| Titel: | C. Fairbairn's Maschine zur Herstellung gewalzter Schrauben. |
| Fundstelle: | Band 263, Jahrgang 1887, S. 413 |
| Download: | XML |
C. Fairbairn's Maschine zur Herstellung gewalzter
Schrauben.
Mit Abbildungen auf Tafel
25.
Fairbairn's Herstellung gewalzter Schrauben.
Durch das Ausschneiden des Gewindes an Schraubenbolzen wird eine Verminderung der
Festigkeit derselben und zwar dadurch herbeigeführt, daſs die äuſsere
Materialschicht des Bolzens quer durchschnitten wird. Auch erleidet durch die beim
Schneiden unvermeidliche Abnutzung der Schneidbacken die Genauigkeit des
geschnittenen Gewindes Einbuſse; hauptsächlich ist der Materialverlust bei einem
Massenartikel, wie die Schrauben, bedenklich, so daſs eine Herstellung von
Schraubengewinden, welche diese Uebelstände vermeidet und dabei noch billiger als
das Schneiden ist, nur als ein Fortschritt bezeichnet werden kann.
Durch das Einwalzen des Gewindes, welches bereits verschiedentlich in Vorschlag
gebracht und zur Anwendung gekommen ist (vgl. Heinrich
bez. Simon 1880 238 * 458.
R. Daelen 1883 250 *
497. Harvey bez. Davis und
Blake 1885 255 * 501),
wird die auſsen liegende Materialschicht in keiner Weise verletzt, sondern bloſs den
Gewindegängen entsprechend eingedrückt. Wenn das Einwalzen des Gewindes mittels
zweier mit Ringnuthen versehener Scheiben erfolgt, so müssen dieselben, weil diese
Ringnuthen in senkrechten Ebenen zur Drehungsachse liegen, schräg gegen die
Bolzenachse gestellt werden, welche Stellung dem Neigungswinkel des zu erzeugenden
Gewindes entsprechen muſs. Hierbei bietet der Antrieb der Scheiben mit der
ringförmig gerifften Umfangsfläche durch die Nothwendigkeit, für jede Gewindegröſse
die Achsenstellung zu ändern und dieselbe zu erhalten, Schwierigkeiten, so daſs
solche Schraubenwalzwerke wohl nur für gewisse Zwecke, wie zum Walzen gewundener
Geländerstäbe u.s.w., vortheilhafte Anwendung finden konnten.
Anders und weit einfacher gestaltet sich diese Einrichtung, sobald die Scheiben nicht
mit ringförmigen Riffen, sondern mit schraubenförmigen Gewindefurchen versehen
werden; dann ist es möglich, die Achsen der Scheiben parallel zu lagern und diese
