| Titel: | Ueber die Destillation und elektrolytische Verarbeitung des Zinkschaumes; von B. Rösing. |
| Autor: | B. Rösing |
| Fundstelle: | Band 263, Jahrgang 1887, S. 88 |
| Download: | XML |
Ueber die Destillation und elektrolytische
Verarbeitung des Zinkschaumes; von B. Rösing.Auszugsweise nach der Zeitschrift für Berg-, Hütten- und
Salinenwesen, 1886 Bd. 34 * S. 91 ff. Vgl. auch Berg- und Hüttenmännische Zeitung, 1886 * S. 421.
Mit Abbildungen auf Tafel
6.
Rösing, über die Verarbeitung des Zinkschaumes.
Bei der Werkbleientsilberung durch Zink, welche zuerst 1841 von
Karsten (vgl. auch 1852 126 366) bei Versuchen über die Legirungen des Zinkes und Bleies zufällig
entdeckt, später aber von Alex. Parkes (vgl. 1850 118 153. 1851 119 466. 1852
123 310) von Neuem vorgeschlagen und in England
patentirt wurde, fällt nach dem ersten und zweiten Zinkzusatze ein an Silber reicher
Zinkschaum, welcher durch Saigerung eines Theiles seines Bleigehaltes beraubt und
dann Reichschaum, concentrirter oder gesaigerter Zinkschaum oder Zinkstaub genannt
wird.
Der gesaigerte Schaum, dessen Menge je nach dem Grade der
Saigerung 1,5 (auf der Hütte Mechernich), 6 (Lautenthal), 7 (Omaha) oder höchstens
bis 10 Procent des verarbeiteten Werkbleies beträgt, enthält im Allgemeinen 8 bis 25
Proc. Zink, ausnahmsweise bis 45 Proc. (Mechernich) sowie 45 bis 90 Proc. Blei und
meist 0,5 bis 2,5 Proc. Silber. Da Blei höchstens 1,5 Proc. Zink in sich aufnehmen
kann., so betrachtet Schnabel (vgl. 1881 240 149) den Zinkschaum nicht als eine Legirung, sondern
als ein Gemenge von Blei und einer Legirung, wohingegen Rösing denselben als ein Gemenge von zwei Legirungen, nämlich von Silber
und Zink haltigem Blei und von Silber und Blei haltigem Zink, aufgefaſst haben
will.
I) Destillation des
Zinkschaumes.
Bei der Verarbeitung des Zinkschaumes ist die Destillation als die
älteste und am weitesten verbreitete Methode anzusehen. Parkes benutzte anfänglich stehende Röhren nach Art der englischen
Zinkgewinnungsmethode, später in England und zu Bleiberg einen belgischen Ofen,
wobei sich bald hinsichtlich der Dauerhaftigkeit der Röhren und der Verarbeitung der
Rückstände Schwierigkeiten zeigten. Karsten destillirte
den Schaum zu Friedrichshütte aus Muffeln. Teichmann
und Gerhard benutzten mit Kohle haltigem Futter
ausgekleidete Muffeln. Darauf wurde 1870 zu Friedrichshütte ein Gasdoppelofen
(Unterwind-Ofen) mit 48 ausgefütterten Muffeln errichtet. Weil jedoch viel Reichblei
durch die Muffeln hindurchging und sich in den groſsen Mauermassen ansammelte, so
wurde im J. 1875 der Betrieb eingestellt. E. Balbach zu
Newark (vgl. 1871 200 * 213) verwendete sodann kleine,
meist mit Kokes befeuerte Oefen mit nur einer Retorte, welche behufs leichterer
Entfernung des Bleies und der Rückstände aus den Retorten von Faber du Faur kippbar gemacht wurden und dann bessere
Erfolge lieferten. Fast auf allen deutschen Werken wird destillirt und haben Herrmann, Landsberg u.a. durch Einführung von Gasöfen
und gefütterten Destillirgefäſsen wesentliche Fortschritte herbeigeführt. Die auf
englischen, spanischen und französischen Werken angewendeten Graphittiegel zum
Destilliren (vgl. 1877 225 67) sind auch in neuester Zeit
zu Freiberg i. S. versucht worden.
