| Titel: | W. Lorenz's Metall-Walzenpresse. |
| Fundstelle: | Band 263, Jahrgang 1887, S. 118 |
| Download: | XML |
W. Lorenz's Metall-Walzenpresse.
Mit Abbildungen auf Tafel
7.
W. Lorenz's Metall-Walzenpresse.
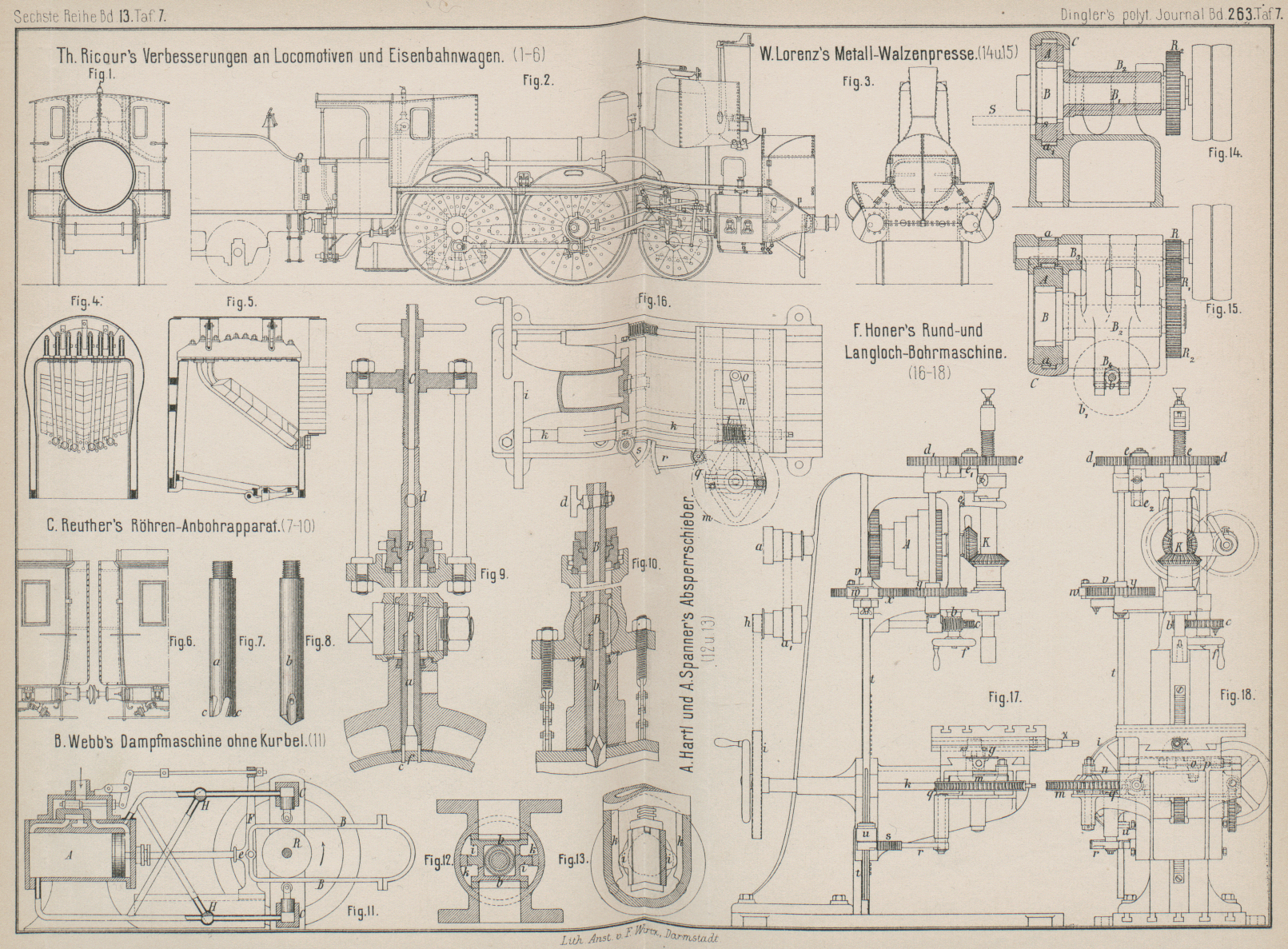
Die von W. Lorenz in Karlsruhe, Baden (* D. R. P. Kl. 49
Nr. 37568 vom 9. April 1886) angegebene, in Fig. 14 und 15 Taf. 7
dargestellte Walzenpresse dient zur Herstellung rund gepreſster bezieh. verdichteter
Gegenstände jeder Art und jeder Form (z.B. von Gewehrkugeln) aus runden, kalten, erwärmten oder glühenden Stangen oder
aus vorgebildeten Stücken gewöhnlicher Dichtigkeit. Die Walzenpresse besteht im
Wesentlichen aus einem Formringe A und einer innerhalb
dieser angeordneten, aber in entgegengesetzter Richtung umlaufenden Walze B, welch letztere durch entsprechenden, nach Bedarf
schwächeren oder stärkeren Druck gegen den zu formenden oder zu verdichtenden
Gegenstand s bezieh. gegen eine Seite des Formringes
A hin gedrückt werden kann. Der Ring A ist in dem Gestelle C
drehbar gelagert und mit einer Verzahnung a1 versehen, durch welche seine Umdrehung von dem
Zahnrade a aus (Fig. 15) erfolgt.
Innerhalb dieses Formringes ist die Formwalze B nach
einer Seite hin beweglich. Die Achse B1 der Walze B ist in
einem Hebel B2
gelagert, welcher auf der festliegenden Achse B3 sitzt und mittels der bei B4 angreifenden Schraubenspindel b und des Handrades b1 in der Höhe einzustellen ist, so daſs die Walze
B mit einer der Hebelübersetzung entsprechend
verstärkten Kraft nach unten gegen den zu bearbeitenden Gegenstand gepreſst werden
kann.
Mittels des auf der Achse B1 sitzenden Zahnrades R2 und der Stirnräder R
und R1, von denen R ebenso wie das Treibrad a des Ringes A auf der Achse B3 fest sitzt, erhält
die Walze B die erforderliche Drehung in
entgegengesetzter Richtung wie A, so daſs beide Theile
zwar gleich groſse Winkelgeschwindigkeit, aber verschiedene Umfangsgeschwindigkeit
ihrer arbeitenden Flächen besitzen. Bringt man nun einen Stab S (Fig. 14) zwischen Ring
und Walze und preſst denselben zwischen A und B zusammen, so wird, da die innere Fläche von A das Werkstück s mit
gröſserer, die Walze B aber mit geringerer
Umfangsgeschwindigkeit erfaſst, derselbe sich drehen und unter der stetigen Pressung
allmählich die vorgeschriebene Form annehmen.Unter Umständen kann auch die Walze eine gröſsere und der Ring eine geringere
Umfangsgeschwindigkeit erhalten, oder die Walze B fest gelegt und der Ring bewegt, oder auch die Pressung des
einen Theiles gegen den anderen durch Druckwasser bewirkt werden. – (Ein
ähnliches Arbeitsverfahren sah Ref. 1872 im
Woolwicher Arsenal für bleierne Spitzkugeln in Anwendung.)
Tafeln