| Titel: | Dolizy's Drehbank zum selbstthätigen Gewindeschneiden. |
| Fundstelle: | Band 260, Jahrgang 1886, S. 492 |
| Download: | XML |
Dolizy's Drehbank zum selbstthätigen Gewindeschneiden.
Mit Abbildungen auf Tafel
31.
Dolizy's Gewinde-Drehbank.
Auf der Arbeitsausstellung in Paris
1885 zeigte Dolizy in Paris eine Drehbank mit selbstthätiger An- und Abstellung des Drehstahles zum
Gewindeschneiden. Diese Drehbank unterscheidet sich von einer gewöhnlichen
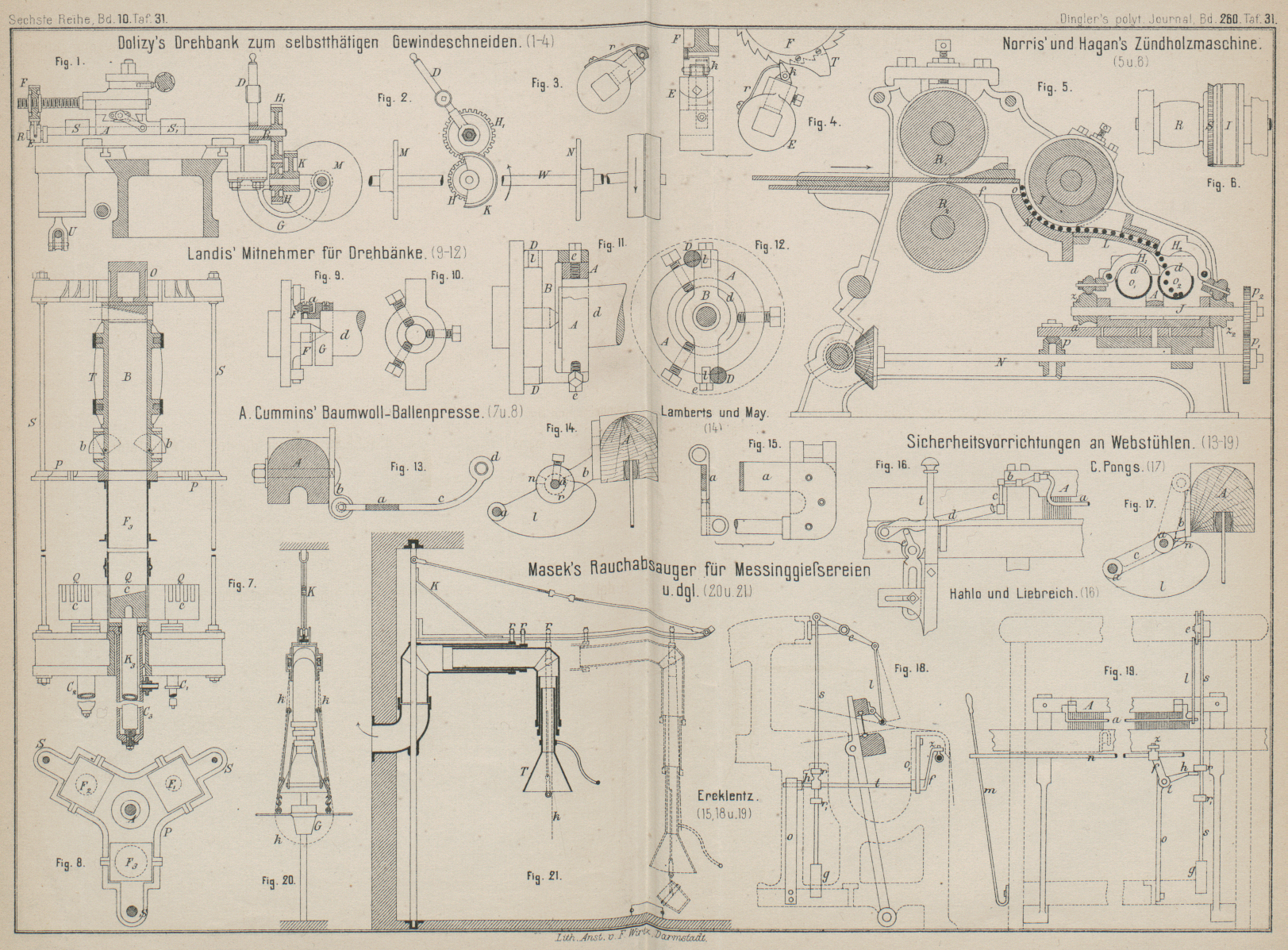
Leitspindeldrehbank hauptsächlich im Supporte, dessen Einrichtung nach den Annales industrielles, 1886 Bd. 1 * S. 402 in Fig. 1 bis 4 Taf. 31
veranschaulicht ist.