Um nun auf eine nähere Betrachtung der beim Destilliren des an
Silber reichen Zinkschaumes gegenwärtig benutzten Apparate einzugehen, so ist
zunächst zu bemerken, daſs dieselben die Erzeugung einer möglichst hohen Temperatur
und die vollständige Auffangung des durch etwaiges Zerbrechen des Destillirgefäſses
austretenden Metalles gestatten müssen. Je höher die Temperatur, um so schneller und
besser verläuft der Prozeſs. So lange Zink vorhanden, ist eine bedeutende
Silberverflüchtigung nicht zu befürchten. Sobald die Zinkausströmung schwächer wird,
sticht man das Reichblei ab und dieser Zeitpunkt tritt um so früher ein, das Blei
wird um so ärmer an Zink und das Zinkausbringen um so höher, je stärker die Hitze.
Man unterscheidet Kipp- und feststehende Oefen, letztere in Gestalt von Muffel-, Tiegel-, Retorten- und Röhrenöfen.
Kipp- und Tiegelöfen werden meist mit Kokes, Röhrenöfen fast immer mit Gas geheizt,
selten mit Kohle.
Kippöfen (vgl. Balbach 1871
200 * 213) sind auf amerikanischen Werken (Aurora,
Illinois, Newark, New Jersey, Omaha, Nebraska, Chicago, Pittsburg), ferner in
Italien, in Deutschland nur noch zu Mechernich in Anwendung, nachdem Versuche auf
Altenau ungünstig ausgefallen. Die Retorte ruht entweder auf einem Gewölbe (Aurora,
Omaha) oder auf eisernen, feuerfest übermauerten Trägern (Newark). Der Fuchs liegt
oben seitlich (Mechernich) oder, wobei derselbe dichter an die Esse anschlieſst, in
der Rückwand (Newark, Aurora) oder im Gewölbe (Omaha). Der Ofen wird um Zapfen in
einem Gestelle entweder mittels einer Schnecke (Aurora) oder eines Hebels
(Mechernich, Newark, Omaha) gedreht. Die Retorten von Flaschen- oder Birnengestalt
bestehen aus Graphit mit 50 bis 60, auch wohl bis 90 Proc. Thon (Mechernich).
Zur Condensation der Zinkdämpfe liegt in Mechernich vor der Retorte eine kurze
thönerne Vorlage, aus welcher das Zink in eine untergestellte eiserne Schüssel
tröpfelt. Diese ist mit einem Handgriffe versehen und ruht auf einem eisernen,
während des Entleerens und Füllens der Retorte zur Seite gestellten Dreifuſse. Aus
der Vorlage treten die Dämpfe erst in eine guſseiserne Röhre (sogen. Tute), dann in
eine Reihe schmiedeiserner, über einander gesteckter, durch einen Bock gestützter
Ansatzröhren (sogen.
Allongen oder Ballons). Auf amerikanischen Werken ruht die Vorlage manchmal auf
einem Wagen, welcher auch die Mulden für das abgestochene Zink trägt und bei
beginnender Destillation vorgefahren wird.
Soll das Zink als Oxyd aufgefangen werden (wie dies z.B. in Newark geschieht), so
lutirt man ein thönernes Rohr in die Retorte, dessen einer Schenkel, an dessen Ende
das Zink verbrennt, in eine darüber hängende Eisenblechröhre ragt, aus welcher ein
Sauger das aufgezogene Oxyd durch einen Zickzackröhrenstrang in 60
Condensationssäcke von je 3m,96 Länge und 74cm Durchmesser wirft. In Berührung mit der
Kokesasche haftet dieselbe oft fest an den Retorten, welche dann beim Losbrechen der
Schlacke leicht beschädigt werden können. Die Retorten werden entweder durch die
Brust, oder nach Herausnahme der Roststäbe von unten eingesetzt und bis zur hellen
Rothglut gebracht, bevor sie beschickt werden.
Der Faber du Faur'sche Kippofen (vgl. 1876 219 * 60) hat eine groſse elliptische Retorte mit Gas-
oder seitlicher Treppenrostfeuerung, 1t Ladung
fassend; über seine Ausführung ist nichts bekannt geworden.
