| Titel: | F. X. Honer's Rund- und Langloch-Bohrmaschine. |
| Fundstelle: | Band 263, Jahrgang 1887, S. 119 |
| Download: | XML |
F. X. Honer's Rund- und
Langloch-Bohrmaschine.
Mit Abbildungen auf Tafel
7.
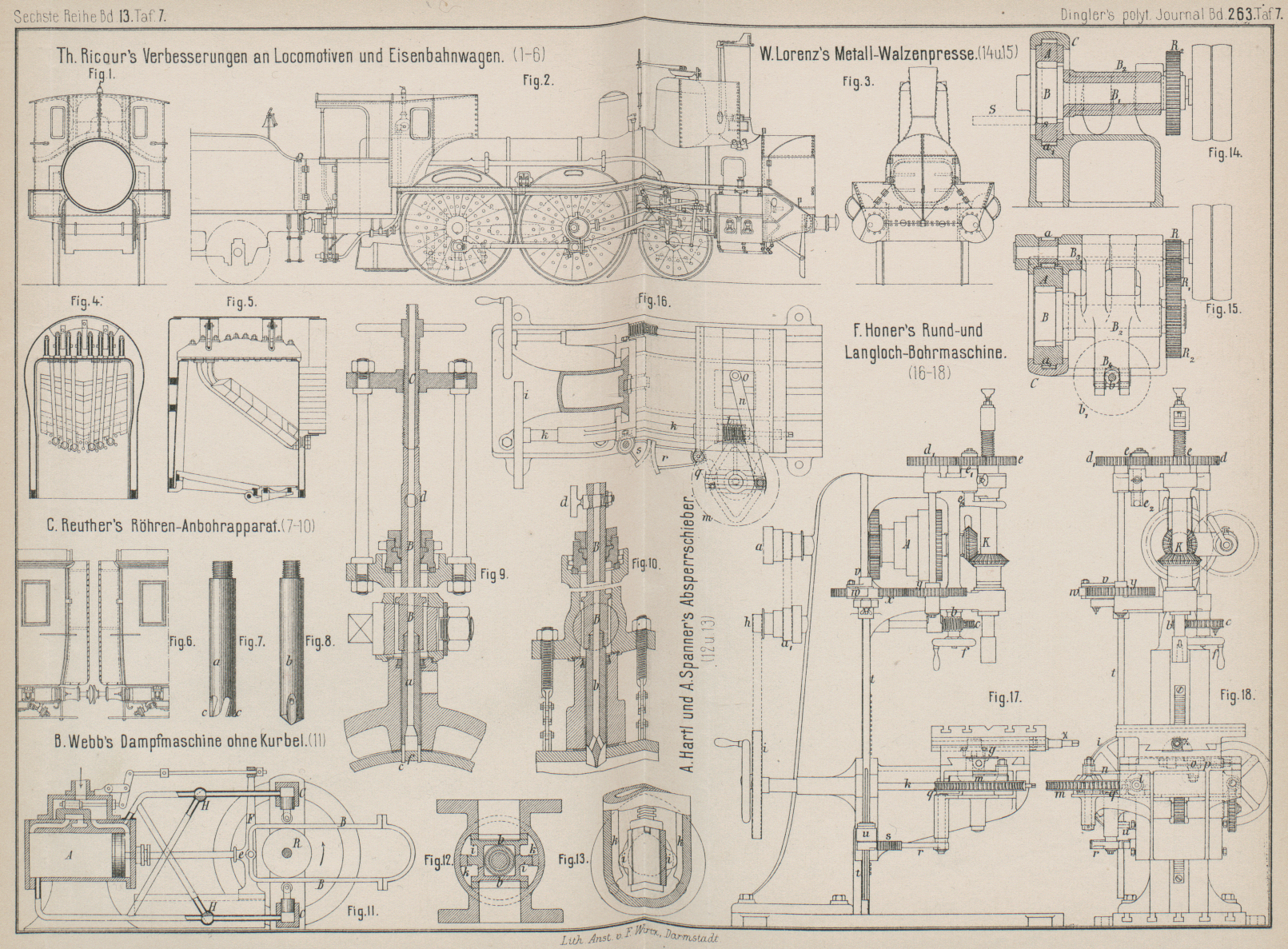
Honer's Rund- und Langloch-Bohrmaschine.
Eine von F. X. Honer in Ravensburg, Württemberg (* D. R.
