| Titel: | A. B. Landis' Bohrer für tiefe Löcher. |
| Fundstelle: | Band 261, Jahrgang 1886, S. 199 |
| Download: | XML |
A. B. Landis' Bohrer für tiefe Löcher.
Mit Abbildungen auf Tafel
13.
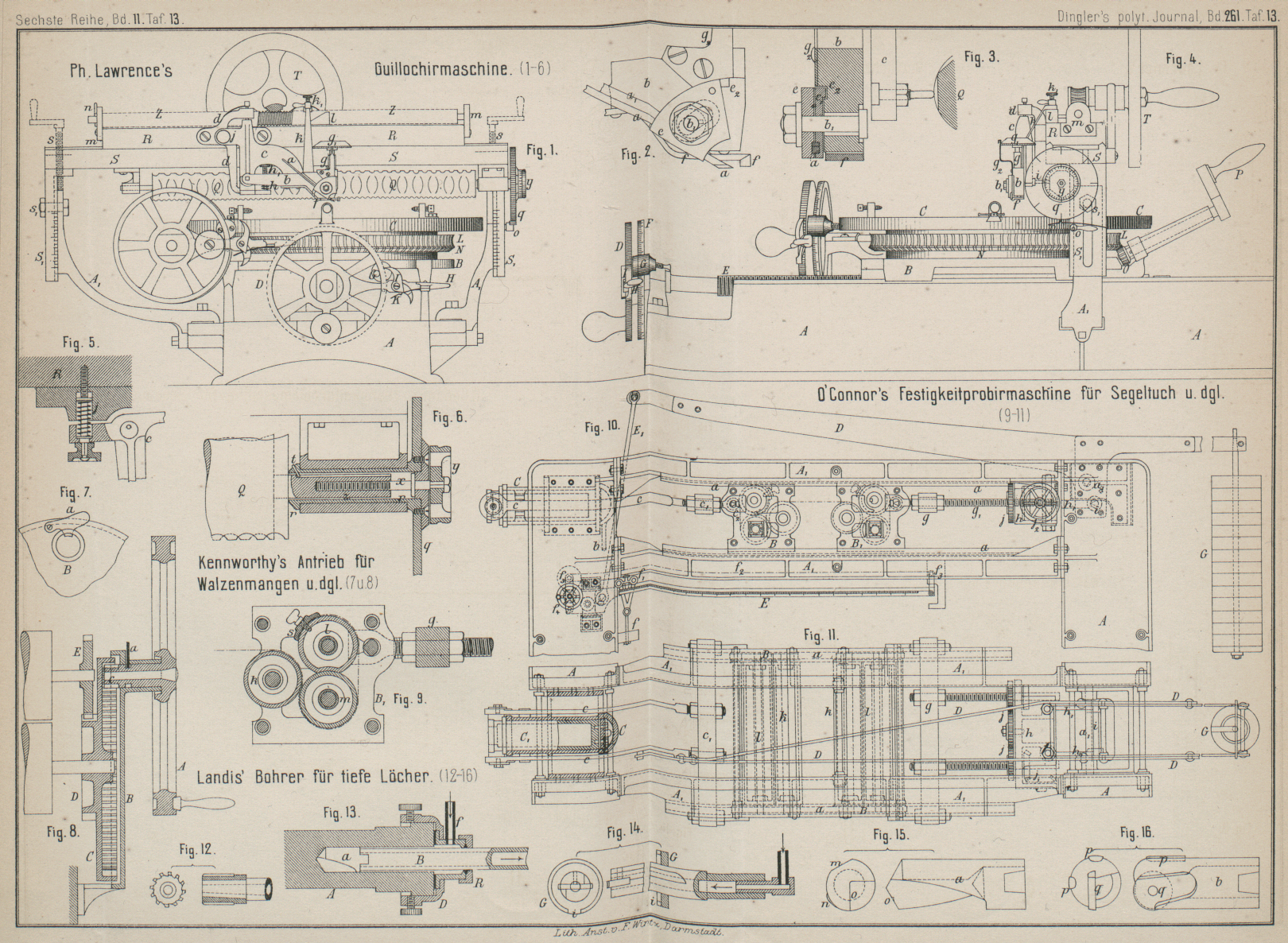
Landis' Bohrer für tiefe Löcher.
