| Titel: | Ueber Neuerungen im Eisenhüttenwesen. |
| Fundstelle: | Band 260, Jahrgang 1886, S. 270 |
| Download: | XML |
Ueber Neuerungen im Eisenhüttenwesen.
(Patentklasse 18. Fortsetzung des Berichtes Bd.
259 S. 361.)
Mit Abbildungen im Texte und auf Tafel 18.
Ueber Neuerungen im Eisenhüttenwesen.
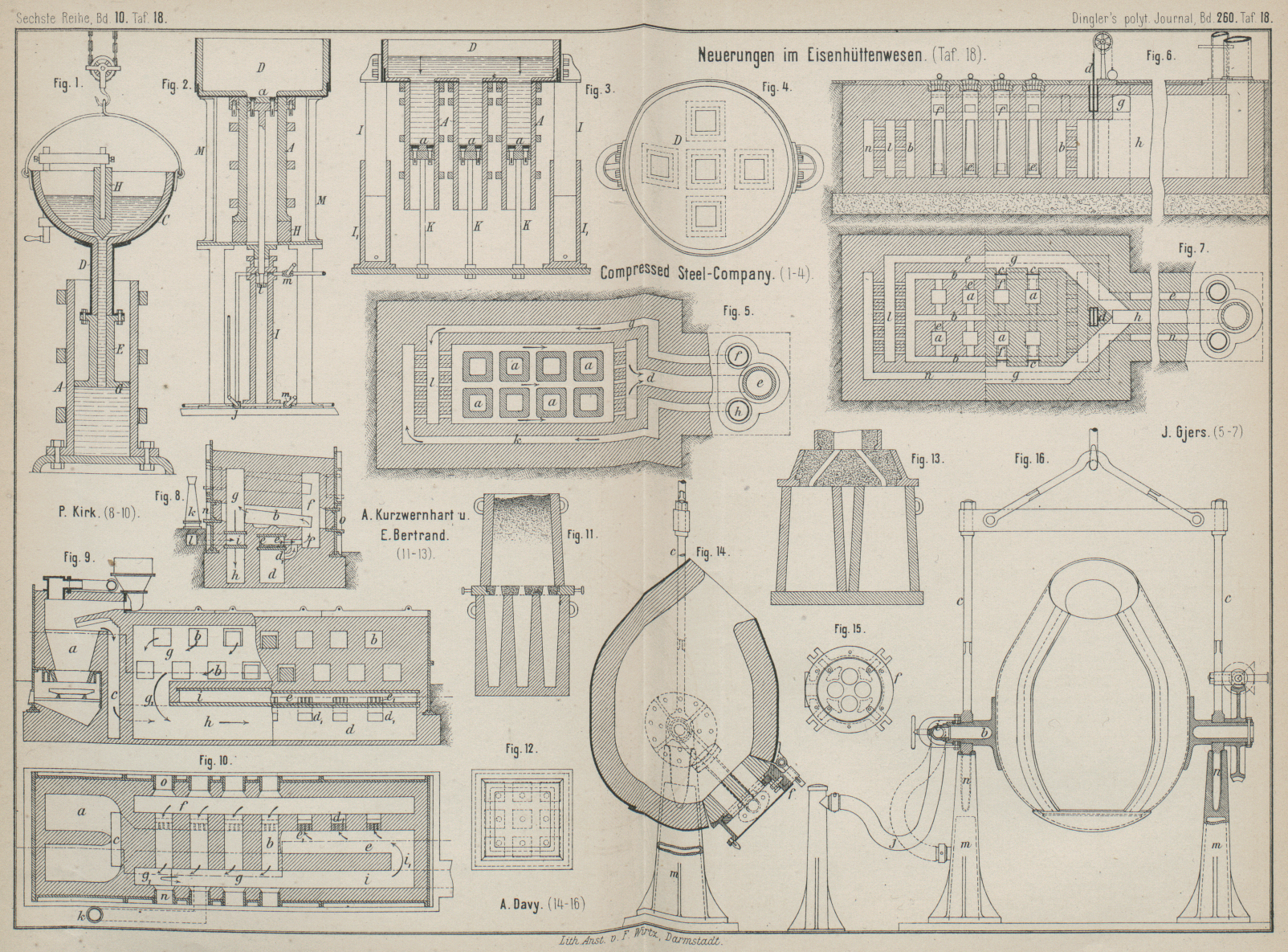
Die Compressed Steel Company in Cleveland, Ohio (* D. R.
