| Titel: | Neuere Fräsmaschinen mit Einrichtungen, nach der Schablone zu fräsen. |
| Fundstelle: | Band 261, Jahrgang 1886, S. 286 |
| Download: | XML |
Neuere Fräsmaschinen mit Einrichtungen, nach der
Schablone zu fräsen.
Patentklasse 49. Mit Abbildungen im Texte und auf
Tafel 19.
Neuere Fräsmaschinen.
Mit Rücksicht auf den Zeitverlust und die raschere Abnutzung, welche bei
Metallbearbeitungsmaschinen mit hin- und hergehender Bewegung des Arbeitstückes oder
des Werkzeuges bestehen, sollten Fräsmaschinen, welche ununterbrochen und
gleichförmig arbeiten, eine gröſsere Anwendung finden. So lange allerdings die
Herstellung der Fräsen eine theuere und unvollkommene war, bestand ein Grund für die
beschränkte Einführung von Fräsmaschinen; seitdem aber die Fräsen auf besonderen
Maschinen geschnitten und nachgeschliffen werden können, wodurch bei Erniedrigung
der Herstellungskosten durch die erzielte Genauigkeit die Fräsarbeit eine bessere
wird, steht der allgemeineren Anwendung von Fräsmaschinen auch für gröſsere
Arbeiten, sofern man nicht gerade vor den noch bestehenden Nachtheilen beim Härten
der Fräser scheut, kein schwerwiegendes Hinderniſs mehr entgegen. Für die
Bearbeitung von profilirten Flächen erscheint die Benutzung von Fräsen besonders
geeignet. Dabei besteht allerdings ein Nachtheil insofern, als die verschiedenen
Durchmesser einer Fräse verschiedene Schnittgeschwindigkeiten bedingen, was
natürlich die Benutzung der vortheilhaftesten Geschwindigkeit ausschlieſst.
Man wird daher bei profilirten Fräsen besonders auf eine sehr genaue Ausführung
achten müssen und eine von Ant. Bonnaz in Paris (* D.
R. P. Nr. 35500 vom 16. Juli 1885) angegebene Fräsmaschine
zur genauen Herstellung, namentlich profiltrter Fräser, wird Aufmerksamkeit
verdienen. Bei dieser Maschine ist eine Einrichtung getroffen, um die Fräsen trotz
verschiedenen Durchmessers nach nur einer Schablone in stets derselben Gestalt zu
fräsen. Die Zahnfurchen können verschieden, gleichmäſsig oder ungleich tief
auslaufend sein, ohne daſs die Genauigkeit des Profiles im Geringsten beeinträchtigt
wird. Der Fräser wird dabei frei an der zu schneidenden Fräse in wagerechter Ebene
geführt und diese Bewegung durch eine Schablone
bestimmt.
Zur Erläuterung der Arbeit der Bonnaz'schen Fräsmaschine
diene folgende Auseinandersetzung: Dreht sich eine Gerade um einen Punkt, so
beschreiben andere Punkte derselben in verschiedenen Abständen vom Drehpunkte
einander ähnliche Kreisbögen. Führt man nun irgend
einen Punkt dieser Geraden an einer beliebig gekrümmten, in einer Ebene liegenden
Leitlinie und ordnet für den früheren Drehpunkt eine gerade Führung an, so wird der frühere
Drehpunkt in dieser Führung verschoben werden müssen, sofern die Leitlinie von der
früher von dem Leitpunkte beschriebenen Kreislinie abweicht. Legt man die Richtung
der geraden Führung in die Symmetrieachse der Leitlinie, so wird irgend ein anderer
zwischen dem Dreh- und dem Leitpunkte liegender Punkt der Geraden Linien
beschreiben, welche wohl verkleinert und symmetrisch zur geraden Führung liegen,
niemals aber ähnlich sein werden, weil die gerade Verschiebung annähernd dieselbe
Gröſse für jeden Punkt der Geraden hat, während die Bogenwege um so mehr verkürzt
werden, je weiter der beschreibende Punkt von der Leitlinie entfernt sein wird.
Stellt die Leitlinie irgend ein Profil dar, so wird das verkleinerte Profil in die
Länge gezogen sein.