Feststehende Oefen mit Muffeln, Tiegeln oder Röhren. Muffelöfen, wie sie früher zu Friedrichshütte versucht
wurden, besitzen nur noch geschichtliches Interesse. Tiegelöfen, auf englischen und französischen Hütten gebräuchlich (vgl.
1877 225 67), nehmen einen Graphittiegel von etwa 50cm Höhe und 30cm
Weite mit Haube und eiserner Vorlage auf. Man wendet Posten von 300k bei Kokesfeuerung an, nach deren Abdestillation
die Haube abgenommen und das Reichblei ausgekellt wird.
Retortenöfen, für Kokes- und Flammenfeuerung festliegend
eingerichtet, enthalten flaschen- oder birnenförmige Destillirgefäſse und sind meist
von anderen Constructionen verdrängt.
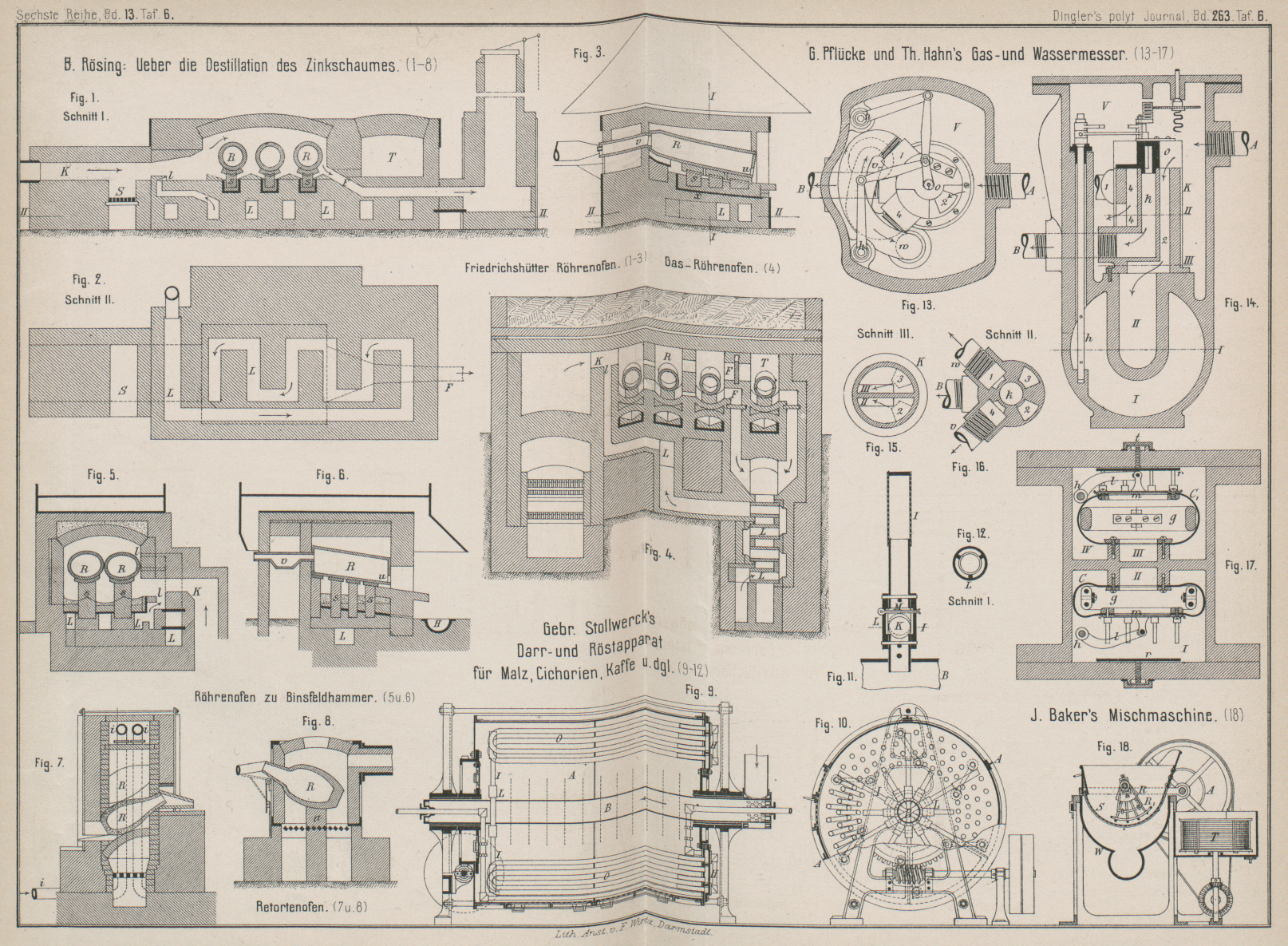
Hierher gehört u.a. der Ofen von Brodie (vgl. Fig. 7 Taf. 6),
früher im Betriebe auf den Montgomery-Werken zu Bloomfield (New-Jersey) und auf den
Tatham'schen Delaware Lead
Works zu Philadelphia; derselbe enthält 6 Graphitretorten R mit je 225 bis 250k
Fassungsraum und Heiſsluftröhren i (Fig. 7 Taf. 6) und das
erhaltene Reichblei wird durch ein Stichloch im Boden abgelassen. Die feststehenden
Retortenöfen mit Kokesfeuerung (vgl. Fig. 8 Taf. 6) weichen von
den Kippöfen nur darin ab, daſs die Retorte R auf einer
auf der Hüttensohle ruhenden gemauerten Säule a
seitlich aufliegt.