P. Kl. 31 Nr. 33709 und 33710 vom 9. Juni 1885) hat Vorrichtungen
angegeben, welche es ermöglichen, Fluſseisen ohne
Ausgieſsen desselben in einem mit der Luft in Berührung kommenden Strahle aus der
Gieſspfanne in die Formen abzulassen. Die eine in Fig. 2 Taf. 18
veranschaulichte Vorrichtung besteht aus einer Pfanne D, in welche das Eisen aus der Birne ausgegossen wird. Die Pfanne ruht auf
Säulen M und ist mit einem feuerfesten Futter versehen.
Im Boden hat die Pfanne eine Oeffnung, an welche auf der unteren Seite die
eigentliche zweitheilige Form A befestigt ist. In
dieser wird ein Kolben a durch Preſswasser auf- und
abbewegt. Die Bewegung des Kolbens wird durch Stellung der Hähne j, m und m1 in den zum Cylinder I
führenden Rohrleitungen beeinfluſst. Vor Beginn des Gusses stellt man den Kolben a so, daſs sich seine ebene Fläche mit derjenigen des
Gieſspfannenbodens ungefähr vergleicht. Nachdem man die zum Gusse eines Blockes
nöthige Menge Fluſseisen in die Gieſspfanne abgelassen hat, läſst man zunächst das
Eisen so lange ruhig in derselben stehen, bis die Gase entwichen sind, was bei der
groſsen Oberfläche und verhältniſsmäſsig geringen Tiefe der Gieſspfanne schneller
von statten geht als in der Form. Nachdem dies geschehen, stellt man die Hähne so,
daſs sich der Kolben l senkt. Das Eisen sinkt dann aus
der Gieſspfanne in einem zusammenhängenden Strahle in die sich allmählich
vertiefende Form nach. Die Stellung des Hahnes m1 wird so geregelt, daſs der Kolben a mit geringerer Geschwindigkeit niedergeht, als
diejenige, welche das Eisen beim freien Ausflieſsen aus D haben würde. Es kann auch die Stellung des Hahnes m1 selbstthätig
geschehen, so daſs seine Ausfluſsöffnung nach und nach immer enger wird, um den
erhöhten Druck, welcher aus der Zunahme der Länge der in die Form sinkenden
Eisensäule entsteht, auszugleichen. Auch kann man die beiden Hähne m und m1 mit einander in Verbindung setzen und würde dann
der die Geschwindigkeit des Kolbens beeinflussende Hahn in der Verbindung zwischen
diesen beiden Hähnen angebracht werden. In dieser Weise wird die Form allmählich mit
Eisen gefüllt. Sobald die Form und ihr Inhalt genügend abgekühlt sind, zieht man den
Kolben a bis in den Theil H zurück, schraubt die Form von der Pfanne los und entfernt sie zur
Herausnahme des Blockes.
Bei der in Fig.
3 und 4 Taf. 18 dargestellten Gieſsvorrichtung sind die Formen A mit den Ausfluſsöffnungen der Gieſspfanne D verbunden und letztere wird von den in den
Preſswassercylindern I1
beweglichen Kolben I getragen. Die Formböden a sitzen unbeweglich auf an der Bodenplatte befestigten
Stangen K. Beim Füllen der Gieſspfanne D
nimmt dieselbe mit den
angehängten Formen die unterste Lage ein. Nach beendeter Füllung der Pfanne D hebt man die Kolben I
unter denselben Geschwindigkeitsbedingungen, welche bei der Anordnung Fig. 2 für die
Bewegung des Kolbens a von oben nach unten maſsgebend
waren, in die Höhe. Es wird dann das Eisen in geschlossener Masse allmählich und
gleichmäſsig in die Formen hineinsinken.