Gelingt es nun durch geeignete Hebel Verbindungen der geraden Verschiebung des
Drehpunktes der bewegten Geraden jenes Bewegungsgesetz zu ertheilen, welches die
Bogenwege für einen Punkt der Geraden besitzen, so wird dieser Punkt alsdann ganz
genau die Form der Leitlinie im Verhältnisse der gegebenen Radien, d. i. in
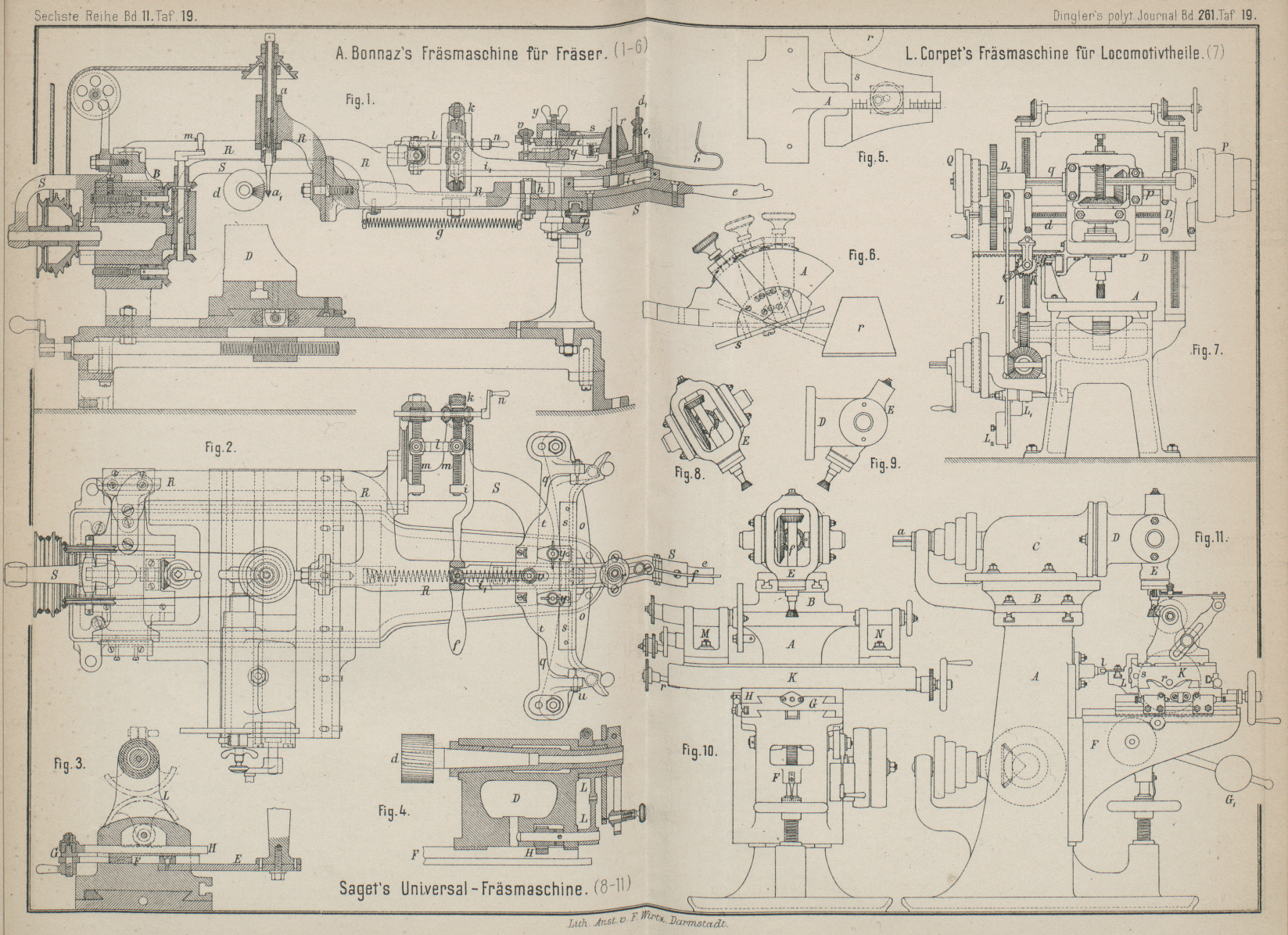
verkleinerter Form wiedergeben. Dieser Grundgedanke ist in der Fräsmaschine von A. Bonnaz, welche in Fig. 1 und 2 Taf. 19 veranschaulicht
ist, auf hübsche Weise durchgeführt.
