| Titel: | Martin Andr. Oppermann's Herstellung von hohlen Glascylindern durch Ausziehen. |
| Fundstelle: | Band 262, Jahrgang 1886, S. 15 |
| Download: | XML |
Martin Andr. Oppermann's Herstellung von hohlen
Glascylindern durch Ausziehen.
Mit Abbildungen auf Tafel
3.
Oppermann's Herstellung hohler Glascylinder.
Die zur Herstellung von Tafelglas nöthigen Hohlcylinder, sogen. Walzen, werden meist
durch Blasen, also Handarbeit, erzeugt. Martin Andr.
Oppermann in Charleroi, Belgien (* D. R. P. Kl. 32 Nr. 36214 vom 7.
November 1885) hat nun ein Verfahren angegeben, durch welches die Erzeugung der
Glascylinder mittels mechanisch betriebener Apparate möglich sein soll. Wird nämlich
in flüssiges Glas ein fester Körper getaucht und derselbe dann senkrecht aufwärts
von der Glasoberfläche ab bewegt, so daſs das an den Körper sich hängende Glas
Gelegenheit findet, sofort zu erstarren, so kann eine Glasstange vom Querschnitte
des Körpers erzeugt werden. Ist der das Glas ausziehende Körper von ringförmigem
Querschnitte, so wird entsprechend ein Hohlcylinder gebildet; hierbei ist es nöthig,
Luft unter Druck in den Cylinder einzuführen. Die äuſsere Abkühlung der sich
bildenden Glaswalze, welche die Wandstärke der letzteren bestimmt, indem durch starke
Kühlung das Glas schneller hart und weniger ausgezogen wird, kann ebenfalls am
besten durch gepreſste Luft bewirkt werden.
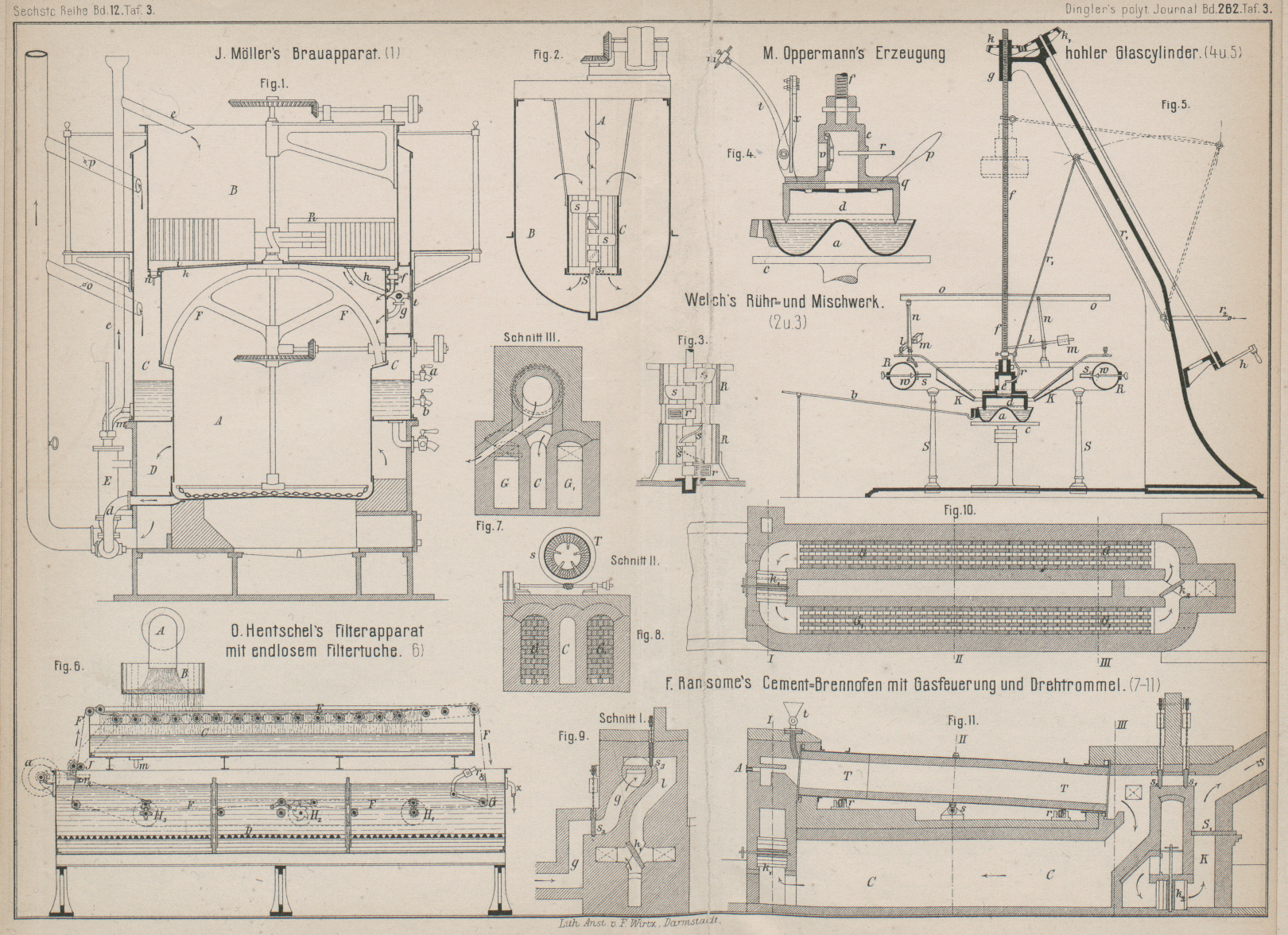
Einen zur Ausführung dieses Verfahrens bestimmten Apparat veranschaulicht Fig. 5 Taf. 3.
Die ringförmige, mit einem eingehakten Stiele b
versehene Pfanne a, mittels welcher das Glas aus dem
Schmelzofen geschöpft wurde, wird auf den Tisch c
gestellt und durch Klammern oder sonstwie auf demselben befestigt. Die Ringform d zur Bildung des hohlen Glascylinders ist wegen der
leichten Auswechselung bei Abnutzung an einem hohlen Nabenstücke e befestigt und durch dieses mit der Schraubenspindel
f verbunden. In der Nabe e ist die Luftklappe v (vgl. Fig. 4 Taf. 3) angebracht,