Bei der unter Nr. 33710 patentirten und in Fig. 1 Taf. 18
dargestellten Gieſsvorrichtung bezeichnet C die an
einem Flaschenzuge aufgehängte Gieſspfanne; dieselbe ist im Boden mit einer
Ausfluſsöffnung versehen, die sich nach unten in ein Rohr D fortsetzt. Beide sind mit einem feuerbeständigen Futter bekleidet. An
dem unteren Ende des Rohres D ist ein Ansatz E aus feuerfester Masse befestigt, welcher unten mit
einer die Form A abschlieſsenden Flansche G versehen ist. Zur Regelung des Einlaufes des Eisens
in das Rohr D ist in der Gieſspfanne ein mittels Griff
einzustellendes Ventil H vorgesehen; dasselbe ist beim
Einlassen des flüssigen Eisens in die Pfanne geschlossen. Ist die Gieſspfanne
gefüllt, so hängt man sie über der Form auf und läſst sie hierauf so tief herunter,
daſs die Flansche G auf dem Boden der Form aufsitzt.
Nun öffnet man das Ventil H; das Eisen fällt dann durch
das Rohr D und treibt die Luft durch die Fuge zwischen
den Wandungen der Form und der mit genügendem Spiele schlieſsenden Flansche G hindurch. Sobald das Eisen den Boden der Form
erreicht hat, ist die Luft ausgetrieben und der fernere Zufluſs des Eisens findet
ohne Berührung mit der Luft statt. Die Gieſspfanne wird nun so langsam gehoben, daſs
die Flansche G während des Gieſsens auf dem Eisen
aufliegen bleibt. Die Gieſspfanne kann entweder so viel Eisen enthalten, als zum
Füllen nur einer Form oder mehrerer Formen erforderlich
ist; im letzteren Falle schlieſst man bei vollendeter Füllung der betreffenden Form
die Ausfluſsöffnung mittels des Ventiles H, hängt sie
über die nächste Form und verfährt in derselben Weise.
Um sehr kleine Fluſseisenblöcke, wie sie zur Herstellung
dünnen Handelseisens benutzt werden, ohne verlorenen
Kopf zu gieſsen, ordnen A. Kurzwernhart und
Ernst
Bertrand in Zuckmantel bei Teplitz,
Böhmen (* D. R. P. Kl. 31 Nr. 34157 vom 22. Mai
1885) in dem Boden oder den Wänden einer gröſseren Form kleinere Nebenformen an, welche mit der ersteren
durch dünne Gieſskanäle in Verbindung stehen. Derartig eingerichtete Formen zeigen
Fig. 11
bis 13 Taf.
18. Die unteren Formen sind bei Fig. 11 und 12 zu 9 Stück
in einem Guſskörper hergestellt. Die Wände der einzelnen Formen sind nach unten
stark zusammengezogen, um die 9 Blöcke nach dem Gusse als Ganzes aus ihren Formen
herausnehmen zu können. Auf diese Formen wird dicht schlieſsend eine feuerfeste
Platte mit 9 Gieſskanälen gelegt und auf dieser ruht die obere gröſsere Form
gewöhnlicher Einrichtung. Alle 10 Formen werden nun gleichzeitig voll gegossen, so
daſs das obere Ende der oberen gröſseren Form als verlorener Kopf für alle anderen wirkt. Dieser verlorene
Kopf nimmt also die Gasblasen aus allen Formen und liefert das Eisen, welches die
durch das Nachsacken entstehenden Räume wieder ausfüllt. Trotzdem kann aber der
obere Block in seinem unteren Theile noch weiter benutzt werden. Die unteren Blöcke
stehen unter dem Drucke der ganzen Eisensäule und fallen deshalb dichter aus als
gewöhnlich. Nach dem Abheben der oberen Form kann man die 9 unteren Blöcke aus ihren
Formen herausziehen. Man schlägt dann die Verbindungszapfen zwischen den oberen und
den unteren Blöcken durch und kann nun jeden Block für sich bearbeiten. Soll die
obere Form lediglich zur Herstellung eines später wieder um zuschmelzenden
verlorenen Kopfes dienen, so gibt man den Formen die Einrichtung Fig. 13. Hier haben die
unteren Formen die bekannte Anordnung.