Röhrenöfen, der Thum'schen
Construction eines Zinkofens für die Verhüttung Blei und Zink haltiger Erze (vgl.
1875 216 284) nachgebildet, enthalten bei Gasfeuerung ohne (Münsterbusch, Ems, Braubach) oder mit
Unterwind geneigte Röhren R (vgl. Fig. 2, 4 und 6 Taf. 6), deren oberes Ende mit einer Vorlage v zur Aufnahme der Zinkdämpfe in Verbindung steht, während durch eine
kleine Oeffnung u am unteren Ende das Reichblei
abgestochen wird. Die Gase treten durch den Kanal K
(Fig. 1,
4 und 5 Taf. 6) in
den Ofen, mischen sich bei l mit der Verbrennungsluft,
welche sich beim Durchströmen der Kanäle L stark
vorgewärmt hat; die Flamme geht durch den Fuchs F ab,
umspült den Temperraum T (Fig. 1 und 4) und entweicht dann in
eine niedrige Esse. Eine Hilfsfeuerung S (Fig. 1) dient
zum Trocknen und Anwärmen des Ofens.
Die auf feuerfesten Stützen s ruhenden Röhren R bestehen entweder ganz aus Graphitmasse
(Binsfeldhammer, früher Braubach), oder sind nach Landsberg's Verfahren (vgl. 1881 242 431) mit
Graphit gefüttert (Münsterbusch, Ems, Braubach, Friedrichshütte). Das Landsberg'sche (3cm
starke) Futter enthält etwa 37 Proc. Kohlenstoff in Form besten Ceylon-Graphites.
Die Röhren zu Binsfeldhammer (Fig. 5 und 6) sind von elliptischem
Querschnitte, von 60cm Höhe, 70cm Breite und 1t
Fassungsraum; sie sind gröſser als die den Landsberg'schen ähnlichen Friedrichshütter Röhren und werden, während letztere
stehend, liegend geformt.
Zur Erhöhung der Dauer der Destillirgefäſse dreht man dieselben wohl von Zeit zu Zeit
etwas um ihre Achse und sucht eine Bleioxydbildung darin zu vermeiden durch eine
stark reducirende Atmosphäre, nöthigenfalls durch eingeworfenes Holz.
Auf den Stolberger Hütten wird das Zink aus den bauchigen Vorlagen v (Fig. 6) ausgekeilt, auf
Friedrichshütte aus den annähernd cylindrischen (Fig. 3) abgestochen. An
die Vorlagen werden Ansatzröhren (Allongen) mit wagerechter Theilung in der
Längsrichtung gesteckt. Zu Ems und Braubach haben die geneigten Vorlagen v eine verschlieſsbare Beschickungsöffnung mit
Thonrohr, aus welchem das Zink stetig heraustropft. Entweichende Zinkdämpfe steigen
durch die schmiedeiserne Ansatzröhre in eine durch Schieber abschlieſsbare
Condensationskammer.
