| Titel: | Wilh. Lorenz's Schmiede- und Härteofen. |
| Fundstelle: | Band 262, Jahrgang 1886, S. 10 |
| Download: | XML |
Wilh. Lorenz's Schmiede- und Härteofen.
Mit Abbildungen auf Tafel
2.
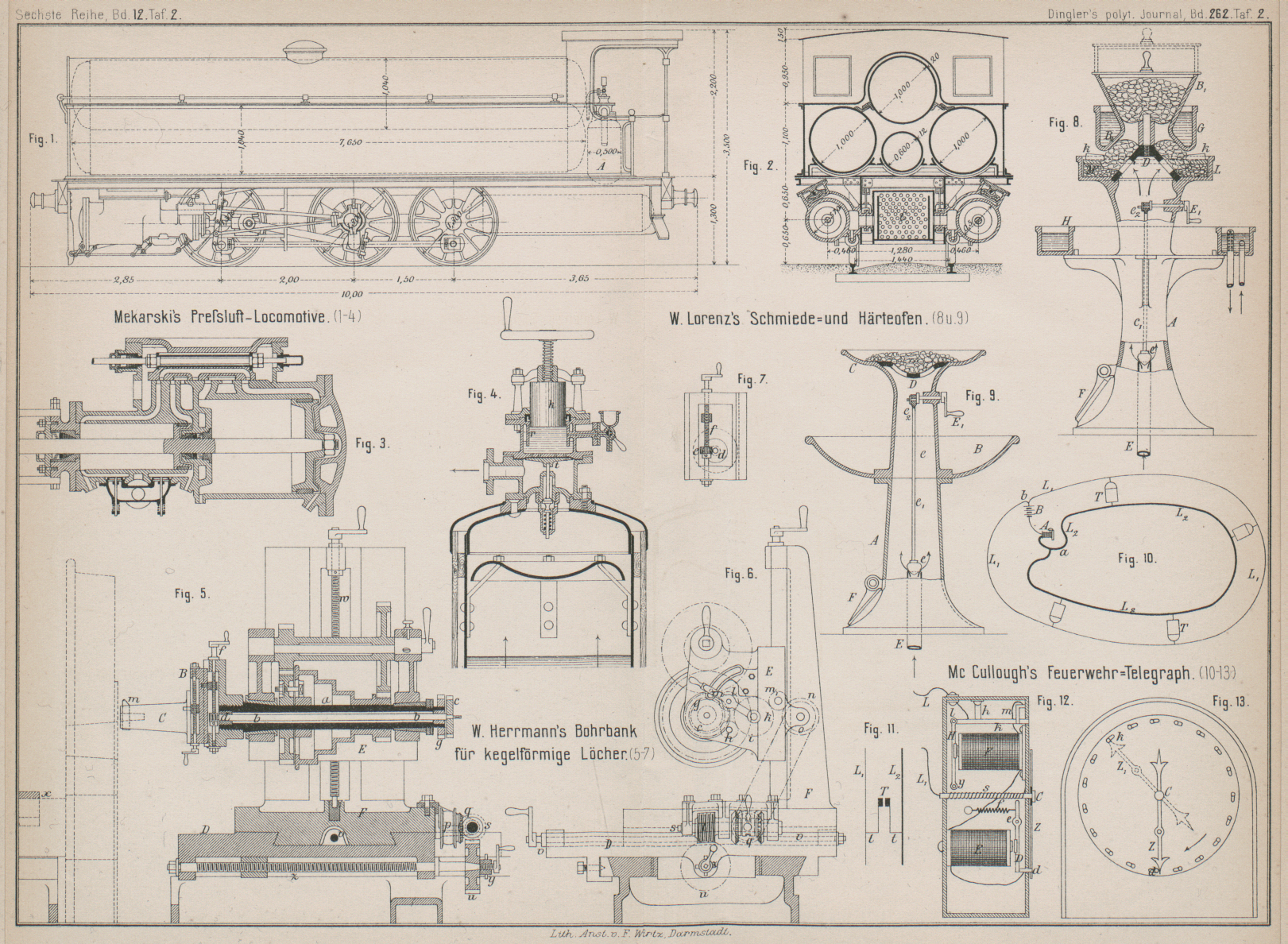
W. Lorenz's Schmiede- und Härteofen.
Einen runden, freistehenden, zum Anwärmen von Eisenstücken für das Schmieden oder
Härten bestimmten Ofen, der seiner Form wegen von mehreren
Arbeitern gleichzeitig benutzt werden kann, ohne daſs sich diese im Wege
sind, und in welchem dem Feuer vorgewärmte Luft
zugeführt wird, hat Wilh. Lorenz in Karlsruhe (* D. R.