Das stetige Ableiten der Späne und die gleichzeitige Kühlung des Bohrers durch einen
fortlaufenden Wasserstrahl – ein Verfahren, wie es beim Bohren groſser Geschützrohre
schon längst in Anwendung steht – ermöglicht ein ununterbrochenes Bohren tiefer
Löcher auch auf einer gewöhnlichen Drehbank in kleineren Werkstätten; demnach
erscheinen die von A. B. Landis im American
Machinist, 1886 Bd. 9 Nr. 13 * S. 4 beschriebenen
Werkzeuge zum Bohren tiefer Löcher, bei welchen diese Einrichtung ebenfalls
getroffen ist, einer Mittheilung werth.
An das vordere Ende einer Röhre B (Fig. 13 Taf. 13) wird die
kurze Bohrspitze a angesteckt und das hintere Ende der
Röhre B in einen hohlen Setzkopf eingeschraubt. Ein auf
das Werkstück A geschobener Stulpen D mit dem aufgeschraubtem Dichtungsringe R und dem Röhrchen f
vermittelt den Wasserzufluſs in den Zwischenraum, welcher von der etwas schwächer
als die Bohrspitze ausgeführten Röhre frei gelassen wird. Das Kühlwasser umspült
somit die Röhre B, flieſst durch eine Abflachung m (vgl. Fig. 15) an der
Bohrspitze in den Hohlraum derselben und durch die Röhre B in den hohlen Setzkopf, von wo das Wasser in ein untergestelltes Gefäſs
abgeleitet wird, aus welchem dasselbe durch eine rotirende Pumpe in das Röhrchen f zurückbefördert wird.
Um den Bohrer bequem in die Drehbankachse einstellen zu können, ist der Setzkopf
gelenkartig ausgeführt und mittels einer Schraube in die Höhe der Achse zu
verstellen. Damit die Bohrspäne leichter mit dem Kühlwasser abflieſsen, wird die
Schneidkante der Bohrspitze a, wie aus Fig. 15 zu ersehen ist,
in der Mitte bei o eingeschnitten, so daſs die
Bohrspäne bloſs die halbe Breite der Schneidkante erhalten und folglich kleiner
werden. Zur sicheren Rundführung der Bohrspitze erhält dieselbe an dem Rücken der
Schneidkante ein besonders eingesetztes hartes Plättchen n.
Beim Hohlbohren einer Spindel o. dgl. wird folgender Arbeitsvorgang eingehalten: Vorerst wird durch
einen kurzen Spitzbohrer ein Führungsloch von etwa 13mm Tiefe vorgebohrt, alsdann die hohle Bohrspitze a eingesetzt, die Röhre B angesteckt, welche
mit Klauen die Bohrspitze kuppelt, hierauf der Stulpen D aufgeschraubt und dann tief gebohrt, während die Pumpe das Kühlwasser,
in welchem Soda aufgelöst ist, in beständigem Kreislaufe durch das Bohrloch drückt.
Hierauf wird die Wandung des Loches mittels des in Fig. 16 Taf. 13
dargestellten Bohrers b glatt gearbeitet. Der Bohrer
b besitzt eine besonders eingesetzte runde
Schneidscheibe q; durch Drehung derselben können nach
Bedarf andere Theile der Schneidkante arbeiten, weil immer bloſs ein Theil von dem
Kopfe des Bohrers b vorsteht. Zwei besonders
eingesetzte harte Stahlplättchen p geben dem Bohrer
richtige Führung.
Die Bohrung kann auch durch ein Quermesser (vgl. Fig. 14) erweitert und
durch einen oder zwei hohle Kolbenfräser von der in Fig. 12 veranschaulichten
Form vollendet werden. Bei diesen Werkzeugen erfolgt die Wasserzuleitung umgekehrt
wie vorhin von hinten nach vorn; der Abfluſs findet am Bohrloche durch eine Scheibe
G statt, in welcher durch einen passenden
Ausschnitt i das Wasser nach abwärts geleitet wird, um
das lästige Herausspritzen zu vermeiden.
Die Kühlung sowohl, als auch das Reinhalten der Bohrstelle von Spänen tragen
wesentlich zur Erhaltung der Schneidkanten bei und gestatten eine nicht unerhebliche
Steigerung der Schnittgeschwindigkeit, so daſs die in der angegebenen Quelle
gemachte Angabe, wonach die Herstellung eines Bohrloches von 30mm Durchmesser und 565mm Länge und einer Erweiterung von 40mm
Durchmesser und 240mm Länge mit einem kurzen
Gewindeeinsatze von 60mm Durchmesser in einem
stählernen Werkstücke in kaum einer Stunde vollendet wurde, glaubhaft erscheint
Tafeln