In Hütten, in welchen das Gieſsen der Fluſseisenblöcke in einiger Entfernung vom
Walzwerke stattfindet, oder wo die Blöcke entweder klein sind, oder der Guſs nur in
groſsen Zwischenräumen erfolgt, ist es schwierig, die Gjers'schen Durchweichungsgruben (vgl. 1882
246 * 508. 1883 249 * 442)
so zu führen, daſs die Blöcke immer die zum Auswalzen erforderliche Hitze haben. Man
hat deshalb von jeher schon heizbare Ausgleichungsgruben vorgeschlagen (vgl. Hainsworth 1883 249 443.
Uebersicht 1884 252 * 251. Riley 1885 258 * 448). Eine neue Ausführung
derartiger Gruben von John Gjers in Middlesborough (*
D. R. P. Kl. 31 Nr. 33594 vom 1. März 1885, Zusatz zu Nr. 21716, vgl. 1883 249 * 442) veranschaulichen die Fig. 5 bis 7 Taf. 18. Die Zuführung
der Hitze geschieht entweder von auſsen, oder von innen, oder von auſsen und innen;
ersteres geschieht, wenn Blöcke in den Gruben stehen, letzteres, wenn die Gruben
leer sind. Fig.
5 zeigt einen Grundriſsschnitt durch Ausgleichungsgruben, welche von auſsen erhitzt werden. Die einzelnen Gruben
bestehen aus im Ganzen gebrannten Retorten a, die
allseitig vom Feuer umspült werden. In den Seitenwänden der Grube liegen der
Luftkanal g und der Gaskanal k, welche die Luft und das Gas aus den Rohren f und h empfangen und vorgewärmt bei l zusammenführen; hier verbrennen die Gase, umspülen
die Retorten a von auſsen und gelangen dann durch d und e unter Dampfkessel
u.s.w.
Fig. 6 und
7 zeigen
eine Anordnung, um die Gruben von auſsen und innen zu
heizen. Luft und Gas gelangen durch die Kanäle e und
n nach l, verbrennen
hier und umspülen die gemauerten Gruben a von auſsen,
um dann durch h zu entweichen. Sollen die Gruben auch
von innen geheizt werden, so verstellt man den Schieber d, so daſs er den unteren Theil des Kanales h
abschlieſst; dagegen öffnet man die Schieber c, welche
in den oben zu den Gruben führenden Kanälen angeordnet sind. Die Gase gelangen nun
von b aus durch die am Boden der Gruben in diese
einmündenden Kanäle e in dieselben, durchstreichen sie
nach oben, gehen durch die Kanäle f nach dem Kanäle g und von hier in den oberen Theil von h. Während des Heizens sind die Gruben durch Deckel
geschlossen.
Sollen die Gruben mit festem Brennmateriale geheizt werden, so legt man den Rost
zwischen zwei Reihen von je 4 Gruben. Die Verbrennungsgase gelangen am oberen Ende
in die Gruben, durchstreichen sie von oben nach unten, gehen hierauf durch
Seitenkanäle, in welchen die Wände der Gruben erhitzt werden und gelangen endlich
durch 2 Sammelkanäle zur Esse. Die Verbrennungsluft wird mittels eines
Strahlapparates in die Vorwärmkanäle gedrückt und gelangt dann erst unter den
Rost.