Das Ofengesäſs besteht auf Friedrichshütte aus Magnesiasteinen. Aus schadhaft
gewordenen Röhren aussickerndes Blei flieſst auf in die Sohle gelegten Eisenplatten
aus dem Ofeninneren ab, oder dasselbe gelangt in unter jeder Röhre liegende
guſseiserne geneigte Kästen x (Fig. 3), welche durch
passend angeordnete Hohlräume so mit dem Ofeninneren und der äuſseren, mit einem
Thonpfropfen abgeschlossenen Luft in Verbindung stehen, daſs das Reichblei schnell
und vollständig abflieſsen kann. Der Vorherd zur Aufnahme des Reichbleies ist
entweder festliegend (wie H in Fig. 6) oder wie zu
Friedrichshütte auf einem Wagen angeordnet und durch Kippen mittels abnehmbarer
Handhabe um seine Zapfen zu entleeren. Der Preis für einen Ofen ohne Windleitung,
Generator und Gasleitung ist annähernd 2000 M.
Arbeitsmethoden. Zur Erzielung eines möglichst reinen
Zinkschaumes muſs je nach der Beschaffenheit des Werkbleies ein Raffiniren desselben
stattfinden (z.B. zu Friedrichshütte bloſs durch Einleiten von Dampf während 10
Minuten in das nur etwas Schwefel enthaltende, von Abstrich befreite Blei). Zur
Abscheidung von möglichst viel Reichblei aus dem an Silber reichen Zinkschaume vor
der Destillation wird derselbe einer Saigerung in guſseisernen Pfannen (Binsfeldhammer),
oder besser in einem Kessel (Mechernich) unterworfen. In Braubach wird die Saigerung
in einem Entsilberungskessel begonnen und in dem eigentlichen Saigerkessel in Form
einer sogen. Calotte ohne Abzapfloch bei schärferem Feuer beendigt. Ohne die
Vorlagen (bei Röhrenöfen) zu entfernen, was bei anderen Oefen meist geschehen muſs,
wirft man zunächst 1 bis 3 Proc. Holzkohle, dann die passend geformten Schaumstücke
in die Röhren, schmilzt in etwa ½ Stunde ein, setzt nach und führt die Destillation
bei hoher Temperatur so lange fort, bis nur noch geringe Mengen von Zinkdampf
ausströmen. Zeigt sich das Reichblei in dem Destillirgefäſse nicht mehr muſsig –
sonst muſs noch unter Zusatz von etwas Holzkohle ½ bis 1 Stunde erhitzt werden
(Amerika) –, so wird dasselbe bei Kippöfen durch Neigung derselben entfernt, bei
Röhren- und Brodie-Oefen durch Abstechen, sonst durch Ausschöpfen mit Kellen oder
nach Steitz's Verfahren, was aber sehr umständlich ist,
durch Aushebern mit eisernem Heber.
Das Reichblei läſst man entweder gleich in die Formen, oder in einen festen oder
fahrbaren Herd, oder in eine mit Lehm überzogene Gieſskelle, kratzt die Rückstände (Blei, Kohle, Bleioxyd u.s.w.) sorgfältig
heraus und verschmilzt sie entweder in kleinen Schachtöfen, oder tränkt sie beim
Abtreiben (Ems) oder Werkbleiraffmiren ein (Aurora). Das Zink erfolgt theils metallisch und wird dann
wieder zur Werkbleientsilberung benutzt, theils staubförmig (Zinkstaub) in den Ansetzröhren, theils mehr zusammenhängend und mit
Bleioxyd zusammengefrittet (als Schmelz) in den
Vorlagen. Man führt diese von Silber freien Oxyde entweder in den Prozeſs zurück,
oder setzt den Zinkstaub bei der Zinkgewinnung zu und den Schmelz bei der Zink- oder
Schachtofenarbeit. Man verarbeitet in Kippöfen Posten von 150 bis 315k in 6 bis 12 Stunden, in Röhrenöfen solche von
250 bis 1000k in 8 bis 24 Stunden. Das Abstechen
des Werkbleies und das Ausräumen der Rückstände dauert bezieh. 20 Minuten und 1½
Stunden bei 3 Röhren. Ein Arbeiter besorgt 2 bis 5 Kippöfen, einen Gasofen mit 3
Röhren und einen Brodie-Ofen mit 6 Retorten.