P. Kl. 49 Nr. 36309 vom 17. Januar 1886) ausgeführt.Derselbe war in der Ausstellung für Handwerkstechnik und Hauswirthschaft in
Karlsruhe 1886 vorgeführt. Dieser Ofen besitzt auſserdem noch die
Eigenthümlichkeiten, daſs das Feuer nach Bedarf durch Veränderung der Rostplatte
entweder in der Mitte oder am Umfange stärker brennend gemacht und ein kreisrundes
Feuer je nach Wahl der Rostform mit mehr oder weniger wagerechter bis senkrechter
Stichflamme erzielt werden kann.
Fig. 9 Taf. 2
stellt einen Ofen von einfacher Form mit einem an der hohlen Tragsäule A angebrachten kelchförmigen Kohlenbecken B und schalenförmigen Rostträger C dar. Der Rost D ist hier
beckenförmig gestaltet; derselbe kann leicht gegen andere Roste mit mehr oder
weniger stark hohlem oder auch erhabenem Becken und mit beliebig veränderten
Rostspalten ausgewechselt werden. Der Wind wird durch ein innerhalb der Säule A einmündendes Rohr E
eingeführt, steigt in derselben empor, den herabfallenden glühenden Kohlen- und
Aschentheilen entgegen, und wird durch diese vorgewärmt. Die Zuströmung des Windes
wird durch das Kegelventil e geregelt, welches mittels
der Stange e1 und eines
Excenterzapfens e2 von
der Handkurbel E1 aus
bewegt wird. Die Klappe F am Fuſse der Säule A dient zum Herausnehmen der herabgefallenen Asche und
Schlacke.
Für Massenfabrikation zum Ausglühen bezieh. zum Erwärmen von Gegenständen behufs
Härtens u.s.w. wird dem Schmiedefeuer die in Fig. 8 Taf. 2 dargestellte
Form gegeben. Um dabei dem Feuer noch sicherer ringsum die gleiche Richtung geben
und gleichzeitig die Kohle beständig und gleichförmig im Kreise dem Feuer zuführen
zu können, ist die Anordnung getroffen, daſs über dem hier kegelförmig, mit
abgestumpfter Spitze nach oben gerichteten Roste D ein
Kohlenfülltrichter B1
von gröſserer oder geringerer Höhe angebracht ist. Derselbe ist unten mit einer der
Neigung des Rostes angepaſsten Erweiterung B2 versehen, welche dazu dient, die aus dem
Fülltrichter beständig herabrutschenden Kohlenstückchen gegen das willkürliche
Ueberstürzen über den äuſseren Feuerrand zu schützen und die ringförmigen
Stichflammen in genau vorgeschriebener Weise gegen die zu erwärmenden Körper k zu leiten. Die Entfernung zwischen Unterkante,
Fülltrichter und Lagerplatte M für die zu erwärmenden
Gegenstände kann beliebig geändert werden, um die Flamme wagerecht bis fast senkrecht wirken zu
lassen, und zwar wird zweckmäſsig, je wagerechter die Flamme wirken soll, ein um so
steilerer Rost eingesetzt, während bei einer nach oben gerichteten Flammenwirkung
ein mehr ebener Rost angewendet wird. Nach Bedarf kann auch die Chamotteausfütterung
L mit der Lager platte M höher oder niedriger gelegt werden, je nachdem die Form der zu
erwärmenden Gegenstände dies verlangt. Die beispielsweise in Fig. 8 dargestellte
Anordnung ist namentlich zum Erwärmen der Köpfe von Stahlgeschossen k geeignet, die dann gehärtet werden.
Der Fülltrichter B1 kann
noch mit einem Wasserbehälter G versehen werden, dessen
Wasser dazu dient, die unterste Kante dieses Behälters, welche mit der Stichflamme
in Berührung kommt, gegen Verbrennen zu schützen. An der Säule A kann gleichzeitig ein ringförmiger Wassertrog H angebracht sein, in welchem beständig kaltes Wasser
strömt, so daſs die zu härtenden Gegenstände ununterbrochen in frischem Wasser
abgekühlt werden können.
Die Arbeit mit derartigen Oefen geschieht in der Weise, daſs, nachdem die zu
erwärmenden Gegenstände rings um das Feuer gleichmäſsig angeordnet sind, der
Arbeiter dem Winde durch Heben des Ventiles e den
Zutritt gestattet, wonach er die sich dann bildende Stichflamme mit leichtester Mühe
gegen alle Stücke in genau gleicher Weise und Richtung ohne weiteres Zuthun nur
durch weiteres Drehen an der Kurbel E1 wodurch eine kräftige oder schwache Windzuführung
herbeigeführt wird, richten und regeln kann.
Tafeln