Peter
Kirk in Bankfield, England (* D. R. P. Kl. 31 Nr. 33323 vom 25. März 1885) hat den in
Fig. 8 bis
10 Taf.
18 dargestellten Ofen zum Warmhalten von
Fluſseisenblöcken in Vorschlag gebracht. Derselbe enthält zur Aufnahme der
Blöcke die in zwei oder mehreren Reihen über einander liegenden Zellen b, am vorderen Ende desselben sind die Gasgeneratoren
a angelegt. Das zur Heizung dienende Gas gelangt
durch den senkrechten Kanal c in den Kanal d; derselbe erstreckt sich im unteren mittleren Theile
des Ofens durch die ganze Länge desselben; unmittelbar über d ist ein Luftkanal e angeordnet, welcher von
ersterem durch Platten aus Metall oder feuerfestem Material getrennt ist. Aus d strömt das Gas durch die Kanäle d1 in die Kammer f, in welche die hinteren Enden sämmtlicher Zellen b münden. Auf seinem Wege aus den Kanälen d1 nach der Kammer f trifft das Gas mit den aus dem Kanäle e durch die Löcher e1 tretenden Luftströmen zusammen und die dadurch
sich bildende Mischung von Luft und Gas wird in der Kammer f verbrannt. Aus der letzteren strömen die heiſsen Gase durch die Zellen
b in eine Vorderkammer g, welche durch einen senkrechten Kanal g1 an einem Ende des Ofens mit dem Abzugskanale h in Verbindung steht, der seinerseits mit der Esse
verbunden ist. Dem Luftkanale e wird die Luft durch
einen zwischen der Kammer g und dem Kanäle h liegenden Kanal i
zugeführt, welcher an einem Ende durch den Querkanal i1 mit dem Kanäle e in Verbindung steht. Die Luft wird in i
durch einen Strahlapparat k gedrückt. Von diesem aus
führt ein Kanal l nach i
und die Luft wird durch die Anordnung des letzteren zwischen der Kammer g und dem Abzugskanale h,
noch mehr aber durch die Anordnung des Luftkanales e
über dem Gaskanale d bedeutend vorgewärmt. Die Zellen
b Hegen in dem die Kammern f und g trennenden, aus feuerfestem Materiale
hergestellten Mauerwerke und ist die Gröſse der Zellen derart, daſs jede derselben
einen Block aufzunehmen vermag und auſserdem genügend Raum übrig bleibt, um die
heiſsen Gase aus der Kammer f nach der Kammer g durchströmen zu lassen. Die Zellen liegen nach der
Kammer f hin etwas geneigt, um das Abflieſsen der
geschmolzenen Schlacken zu gestatten, aus welcher dieselben gelegentlich entfernt
werden. Um das Abflieſsen zu befördern und um die Blöcke nur an einzelnen Stellen aufliegen zu
lassen, erhalten die Böden der Zellen entsprechende Vertiefungen. Diese Einrichtung
der Böden trägt zu einer gleichmäſsigen Erhitzung der Blöcke bei, weil die heiſsen
Gase auch unterhalb derselben durchströmen können. Die Auſsenmauern des Ofens sind,
wie gebräuchlich, mit einem Eisenmantel umgeben und in beiden Seitenwänden in
entsprechender Höhe mit den Zellen b die Oeffnungen n bezieh. o angebracht,
welche durch Thüren verschlossen werden können. Die Oeffnungen n sind zum Einführen, o
zum Herausnehmen der Blöcke bestimmt.
Für Kleinbessemereien (vgl. 1885 255 * 381. 1886 260 140) schlägt Alfred
Davy in Sheffield (* D. R. P. Nr. 33591 vom 27. Juni
1885) folgende Birneneinrichtung vor: Wie
aus Fig. 14
bis 16 Taf.