Betriebsergebnisse. Obgleich bei diesem Verfahren
Metallverluste mittelbar durch die weiter zu verarbeitenden Rückstände veranlaſst
werden, so ist doch das Ausbringen im Vergleiche zu
anderen Methoden der Zinkschaumverarbeitung ein sehr gutes, da bei hinreichender
Reinheit des Zinkschaumes die Menge der Rückstände keine sehr groſse ist. Man erhält
vom Zinkschaume 65 bis 85 Proc. treibwürdiges Reichblei mit 0,75 bis 1,5 Proc. Zink
und 1 bis 4, selten bis 8 Proc. Silber, 10 bis 24 Proc. von Silber freies und etwa 1
Proc. Blei enthaltendes Zink, 2 bis 23 Proc. Rückstände, zu Friedrichshütte mit 50
Proc. Blei und 0,5 Proc. Silber, endlich 0,5 bis 5 Proc. Zinkstaub mit etwa 4 Proc.
Blei. Der Brennstoffverbrauch beträgt bei Kippöfen 64
Procent des Einsatzes (Omaha) bis 70 Proc. (Aurora), bei Brodie-Oefen 100 bis 114 Proc. (Philadelphia),
bei Gasöfen 40 Proc. (Friedrichshütte), 45 Proc. (Binsfeldhammer), 60 Proc. (Ems),
100 bis 170 Proc. (Braubach). Die Retorten der Kippöfen halten durchschnittlich 30,
ausnahmsweise 70 Posten aus, in Mechernich 3 bis 4 Wochen, in festen Retortenöfen 30
bis 40 Posten und in Gasöfen etwa 30 Tage. In Bezug auf die Destillationskosten lassen sich genaue Zahlen von allgemeiner Bedeutung
nicht geben. Friedrichshütter Verhältnisse vorausgesetzt, würden die Kosten für
Arbeitslöhne, Brennstoff, Destillirgefäſse und Metallverlust bei Kipp- und Gasöfen
für 1000t Reichschaum bezieh. 37148 und 25902 M.
betragen. Eine ausschlaggebende Rolle spielen bei sämmtlichen Methoden: der Preis
des Brennstoffes, welcher, wenn hoch, Gasöfen empfehlenswerth macht, die Gröſse und
Regelmäſsigkeit des Betriebes, indem bei sehr bedeutender und nicht schnell
wechselnder Menge Reichschaum Gasöfen, entgegengesetzten Falles Kippöfen am Platze
sein würden. Beispielsweise setzt jeder der 5 Kippöfen in Mechernich Posten von 150
bis 200k in 10 bis 12 Stunden durch, ein Gasofen
zu Friedrichshütte mit 3 Röhren jede 250k Post in
8 Stunden bei einem Ausbringen von 70 bis 80 Proc. Reichblei, 13 Proc. Rückständen
und bis 10 Proc. Zink.
Vergleich des Destillirens mit anderen Methoden. Das Flansche Schachtofenschmelzen (vgl. 1877 225 67) – nur noch auf kleineren Werken, wie Call in der
Eifel, in Anwendung – sowie das Eintränken der reichen Oxyde veranlassen nicht nur
annähernd ebenso hohe Kosten wie die Destillation, sondern auch erhebliche
Silberverluste ohne Wiedergewinnung des Zinkes und entfernen nicht das schädliche
Zink aus dem Hüttenbetriebe. Bei einem Vergleiche mit dem Schnabel'schen combinirten Wasserdampf- und Ammoniakverfahren (vgl. 1878
228 186. 1881 240 149)
ergibt sich, daſs gegen dasselbe bei der Destillation ein Minderausbringen von
höchstens 12 Proc. Zink stattfindet, dafür aber die Destillation den groſsen
Vortheil hat, daſs man dabei nach Belieben das Zink als Metall oder, wenn die Markt-
und sonstigen Verhältnisse es wünschenswerth erscheinen lassen, als Oxyd gewinnen
kann, welches als Farbe an Güte die aus der ammoniakalischen Zinklösung erhaltene
wesentlich übertrifft. Leidet zwar die Destillation auch an Unvollkommenheiten
(geringe Wärmeausnutzung, mangelhafte Haltbarkeit der Gefäſse u.s.w.), so ist sie
doch der nur in Lautenthal eingeführten Ammoniaklaugerei überlegen und es erscheint
deshalb vollkommen begreiflich, daſs jeder Techniker, unter dessen Verantwortung die
Zinkschaumverarbeitung eingeführt oder neu gestaltet werden soll, das allgemein
erprobte und weniger Anlagekosten erfordernde Destillirverfahren vorzieht.