nach Belieben auch gegen einander parallel zu verschieben. Diese Eigenthümlichkeit
besitzt die von Ch. Fairbairn in Maybank, England (* D.
R. P. Kl. 49 Nr. 36500 vom 14. Januar 1886) angegebene Maschine zum Schraubenwalzen,
welche von Fairbairn und Wells in Manchester ausgeführt
wird. Diese Maschine hat zum Walzen kleinerer Schrauben drei mit Gewinde versehene
Walzscheiben, von denen zwei in einer senkrechten Ebene, die dritte, welche etwas
gröſseren Durchmesser erhält, etwas vor oder rückwärts gegen diese liegt, oder auch,
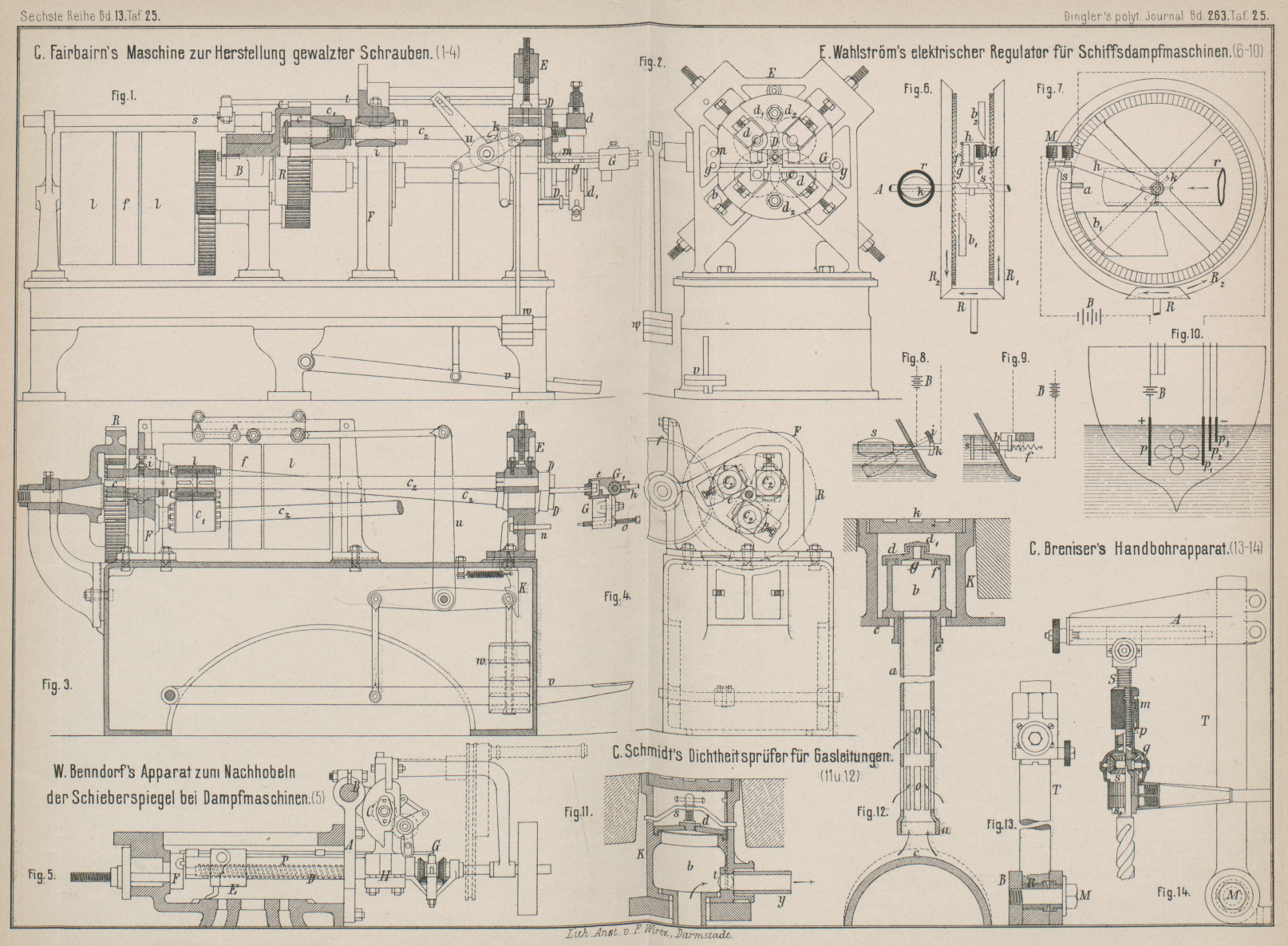
wie bei der in Fig.
1 und 2 Taf. 25 dargestellten Anordnung zur Herstellung stärkerer Schrauben,
vier in einer Ebene liegende parallel stehende Walzscheiben. Der Durchmesser dieser
Scheiben wird mit dem 6 fachen des Grundgewindes der herzustellenden Schrauben
angenommen. Zur Erzeugung verschieden starker Schrauben sind Walzscheiben von verschiedenem
Durchmesser nöthig und es folgt daraus, daſs die Achslager der Scheiben bei
unveränderlichen Antriebsmitteln parallel verstellbar sein müssen, was bei der in
Fig. 3 und
4 Taf. 25
dargestellten Maschine mit 3 Walzscheiben durch gelenkig angekuppelte Zwischenwellen
für den Antrieb der Walzscheiben erreicht ist.
Bei beiden Ausführungen der Fairbairn'schen Maschine ist auf der Antriebswelle zwischen zwei
Losscheiben l von doppelter Riemenbreite eine einfach
breite Festscheibe f aufgekeilt, deren Bewegung in Fig. 1 und 2 durch ein
doppeltes, in Fig.
3 und 4 durch ein einfaches Rädervorgelege auf ein innen und auſsen verzahntes
Rad R übertragen wird, welches entweder auf einem
festen Bolzen frei drehbar ist (Fig. 3), oder mit einem
Achszapfen in einer festen Gestellhülse B läuft (Fig. 1). In dem
inneren Zahnkranz dieses Rades R finden die Getriebe
c der Walzscheiben ihren Eingriff. Die Achsen der
Getriebe c in Fig. 1 sind mit den
Uebertragungswellen c2
der Walzscheiben D durch eine Kegelreibungskuppelung
c1 verbunden und
die Wellen c2 über die
Walzscheiben hinaus verlängert, wo sie durch stellbare Lager d unterstützt werden, die in einer mittels Bolzene d2 an dem vorderen Gestellständer E befestigten Scheibe d1 (Fig. 2) verschiebbar sind.