Der mehrfach zusammengesetzte gekröpfte Hebelrahmen S
schwingt um einen festen Bolzen c und besitzt an seinem
freien Ende den Handgriff e; der Hebel S findet seine Unterstützung mittels einer kleinen
Führungsrolle p auf einer ebenen, festen
Führungsschiene o. Ein zweiter zusammengesetzter
selbstständiger Hebelrahmen R, welcher die Frässpindel
a trägt, stützt sich mit einem Ende schlittenartig
auf einen Bock B und legt sich mit dem anderen Ende auf
den Hebelrahmen S, an welcher Stelle der Hebelrahmen
R schlitzartig geformt ist und den Bolzen h umfaſst, so daſs eine verschiebbare Verbindung der
Hebelrahmen R und S
mittels der Feder g hergestellt ist. Ein dritter
Querhebel i mit dem Handgriffe f findet seinen Drehpunkt k am Hebel S. Mit diesem Querhebel i
ist ein Arm i1
gelenkig, in Spitzen drehbar verbunden, welcher in einem Langschlitze i2 des Hebels S seine Führung findet. An dieser Stelle trägt der Arm
i1 die kegelförmige
Leitrolle r. Der Querhebel i ist mittels einer kurzen Verbindungsstange l mit dem Hebel R gekuppelt; zwei parallele
Schraubenspindeln m verstellen dabei die Lage dieser
Stange / gegen den Drehpunkt k des Hebels i.
Die gerade Verschiebung von R ist Null, sofern die
Stange l durch den Drehpunkt k gelegt werden könnte; hiergegen würde diese Verschiebung den vollen
Werth des Hubes der Leitrolle r erhalten, wenn l in die Richtung der Leitschiene i1 gebracht würde. Da
aber beides nicht der Fall ist, so erhält man durch die begrenzte Verlegung der
Verbindungsstange l eine beliebige Anzahl
Uebersetzungen der geraden Verschiebungen zwischen den Verhältnissen ¼ und 1/12. Je nach der
Lage der Spindel der
zu schneidenden Fräse d zum Drehpunkte c des Hebels S wird das
Verhältniſs der Bogenwege verschieden. Wird derselbe Verkleinerungsmaſsstab für die
geraden Verschiebungen des Hebels R durch die Leitrolle
r aufgesucht und demgemäſs die Verbindungsstange
l eingestellt, so wird an der Fräse d die nach jeder Richtung genau verkleinerte Form der
Schablonenleitlinie geschnitten. Die Verbindungsstange l wird mit Hilfe der Kurbel n, welche die
Schrauben m für die Gelenkpunkte der Stange l gleichzeitig dreht, verstellt. Zur Verstellung des
Hebels S dient die Kurbel m1, welche mittels Kegelräder auf zwei
Schraubenspindeln wirkt. Da ferner die Bogenwege des Hebels S immer im richtigen Verhältnisse der Hebellängen auf den Fräser o1 übertragen werden,
so hat man die beiden Hebel S und R in der Achsenebene verschiebbar zu kuppeln, was durch
den Bolzen h im Schlitze am Ende von R stattfindet. Um die unvermeidlichen Fehler zu
verringern, legt man die Achse der Frässpindel a in die
senkrechte Ebene, welche durch den Drehpunkt c und die
Leitrolle r geht. In dieser Achsenebene liegt auch der
Drehpunkt des Armes i1.
In einem festen Abstande liegt parallel über den Führungsbogen o eine Schiene q, auf
welcher zwischen Spitzen u sich eine zweite Schiene t in wagerechter oder geneigter Lage einsetzt; letztere
Schiene t trägt die Schablone s. An die Auſsenkante dieser Schablone s legt
sich die an dem Arme i1
sitzende Leitrolle r an. Die letztere kann in der
Höhenlage verstellt werden mit Hilfe der Schraubet und Mutter q, an welcher der die Rolle r stützende Arm sitzt. Wird der untere Rand der Kegelrolle r in die Schablonenebene gehoben, so sind sämmtliche
Ausschläge nach auſsen verrückt und es kann unter Umständen der Fräser die
eingespannte Fräse gar nicht berühren. Wenn dagegen die Rolle r dermaſsen gesenkt wird, daſs der obere Rand sich an
die Schablone anlegt, so sind sämmtliche Ausschläge nach innen gerückt und der
Fräser a1 wird
schneiden und Zahnfurchen bilden. Man kann hiernach die Furchentiefe nach Belieben
erzeugen, indem man die Rolle r gegen die Schablone
verstellt.