II) Elektrolytische
Zinkschaumverarbeitung.
Da die vorstehend beschriebene Verarbeitung des Zinkschaumes noch
immer schwerwiegende Nachtheile besitzt, so ist versucht worden, auf dem Wege der
Elektrolyse eine zweckmäſsigere Methode zur Verarbeitung des Schaumes einzuführen.
In der Berg- und Hüttenmännischen Zeitung, 1886 S. 463
berichtet B. Rösing ausführlicher über die
elektrolytische Entzinkung des Reichschaumes zu Friedrichshütte nach dem Verfahren
des Kgl. Hüttenamtes daselbst (vgl. 1886 259 291). Auch am Harz zu Lautenthal von Carl Schnabel und zu Oker von Bräuning sind früher Versuche gemacht worden, den Zinkschaum
elektrolytisch zu verarbeiten. Indessen sollen die Erfolge weder in
wirthschaftlicher Beziehung, noch in Bezug auf die Güte des Productes besonders
günstig ausgefallen sein. Bei der elektrolytischen Verarbeitung des Reichschaumes zu
Friedrichshütte wird dieser bekanntlich als Anode in eine als Elektrolyt dienende
Zinklösung geführt. Beim Durchleiten des Stromes schlägt sich auf der Kathode aus
der Zinklösung Zink nieder, während der frei gewordene elektro-negative Bestandtheil
des Zinksalzes einen entsprechenden Theil Zink von der Anode in Lösung bringt.Nach der zur 100jährigen Jubelfeier der kgl. Friedrichshütte bei Tarnowitz
herausgegebenen Festschrift (Verlag von Ernst und
Korn in Berlin) ist dieses patentirte elektrolytische Verfahren mit Rücksicht auf die höheren
Anlagekosten gegenüber dem Destillationsverfahren wieder aufgegeben.Red.
Diese elektrolytische Zinkschaumverarbeitung unterscheidet sich
von anderen elektrometallurgischen Prozessen, wie z.B. der Raffination des Kupfers
(vgl. 1886 262 275), der Keith'schen Werkbleientsilberung (vgl. 1878 229
* 534. 230 75. 328) und dem Herrmann'schen Verfahren der Reinigung von Handelszink (vgl. 1885 258 165), besonders dadurch, daſs das aus dem zu
verarbeitenden Material elektrolytisch zu entfernende Metall bei allen diesen
Verfahren der weitaus überwiegende Bestandtheil ist, während hier das Zink oft nur
den zehnten Theil der ganzen Masse ausmacht. Sobald daher das im Schaume vorhandene
Zink, welches von dem Elektrolyten berührt wurde, in Lösung gegangen ist, hat sich
eine Oberfläche gebildet, welche aus Blei und Silber, den fast unlöslichen Theilen
des Schaumes, besteht. In diesem Augenblicke kann der elektrische Strom unterbrochen
werden, da je nach der Spannung desselben entweder bald nur Wasserstoffentwickelung
eintreten, oder der Strom bei den unlöslichen Anoden von selbst aufhören würde.
Es ist einleuchtend, daſs die Entzinkung des Schaumes um so
vollständiger ist, je gröſser die Berührungsfläche des Schaumes und des Elektrolytes
ist. Aus diesem Grunde wird der Schaum, da wegen seiner Sprödigkeit dünne Platten
sich aus demselben nicht herstellen lassen, in pulverisirtem Zustande angewendet.