durch welche atmosphärische Luft in den sich bildenden Glascylinder treten kann,
wenn in denselben nicht durch das Rohr r Preſsluft
eingeblasen wird. Die Mutter für die Schraubenspindel f, die mit einer eingehobelten Nuth sich an einem in dem Auge g gesteckten Keile führt und dadurch gegen Drehung
gesichert ist, bildet das Kegelrad k, welches durch ein
gleiches Rad k1 von der
Handkurbel h aus gedreht wird und somit die Ringform
d langsam senkrecht von dem Glase in der Pfanne a entfernt. Das Rohr r ist
durch ein Gelenkrohr r1
mit der Zuleitung r2
für die Preſsluft verbunden, so daſs die Einführung der letzteren in die Form d während der ganzen Aufwärtsbewegung erfolgen kann.
Die äuſsere Abkühlung des Glascylinders geschieht durch Preſsluft aus dem von Säulen
S gestützten Rohre R,
dessen einzelne Ausmündungsröhrchen s durch
Kegelventile w zu schlieſsen sind. Die Röhrchen s blasen die Luft in einen kegelförmigen Hohlring K, durch dessen Höher- oder Tieferstellung der
ausströmende Ringstrahl von Preſsluft im Antreffen an die Bildungsstelle des
Glascylinders und damit die Abkühlung geregelt wird. Hierzu ist der Ring K an mehrarmigen Hebeln l
aufgehängt, welche auf dem Rohre R drehbar angeordnet
sind und durch deren Gewichte m das Gewicht des
Kegelringes K ausgeglichen wird. Die Hebel l sind durch die Arme n an
einen Ring o angeschlossen, durch dessen Drehung die
Stellung von K bewirkt wird.
Fig. 4 Taf. 3
veranschaulicht noch die Vorrichtung zum Abschneiden der genügend langen Glaswalze.
An der Form d ist ein mit Handgriff p versehener Ring q
drehbar, welcher an einem Arme t den drehbar
angeschlossenen Diamant u trägt. Der Arm t wird durch eine Feder x
in der Höhe erhalten, oder wenn derselbe herunter geschlagen ist, durch die Feder
x der Diamant u an den
Glascylinder gedrückt, wobei gleichzeitig der Ring q
gedreht wird. Eine gleiche Vorrichtung ist auch an dem Tische c angebracht, nur daſs dort der Arm mit dem Diamante in
die Höhe geschlagen werden muſs, wenn der Glascylinder nahe der Pfanne abgeschnitten
werden soll.
Tafeln