Steht die Schablone parallel zur Bewegungsebene des Hebels S, so erhalten die Zahnfurchen an der Fräse überall gleiche Tiefe. Neigt
man hingegen die Schablone gegen diese Bewegungsebene, so läuft die Rolle r in wechselnder Höhe an der Schablone und die Tiefe
der Zahnfurche wird veränderlich. Liegt die Leitkante der Schablone hoch, so werden
die Furchen an den seitlichen Durchmessern der Fräse tief und von diesen nach der
Mitte zu auslaufend geschnitten, ohne das richtige Profil zu verändern. Für
gewöhnlich wird eine gleiche Tiefe der Zahnfurche verlangt und liegt dann die
Schablone s gerade und wird mit Hilfe der Klammern y auf der Schiene t
festgeklemmt. Die Neigung der Schiene t und damit der
Schablone s wird mittels der Mutter v bewerkstelligt; dabei wird die rechte Seite der
Schiene t durch untergelegte Federn x immer in die Höhe gedrückt. Eine andere Einstellungsart der Schablone
veranschaulicht Fig.
5 und 6 Taf. 19. Hierbei wird die Schablone s an
einem mit einer Eintheilung versehenen Bogen A
festgeklemmt. Zum Zurückziehen der Leitrolle r von der
Schablone s dient der Haken f1. Der Fräser a1 wird mittels Schnur getrieben.
Den verstellbaren Stock zum Einspannen der zu schneidenden Fräse veranschaulicht Fig. 3 und 4 Taf. 19. Auf
der Hohlspindel desselben, in welche der kegelförmige Dorn der Fräse gekeilt wird,
sitzt ein Arm mit dem federnden Stellstifte, der an einer Theilscheibe gleitet. Zum
Fräsen von gewundenen Zahnfurchen muſs der in der Hohlspindel steckenden Fräse eine
Drehbewegung ertheilt werden. Hierzu sind zwei Zahnbogen L angeordnet; der untere dieser Zahnbogen ist mit einem Zahnrade
verbunden, welches durch die Zahnstange H gedreht wird;
letztere umfaſst an ihrem Ende einen Zapfen, welcher sich in einem schräg
verstellbaren Schlitze G verschieben kann. Dieser
Schlitz sitzt auf einem Arme des Schiebers F, der unten
am Stocke D in einer Führung parallel mit dessen
Hohlspindel gleitet. Ein anderer Arm des Schiebers F
besitzt einen Querschlitz zur Führung einer Rolle, welche mit einem Arme E des Frässpindelträgers R
(Fig. 1)
fest verbunden ist. Eine Verschiebung von R bedingt
daher auch eine Verstellung von F und durch den schräg
zur Bewegungsrichtung stehenden Schlitz G des Schiebers
F wird die Zahnstange H bewegt, wodurch die zu schneidende Fräse gedreht wird.
Zum Bearbeiten von Locomolivtheilen, wie Excenterstangen
und anderen Steuerungstheilen ist eine von Ed.
Desgrandchamps, Vorstand der Werkstätten der
Paris-Lyon-Mittelmeer-Eisenbahn, construirte Fräsmaschine bestimmt, welche in Armengaud's
Publication industrielle, Bd. 29 * S. 319
beschrieben ist und hiernach mit der Fräsmaschine von Bouhey (vgl. 1884 252 * 498) übereinstimmt. Die
Anordnung gleicht wieder einer Stoſsmaschine mit Drehtisch auf einem Kreuzschlitten
und allen Schaltbewegungen. Soll nach der Schablone gefräst werden, so wird durch
Ausrückung der Spindelmutter eine Schlittenbewegung frei gemacht und der Schlitten
durch Vermittelung eines Zahnstangentriebes und einer Leitrolle an die Schablone
gedrückt. Zur Regulirung dieses Andruckes sind wieder zwei sich frei und unabhängig
von einander drehende Gewichtshebel angebracht, welche mittels Klinken in ein
zwischen denselben befindliches Zahnrad in jeder Winkellage sich einstellen lassen,
wodurch der Andruck beliebig bis auf 450k
gesteigert werden kann.
Um ein Einhaken der Fräse in das Werkstück zu verhindern, liegt die Angriffstelle
derselben an der Schablonenseite; dadurch wird dem Werkstücke das Ausweichen
ermöglicht und die Fräse gegen Zerstörung gesichert. Eine kleine Pumpe spritzt
beständig an die Arbeitstelle in der Minute 2 bis 3l Seifenwasser, welches in dem schüsselartig erweiterten Drehtische
aufgefangen und zur Pumpe zurückgeleitet wird.