Die beiden Gestellständer E und F tragen die radial stellbaren Lager für die Wellen c2, um die Walzscheiben
D näher an einander zu bringen, oder von einander
zu entfernen. Durch eine seitliche Verstellung der Lager i im Ständer F können die Wellen o1 auch ein wenig gegen
die Mittelachse geneigt werden, so daſs dadurch die Walzscheiben etwas gegen
einander verdreht werden. Die schraubenförmigen Nuthen in den Walzscheiben haben
nahezu gleiche Neigung, welche der Steigung des zu bildenden Schraubenganges
entspricht. Es wird noch vorgeschlagen, die Riffen der Walzscheiben zu zahnen, so
daſs in Folge der rascheren Drehung der Walzen im Verhältnisse zu der Drehung der
Schraube beim Pressen gleichzeitig auch die letzteren einer schneidenden Wirkung
unterworfen und somit schärfer geformt werden. Die unteren zwei Walzscheiben D sind um ein geringes im Durchmesser kleiner als die
oberen zwei, so daſs die Nuthen der ersteren nicht ganz so schräg liegen wie die der
letzteren; um auch den unteren Walzen dieselbe Schrägung zu geben, werden daher die
Wellen derselben entsprechend schräg gestellt, zu welchem Behufe die hinteren Lager
i (Fig. 1) seitlich
verschiebbar gemacht sind, während die inneren Flächen derselben gewölbt werden, um
die Schrägstellung der Wellen zu gestatten (vgl. auch Fig. 3). Wären die
Walzscheiben alle von gleichem Durchmesser, so würde die Schraube sich einfach
zwischen denselben drehen und keine Längsbewegung erhalten; dadurch aber, daſs die
unteren Walzen um etwas kleiner als die oberen sind, dabei aber die nämliche
Winkelgeschwindigkeit erhalten, ist die Umfangsgeschwindigkeit derselben etwas
kleiner wie die der oberen und hieraus folgt die Längsbewegung des Schraubenbolzens
beim Schneiden.
Vor den Walzscheiben D sind zwei
Leitstangen g angebracht (Fig. 1 und 2), auf denen ein Steg Q sitzt, in welchem der Kopf der Schraube gehalten wird
derart, daſs die Schraube sich drehen, aber nicht verschieben kann. Der Steg Q hat einen verstellbaren Stift m, welcher durch ein
Loch in dem Ständer E gehen kann, um gegen den Hebelarm
der Klinke k zu stoſsen und durch Ausrücken derselben
das Umsteuern der Maschine zu bewirken, wenn das Gewinde genügend weit angewalzt
ist. Das Ausrücken erfolgt durch eine auf der Stange s
befindliche Riemengabel. Diese Stange s ist durch die
Stange t und den Hebel u
mit einem Fuſstritte v verbunden; durch Niederdrücken
des letzteren wird die Maschine eingerückt, während die Ausrückung selbstthätig
durch ein an u hängendes Gewicht w bewirkt wird. Die Klinke k wird durch die selbstthätige Bewegung des Stiftes m auſser Eingriff gebracht, wonach das Gewicht w zur Wirkung kommt. Das Einführen des Schraubenbolzens
beim Schneiden zwischen die Walzscheiben wird durch Zuspitzen desselben am vorderen
Ende erleichtert.
Bei der Maschine mit 3 Walzscheiben (Fig. 3 und 4) erfolgt das Umsteuern,
also die
Verschiebung des Riemens mittels des Hebels u, des
Gewichtes w und des Fuſstrittes v, aber anstatt des Sperrrades und der Klinke zum Halten und Freigeben des
Hebels u ist ein Klinkenhebel K angebracht, dessen oberes Ende an einem Stifte n anliegt, so daſs beim Verrücken des Steges G, welcher wieder den Schraubenbolzen hält, eine in G verstellbare Schraube o
gegen n anstöſst, so daſs der Hebel K den Hebel u frei gibt
und dessen Bewegung durch das Gewicht w gestattet.
Der Schraubenbolzen wird im Stege G
dadurch gehalten, daſs der Kopf des Bolzens sich in eine Vertiefung e hinter der Vorlage und unter einem auf Gelenken
drehbaren Stücke G1
befindet, so daſs der Schraubenbolzen sich frei drehen, aber nicht in der
Längsrichtung bewegen kann. Zum Einlegen und Herausnehmen der Schraubenbolzen wird
G1 mittels des
Griffes h aufwärts gedreht.
Tafeln