Dies hat zur Folge, daſs die Elektroden eine wagerechte Lage erhalten müssen. In
runden hölzernen Elektrolysirbottichen liegt auf dem Boden eine mit Zinkschaum
bedeckte Bleiplatte, welche als Anode dient; ihr gegenüber ruht auf isolirenden
Stützen die Kathode in Gestalt eines Zinkbleches. Um eine Strömung der Flüssigkeit
(des Elektrolyten) zu unterhalten, werden mehrere Bottiche oder Wannen derart über
einander gestellt, daſs die Flüssigkeit, welche der obersten Wanne von einem höher
liegenden Behälter zugeführt wird, durch einen in jeder Wanne angebrachten Abfluſs
von Wanne zu Wanne flieſst; aus der untersten Wanne flieſst sie dann in einen
Behälter, um von Neuem verwendet zu werden. Die Masse an der Anode besteht, nachdem
der elektrische Strom eine Zeitlang gewirkt hat, aus einer von Zink freien Rinde und
einem unveränderten Kern, welchen man durch Saigern von jener trennt und von Neuem
elektrolytisch verarbeitet. Auf diese Weise wechseln Entzinkung durch Elektrolyse
und Entbleiung durch Saigerung fortwährend mit einander ab. Das bei ersterer
entstehende Zink wird, damit geringe Mengen darin enthaltenen Silbers und Bleies
nicht verloren gehen, wiederum zur Ent-silberung von Werkblei benutzt; das bei der
Saigerung fallende Reichblei andererseits wird durch den Treibprozeſs auf Silber zu
gute gemacht. Die bei dieser Arbeit erzeugte Glätte wird zu Blei reducirt.
Rösing hat auch Versuche theils mit gekörntem, theils
mit plattenförmigem Zinkschaum behufs Ermittelung des zweckmäſsigsten Elektrolytes
angestellt und dabei folgende Beobachtungen gemacht: 1) Bei Anwendung von verdünnter
Kalilauge von 1,26 sp. G. enthielt der schwammige Niederschlag viel (0,223 Proc.) Silber, etwas
Blei und Kupfer. 2) Ammoniak ergab genau denselben Erfolg wie Kalilauge. Genauere
Ermittelungen mit gemessenen Strömen wurden dadurch von vorn herein überflüssig. 3)
Salmiaklösung als Elektrolyt lieferte einen Niederschlag mit 77 Proc. Blei und etwas
Silber. 4) Ein Zusatz von Alkohol zu den vorstehend genannten Elektrolyten
verminderte zwar die Löslichkeit des Bleies, beeinträchtigte aber auch die Lösung
des Zinkes und der Alkohol wurde schnell oxydirt. 5) Auch bei der Anwendung einer
mit Ammoniak versetzten Lösung von schwefelsaurem Ammonium wurde der Niederschlag
nicht unerheblich Silber haltig und enthielt auch ein wenig Blei. 6) Versetzt man
eine Lösung von schwefelsaurem Zink mit schwefelsaurem Ammonium, so wird der
Niederschlag sehr dicht und glänzend, aber er ist wiederum reich an Silber. Bei
einem der Versuche enthielt der Schaum vor dem Versuche 14,68 Zink und 1,93 Silber,
nach beendigter Elektrolyse 11,55 Zink und 1,24 Silber; es hatte sich somit der
Zinkgehalt um 3,13 Proc. vermindert, aber es waren auch 0,69 Proc. Silber in Lösung
gegangen. 7) Auch ein Zusatz von schwefelsaurem Natrium zu der Zinksulfatlösung
ergab einen Niederschlag, welcher neben etwas Blei Silber enthielt. 8) Die
günstigsten Ergebnisse in Bezug auf die Reinheit des Zinkniederschlages lieferte
eine reine Zinksulfatlösung. Bei Versuchen in kleinerem Maſsstabe, bei welchen die
Elektroden eine Gröſse von 400qc hatten, war der
Niederschlag völlig frei von Silber und enthielt auch nur wenig Blei; bei gröſseren
Versuchen war es allerdings nicht immer zu vermeiden, daſs die möglichst schnell
umströmende Lauge feine Theilchen des pulverisirten Zinkschaumes mechanisch in den
Niederschlag führte, welcher dadurch manchmal ein wenig Silber haltig wurde.
Das vorstehend beschriebene Verfahren, welches sich als die zweckmäſsigste unter den
bisher bekannten Methoden herausgestellt hat, ist also wesentlich gekennzeichnet
durch die abwechselnde Analyse und Saigerung, sowie durch die Anwendung feinkörnigen
Materials auf wagerecht angeordneten Bleiplatten, von denen der Strom in die
Zinkschaumanoden geführt wird.
Tafeln