In einer etwas langen Querführung des Supportes liegt eine Schraubenspindel R mit 4 fächern Gewinde, durch deren Vor- und
Rückdrehung der Supportobertheil A um eine bestimmte
Strecke verstellt wird. Diese Verstellung hat den Zweck, den Schneidstahl an das
Werkstück anzusetzen oder davon zu entfernen, was bei Beginn und am Ende des
Schneidens ausgeführt wird; mit dieser Verstellung wird auch die Schaltung
verbunden. Am hinteren freien Ende der Spindel R ist
sowohl ein Hebel D, als auch ein Zahnrad H1 aufgekeilt. Das
letztere greift in das Rad H, welches wieder mit einem
halben Reibungsrade K verbunden ist. Die letzteren
Theile sind in einem Arme G am Supportschlitten
gelagert. Auf der hinteren Seite der Drehbankwange liegt entlang derselben eine
wagerechte Welle W, welche beständig in einer Richtung
gedreht wird und auf der
zwei verstellbare Reibungsscheiben M und N sitzen. Zwischen diesen Scheiben bewegt sich
entsprechend der zu schneidenden Gewindelänge der Support und mit diesem auch das
Reibungsrad K. Sobald das letztere an eine der beiden
Scheiben M oder N zur
Berührung kommt, wird das Rad K mitgenommen und mit
diesem die Spindel R gedreht. Um diese Drehung zu
begrenzen, ist die Reibungsfläche des Rades K
unterbrochen, so daſs nur ein beliebiger Theil einer vollen Umdrehung der Spindel
R durch passende Uebersetzung in den Rädern B und H1 erhalten wird. Gelangt der mit einem Gewichte
versehene Ausschlaghebel D aus der Mittellage, so fällt
derselbe rasch im Sinne der Drehung und beschleunigt dadurch die Verstellung des
Schneidstahles, welcher durch zwei Anschlagbacken S und
S1 begrenzt wird.
Am vorderen freien Ende der Spindel R sitzt ein
Klinkenhebel E, welcher mittels seiner Klinke k (Fig. 4) ein Schaltrad F steuert und dadurch die eigentliche Schaltung des
Schneidstahles beim Hubwechsel in einer Richtung hervorbringt. Am Schaltrade F ist eine Abstellnase T
angeschraubt, welche einen Ansatz der Klinke k hinter
die Spannfeder r drückt (vgl. Fig. 3), wodurch bei
vollendetem Schnitte jede selbstthätige Schaltung aufhört, sobald die erforderliche
Gewindetiefe eingeschnitten ist.
Auf der Arbeitseite der Drehbank befindet sich ferner an der unteren Fläche des
Schlittens eine Gabel U, welche an die Stellringe einer
wagerechten Hebelstange schlägt, wodurch die stehende Ausrückwelle für die Drehbank
gedreht, die Antriebriemen verstellt und die Hauptbewegung der Drehbank nach
bekannter Art umgekehrt wird.
Unter der Voraussetzung, daſs die Scheibenwelle W
Rechtsdrehung besitzt und die Querspindel R linkes
Gewinde hat, ist der selbstthätige Arbeitsvorgang folgender: Gelangt der
Supportschlitten während des Schnittganges in die Nähe des Spindelstockes, so kommt
das halbe Rad K zur Berührung mit der Reibungsscheibe
M. Hierdurch wird K
rechts gedreht, der Hebel D also nach links ausschlagen
und der Support zurückgeschoben, wodurch der Schneidstahl aus dem Gewindegange der
zu schneidenden Spindel tritt. Kurz nachher stöſst die Gabel U an den linken Stellring an, dreht die Ausrückwelle links, wodurch die
Hauptbewegung der Drehbankspindel umgekehrt wird, und der Support den Leergang nach
dem Reitstocke zu beginnt. Am Ende dieser Bewegung gelangt das Rad K mit der ebenfalls rechts drehenden Reibungsscheibe
N zur Berührung, wodurch K Linksdrehung erhält, der Hebel D nach
rechts umschlägt und der Support vorgeschoben wird.
Es muſs aber bei erfolgter Umkehrung der Hauptbewegung der Schneidstahl um den Betrag
der Spandicke näher gegen die Drehbankachse rücken. Dies erfolgt, wie bereits
erwähnt, durch die Klinke k, welche das Schaltrad F um einen oder auch um mehrere Zähne dreht. Findet die
Schaltung im Augenblicke des Vorganges des Supportes statt, was wohl das Richtige
ist, so muſs das Schaltrad F rechts gedreht werden.
Ist die vorgeschriebene Gewindetiefe erreicht, so muſs die Nase T den Ansatz der Klinke k
unter die Feder r drücken. Die richtige Stellung der
Nase T wird dadurch ermittelt, daſs vor Beginn des
Gewindeschneidens die Schneidkante des Stahles in die Stellung bei der gewünschten
Gewindetiefe gebracht und der Stahl am Supporte festgestellt wird, so zwar, daſs die
Nase T die Sperrklinke k
niederdrückt und festhält. Alsdann wird der Support von Hand zurückgedreht und nun
mit dem Gewindeschneiden begonnen.
Tafeln