Eine von L. Corpet in Paris an gleicher Stelle
beschriebene Fräsmaschine dient demselben Zwecke wie jene von Desgrandchamps und ist in Fig. 7 Taf. 19
veranschaulicht; sie gleicht in ihrer Anordnung einer kleinen Tischhobelmaschine,
nur daſs hier der Tisch die Schaltbewegung und zwar bloſs nach einer Richtung
besitzt, während die Rückbeförderung desselben mittels Handkurbel erfolgt. An den
Enden der wagerechten, wie bei einer Hobelmaschine lothrecht verstellbaren Querwange
D sind zwei Lagerböcke D1 und D2 festgeschraubt; der rechte derselben dient zur
Lagerung der Antriebstufenscheibe P, der linke zur
Lagerung der Steuerwelle q. Durch die Nabe der
Antriebstufenscheibe P schiebt sich eine Keilnuthwelle
p, welche mittels Winkelräder die senkrechte
Frässpindel antreibt; letztere liegt in einem Lagerschlitten, welcher auf der
Querwange D frei verschiebbar oder mittels
Schraubenspindel d verstellbar ist. Eine Schnecke an
der Frässpindel treibt die vor derselben liegende wagerechte Steuerwelle q, an deren linkem Ende eine Stufenscheibe aufgekeilt
ist. Von dieser aus wird die Tischbewegung durch eine unten liegende Querwelle und
von dieser durch Winkelräder, Schnecken- und Zahnstangengetriebe bethätigt. Auf dem
Tische A ist an einer Seite längs demselben die
Schablone g befestigt und gleichliegend wird das
Werkstück auf Unterstützungsböckchen aufgespannt. Der Andruck des Frässchlittens an
die Schablone wird durch zwei Gegengewichte L1 und L2 hervorgebracht, deren Hebel eine Zugstange L niederziehen, wodurch ein Getriebe K gedreht und dadurch die am Schlitten befestigte
kleine Zahnstange nach links gegen die Schablone gezogen wird.
Eine von Saget, Meister in den Artillerie-Werkstätten zu
Puteaux bei Paris angegebene Universal-Fräsmaschine,
auf welcher ebenfalls Fräswerkzeuge, Winkelräder u. dgl. geschnitten werden können,
ist auch mit einer Einrichtung versehen, um nach der Schablone fräsen zu können.
Fig. 10
und 11 Taf.
19 veranschaulicht die Anordnung der Maschine nach dem Bulletin d'Encouragement, 1886 * S. 254. Der Antrieb erfolgt von unten
nach oben und die untere Stufenscheibe ist gegen die Antriebwelle winkelrecht im
Hohlguſsständer A gelagert. Die obere Stufenscheibe ist
in wagerechter Ebene gegen die untere verschiebbar, indem deren Lagerkopf C an einer Kreuzplatte B
ruht. An dem in der Achsrichtung der oberen Stufenscheibenwelle a verschiebbaren Lagerkopfe C läſst sich an dessen Stirnfläche um das Wellenmittel a drehbar die Gabel D
verstellen. In D dreht sich um den Gabelzapfen die
Lagerbüchse E für die Fräse. Die Bewegungsübertragung
erfolgt mittels dreier Winkelräder, deren Achsen mit den vorher erwähnten Drehachsen
zusammenfallen müssen. Dadurch ist eine Verstellung der Frässpindel f in zwei senkrecht zu einander stehenden Ebenen und
folglich in beliebiger Lage im Raume möglich (vgl. Fig. 8 und 9 Taf. 19).
Der Tischwinkel F ist am Hohlguſsständer A durch eine Stützschraube senkrecht verstellbar und der
Schlitten G auf F mittels
des Gewichtes G1
wagerecht nach innen zu verschiebbar. Der Parallelschlitten H gleitet auf dem Schlitten G und trägt den
Querschlitten K mit der Spindel r, welche zur Kreuzverschiebung dient. Mittels der Schraubenspindel s läſst sich längs des Schlittens K ein paralleler Seitenschlitten L mit der aufgeschraubten Schablone verstellen und
gegen letztere legt sich die Leitrolle l in Folge des
Gewichtsdruckes stetig an. Der Spindelstock M und der
Reitstock N dienen zum Einspannen der Werkstückspindel.
Uebertragungs- und Wechselräder sind am Querschlitten K
und dem Spindelstocke M nach bekannter Art
vorgesehen.
Textabbildung Bd. 261, S. 291
Die Ausführung der Saget'schen Fräsmaschine haben Greenwood und Batley in Leeds übernommen. Die
beigegebene Abbildung zeigt eine solche Maschine, welche auf der
Erfindungsausstellung in London 1885 vorgeführt war; aus diesem Bilde dürften die
weiteren Eigenthümlichkeiten der Maschine leicht zu ersehen sein.
Tafeln