theoretisch
richtigste, weil jede Stelle des Sandes, ohne Rücksicht darauf, ob sie hoch oder
tief über dem Modelle liegt, ganz gleichmäſsig zusammengepreſst wird. Es wird
dadurch nicht allein die Oberfläche der Form glatter, sondern auch gleichmäſsig
dicht, so daſs an allen Stellen die Gase gleich schnell durch die Poren der Form
entweichen können. Ferner erfolgt der Druck nicht nur senkrecht, sondern auch von
den Seiten, was bei hohen Modellen besonders werthvoll ist.
In einem auf starkem Untergestelle ruhenden Guſseisenkasten kann ein Zwischenboden
mittels zweier Zahnstangen und zugehöriger, von Hand gedrehter Zahnbogen auf- und
abbewegt werden. Das Modell wird auf dem Zwischenboden befestigt und nun so hoch
gehoben, daſs genau die Hälfte desselben über den oberen Kastenrand vorsteht. Sodann
legt man in eine Nuth des letzteren ein Blech, welches in der Mitte einen dem
Modelltrennungsschnitte entsprechenden Ausschnitt besitzt. Nunmehr wird auf den
Kasten eine Formkastenhälfte gesetzt und dieselbe in bekannter Weise mit Sand
gefüllt. An der hinteren Seite des Gestellkastens sind zwei Oesen angebracht, die
durch zwei Schraubenspindeln gehoben und gesenkt werden können. Diesen Oesen
entsprechen an dem Deckel des Kastens angeordnete Oesen, so daſs alle vier Oesen
Gelenke bilden, um die sich der Deckel drehen kann. Die Verschiebung der Gelenke in
der Höhenlage ist nothwendig, um verschieden hohe Formkasten benutzen zu
können.
Textabbildung Bd. 259, S. 453 Der Deckel ist innen von vier Gummikissen ausgefüllt, so daſs die Ränder
derselben an dem eigentlichen Deckel fest und dicht eingeklemmt sind. Ist der
Formkasten mit Sand gefüllt, so schlägt man den Deckel herunter und befestigt
denselben auf ersterem durch Ueberlegen der zwei Bügel an der Vorderseite des
Kastens, so daſs die Ränder des Deckels, der Formkasten und des Gestellkastens dicht
zusammenstoſsen. Ist dies geschehen, so öffnet man die Preſsluftleitungen in die
Gummikissen, so daſs der Sand angepreſst wird. Nach einer bestimmten Zeit stellt man
die Preſsluft ab, verbindet das Innere der Gummikissen mit der Atmosphäre und öffnet
den Deckel, wonach die fertige Form fortgenommen werden kann.
Zur Herstellung von Guſsgegenständen, welche nicht allzu groſs sind, wie z.B. Handräder u. dgl., gebrauchen die Atlas Engine Works in Indianapolis nach Engineering, 1885 Bd. 40 * S. 394 nur diese
Formmaschinen.
Die Zahnradformmaschine der Bochumer Eisenhütte, Heintzmann und Dreyer in Bochum (* D. R. P. Nr. 33108
vom 8. November 1884) unterscheidet sich von den gebräuchlichen feststehenden
Formmaschinen dadurch, daſs dieselbe statt eines beweglichen zwei feststehende, nur um ihre Achse drehbare Formtische besitzt, daſs dagegen der Formarm beweglich und für beide
Tische zu benutzen ist und daſs der Formarm mit einer Vorrichtung versehen ist, die
ein sicheres und bequemes Einstellen des Modelles
gestattet.
Die beiden Tische A (Fig. 7 Taf. 29) sind um
ihre Achsen M drehbar, ruhen aber im Uebrigen
unverrückbar im Bodenrahmen der Maschine. Auf diesem ist auch die Säule C befestigt, welche den drehbaren Formarm B trägt. Der Modellträger D, welcher in dem Formarme B geführt und
mittels Zahnräder bewegt wird, ist am unteren Ende mit dem Modellhalter E versehen; letzterer ist in Fig. 8 und 9 Taf. 29 besonders
herausgezeichnet. Der Träger D besitzt am unteren Ende
einen runden Ansatz a, um welchen der Modellhalter E drehbar angeordnet ist; letzterer ist auſserdem im
unteren Theile über dem Modellklotze b ausgespart, so
daſs ein Lineal op, welches sich um die Spindel G dreht, durchgeschoben werden kann. Mittels dieser
Vorrichtung wird der Modellklotz bezieh. der Formzahn genau eingestellt. Das Lineal
ist mit Längeneintheilung nach Schwindmaſs versehen und dadurch auch die genaue
Durchmessereinstellung gesichert.
Bei der Zahnradformmaschine von Peter L. Simpson in Minneapolis (* D. R. P. Nr. 31213 vom 16. September
1884) kann das Zahnmodell wagerecht aus der fertigen
Zahnform herausgezogen werden. Der Ständer B (Fig. 6 Taf. 29) trägt an
seinem oberen Ende den Theilcylinder C, welcher mit
einer der Zähnezahl entsprechenden Anzahl Löcher versehen ist. Der das Zahnmodell
B1 tragende Arm D wird in der Weise eingestellt, daſs der Zeiger G mittels des Stiftes c an
C befestigt wird. Die Hülse E, welche mit Gegengewicht H versehen ist,
wird mittels des Klemmringes F in der bestimmten Höhe
auf B festgestellt, so daſs sich D leicht um B drehen kann.
Auf dem Arme D verschiebt sich mit Hilfe der Schraube
P ein Schlitten, welcher an der Schraube N und der Führungsstange O
den Klotz B trägt, an welchem vorn das Zahnmodell B1 befestigt ist. Man
kann also durch Drehen der Schraube N und P das Zahnmodell auf jeden beliebigen Punkt
feststellen. Der Fuſs des Zahnmodelles
B1 wird von einer Gabel
A1 umfaſst, welche
in der Nuth M des Armes D
durch Schrauben feststellbar ist. Diese feststehende Gabel verhindert das Abbrechen
der Formkanten, wenn das Modell B1 nach Fertigstellung der Form nach innen
zurückgezogen wird. S bedeutet das Zahnmodell eines
Kegelrades, welches um den Zapfen e des Klotzes R drehbar und durch Bogenschlitz und Preſsschraube
feststellbar ist.