P. Kl. 49 Nr. 37425 vom 27. März 1886) ausgeführte freistehende Maschine, welche zum
Bohren sowohl runder Löcher, als auch für Schlitzlöcher benutzt werden kann, zeichnet sich durch
eine gründliche Ausbildung und geschickte Anordnung aller Einzeltheile aus. Der
Antrieb der senkrechten Bohrspindel erfolgt hier von der Stufenscheibe A (Fig. 17 und 18 Taf. 7)
aus, entweder mit oder ohne Rädervorgelege, durch die Kegelräder K. Zur Uebertragung der Bewegung der Antriebswelle auf
die Schaltvorrichtung zur senkrechten Fortrückung des Bohrers dienen die
Stufenscheiben a und a1, das Schneckengetriebe bc und die Stirnräder d
und e. Die Nabe des Rades e, welche im oberen Bohrspindellager gehalten wird, bildet in bekannter
Weise die Mutter für das Gewinde an dem auf die Bohrspindel geschobenen Rohre. Das
Ein- und Nachstellen der Bohrspindel von Hand geschieht mittels des Handrades f. Zum selbstthätigen Nachstellen der Bohrspindel muſs
das Handrad f mit dem auf seiner Achse sonst losen
Schneckenrade c fest verbunden werden. Der
Bohrtischwinkel ist ebenfalls in bekannter Weise durch Handrad, Schnecken- und
Zahnstangengetriebe in der Höhe an dem Maschinenständer verstellbar.
Um die Maschine als Langloch-Bohrmaschine benutzen zu können, ist zunächst eine
selbstthätige Hin- und Herbewegung des den Bohrtisch tragenden Schlittens g erforderlich. Hierzu dient der Lauf h am hinteren Ende der Stufenscheibe a1, von welchem aus,
nach Loskuppelung der Räder c und f von einander, die Riemenscheibe t, die Welle k mit der
Schnecke l und das wagerecht liegende Schneckenrad m bewegt werden. Letzteres bildet gleichzeitig eine
Schlitzkurbelscheibe (vgl. Fig. 16 Taf. 7), von
welcher aus mittels der Schubstange n und des Zapfens
o der Schlitten g hin-
und herbewegt wird. Der Schlittenzapfen o ist mittels
der drehbar gelagerten Spindel p (Fig. 18) verstellbar, um
den Tisch gegen den Langlochbohrer leicht genau einstellen zu können. Die
Querverschiebung des Schlittens wird auch während des Einstellens zum Bohren runder
Löcher durch die Schubstange n bewirkt, indem man das
Schneckenradgetriebe m, l durch eine auf das Vierkant
am vorderen Ende der Schneckenwelle k aufgesteckte
Handkurbel in Bewegung setzt. Der Bohrtisch selbst kann mittels der Schraubenspindel
z in der Längsrichtung verschoben werden.
Die allmähliche Nachstellung des Bohrers am Ende einer jeden einfachen
Schlittenbewegung wird von dem Schneckenrade m
abgeleitet. Dieses Rad bildet nämlich auf seiner unteren Fläche eine Nuthenscheibe
(vgl. Fig.
16), welche dem Hebel q bei ihrer Drehung während
des Durchlaufens der Todtpunktstellung der Schubstange n eine Hin- und Herschwingung ertheilt. Diese Schwingung wird mittels der Zahnbogen r und s der senkrechten
Nuthenwelle t mitgetheilt. Letztere gleitet bei einer
Höhenänderung des Tischwinkels durch die Nabe des im Lager u gehaltenen Zahnbogens s hindurch. Durch den
auf dem oberen Ende der Nuthenwelle befestigten Hebel v
und die Sperrklinke w wird die Bewegung des Schaltrades
x bewirkt; mit x ist
das Rad y im Eingriffe, welches in Folge dessen durch
seine Achse das Stirnrad d1, das Zwischenrad e1 und letzteres das die Bohrspindel nachstellende
Mutterrad e treibt.
Soll die Maschine als gewöhnliche Bohrmaschine arbeiten, so muſs das Zwischenrad e1 mit dem Mutterrade
e auſser Eingriff gebracht werden. Zu diesem Zwecke
ist in dem oberen Gestellarme ein Bolzen e2 drehbar gelagert, auf dessen excentrischem Zapfen
das Zwischenrad e1
drehbar sitzt. Durch geeignete Drehung dieses Bolzens mittels eines darin
befindlichen Handgriffes kann also das Zwischenrad e1 beliebig mit dem Rade e leicht in und auſser Eingriff gebracht werden. Eine Klemmschraube
sichert dem Bolzen e2
eine bestimmte vorgeschriebene Lage.
Tafeln