18 zu entnehmen ist, hängt die kleine Birne in einem Rahmen c, so daſs sie mittels eines Krahnes leicht vor den Schmelzofen und über
die Formen gestellt werden kann. Die Kippung der Birne im Rahmen c geschieht durch ein von Hand bewegtes
Schneckenradgetriebe. Behufs Verblasung des Einsatzes stellt man den Rahmen über 2
Säulen m, so daſs bei der Senkung desselben die Zapfen
n des Rahmens in Löcher der Säulen m eintreten und der Krahn entlastet wird. Die Kuppelung
der Birne mit der Windleitung geschieht mittels eines biegsamen Schlauches j, dessen Düse i durch
einen Schwenkbügel mit Druckschraube gegen den hohlen Tragzapfen b der Birne angepreſst wird. Von letzterem führt ein
Rohr zu dem Windkasten f, welcher nicht am tiefsten
Punkte der senkrecht gestellten Birne liegt, sondern auf der Brustseite etwas hinauf
gerückt worden ist. Es soll dadurch schon bei kleinem Kippungswinkel das Eisen
auſser Berührung mit den 4 Düsen gebracht werden. Der Arbeitsgang ist bei dieser
Birneneinrichtung der bekannte.
Nach dem schon früher erwähnten Berichte über das Eisenhüttenwesen der Vereinigten
Staaten Amerikas von P. Trasenster (vgl. 1885 258 396) sind daselbst augenblicklich 30 Bessemerwerke
vorhanden, wovon 9 erst im Baue begriffen sind. Die 21 in Betrieb stehenden Werke
haben im Ganzen 47 Birnen von 4 bis 10t Fassung.
Trasenster bespricht die verschiedenen Systeme der
Bessemeranlagen und geht dann zu der besonderen Einrichtung der Werke über.
Bezüglich dieser ist hervorzuheben, daſs die Birnenböden entweder ganz gestampft,
zum Theil gemauert und zum Theil gestampft, oder ganz gemauert werden. Die erste
Anordnung ist auch in Europa gebräuchlich. Bei der zweiten Einrichtung liegen
zwischen den einzelnen Düsen a (Textfig. 1) flache Steine b. Die Räume zwischen a und b werden mit einem feuerfesten Material vollgestampft.
Bei ganz gemauerten Böden ist der Steinverband der in Textfig. 2 dargestellte. Die Düsen e greifen
durch die Bodenplatte hindurch, sind also in bekannter Weise von hinten in diese
eingesetzt, während die Füllsteine a, b und c von oben zwischen die Düsen eingesetzt werden. Die
Fugen müssen natürlich so eng wie möglich sein. Eine etwas abgeänderte Einrichtung zeigt
Textfigur 3. Hier haben die Füllsteine einen
sechsseitigen Querschnitt. Zwischen je 6 Füllsteinen liegt eine runde Düse. Die um
diese entstehende Fuge wird mit feuerfestem Material vollgestampft.Es kommt diese Einrichtung den vom Berichterstatter vorgeschlagenen und in
einer westfälischen Hütte augenblicklich versuchten Böden nahe. Dieselben
bestehen nur aus Düsen, welche die Gestalt
einer sechsseitigen abgestumpften Pyramide mit sehr spitzem Endwinkel haben.
Die Böden bilden auf diese Weise ein Gewölbe, dessen Wölbung nach oben
liegt. Für gröſsere Birnen können die Düsen eine Prismenform erhalten. Es
werden dann einzelne derselben durch die Bodenplatte hindurchgeführt und
halten die übrigen bei senkrecht gekippter Birne fest. Diese Böden haben vor
anderen den Vortheil, daſs sie haltbarer sind und eine viel gleichmäſsigere
Vertheilung des Windes über die ganze Bodenfläche gestatten, als bis jetzt
möglich war. Daraus ergibt sich die Möglichkeit, eine gröſsere Zahl engerer Windkanäle benutzen zu können, wodurch
die Einwirkung des Windes auf das Eisen erhöht, also die Dauer des Blasens
abgekürzt wird.
Fig. 1., Bd. 260, S. 275
Fig. 2., Bd. 260, S. 275
Fig. 3., Bd. 260, S. 275
(Fortsetzung folgt.)
Tafeln