| Titel: | Ueber Neuerungen im Eisenhüttenwesen. |
| Fundstelle: | Band 263, Jahrgang 1887, S. 430 |
| Download: | XML |
Ueber Neuerungen im Eisenhüttenwesen.
(Patentklasse 18. Fortsetzung des Berichtes Bd.
261 S. 392.)
Mit Abbildungen im Texte und auf Tafel 26.
Ueber Neuerungen im Eisenhüttenwesen.
Der Bessemer-Prozeſs.
Emil Servais in Weilerbacher Hütte bei Weilerbach, Luxemburg (* D. R. P. Nr. 34628 vom 3. Juli 1885) bringt eine Bessemerbirne in Vorschlag, welche aus zwei Theilen besteht derart, daſs der untere, um
eine wagerechte Achse drehbar ist, während der obere Theil feststeht oder auch
wagerecht verschiebbar sein kann. Durch diese Theilung der Birne soll eine leichtere
Handhabung derselben erzielt werden.
An dem unteren drehbaren Theile B
(Fig. 2
Taf. 26) der Birne ist eine Abstichvorrichtung bei m angeordnet, welche die Trennung
der Schlacke vom Eisen in der Birne selbst ohne Zwischenbenutzung einer Gieſspfanne
o. dgl. gestatten soll. Hierdurch soll auf die einfachste Weise ein unmittelbarer
Guſs ermöglicht werden. Der obere, kegelförmig zulaufende Theil A der Birne, auf welchen unmittelbar der Kamin gesetzt wird, steht fest
oder kann, auf 4 Rollen laufend, seitwärts bewegt werden. Jedoch kann dieser Theil
des sogen. Helmes A auch an einem Hebel aufgehängt oder
um eine wagerechte Achse drehbar sein, oder so angeordnet werden, daſs eine Auf- und
Abwärtsbewegung desselben stattfinden kann. Der untere Theil der Birne, der
eigentliche Arbeitsraum B1 ist um die wagerechte Achse a drehbar,
durch deren einen Zapfen der Wind eintritt. Dieser Arbeitsraum ist je nach der Art
des Prozesses mit basischem oder saurem Material ausgefüttert, während der Helm eine
Ausmauerung aus gewöhnlichen sauren Steinen haben kann. Der Theil B ist so hoch, daſs derselbe hinreichenden Raum für
Eisen und Schlacken bietet, und besitzt eine längliche Form, deren lange Seite so
groſs genommen wird, daſs eine genügende Anzahl Düsen c, welche den Wind von einer
Seite in das Eisenbad führen, angeordnet werden kann. Die Düsen sind so hoch über
dem Boden angebracht, daſs die nach dem Abstiche des Eisens zurückbleibende Schlacke
die Unterkante derselben nicht mehr berührt.
Auf der gegenüber liegenden Wand der Birne befindet sich eine
Rinne d. Diese fängt etwas über den Düsen an und
erleichtert durqh ihre Form das Ausgieſsen der Schlacken. Ebenso läſst man durch
diese Rinne das Roheisen in den Arbeitsraum einlaufen und schlieſst dieselbe während
des Blasens durch eine am Helm A angebrachte Klappe e. Das Abstichloch m
befindet sich unmittelbar über dem Boden der Birne. In der Wandung der Birne ist die
durch mehrere Laschen g (vgl. Fig. 3 Taf. 26) befestigte
Form f angebracht, in welcher das durch einige Stangen
k festgehaltene Futter i sitzt. In dieses paſst der feuerfeste Pfropfen k, welcher durch die Schraube l vor und
zurückbewegt werden kann und so den Abstich öffnet oder schlieſst. Hinter dem
Abstiche hat der Boden der Birne eine Vertiefung und fällt derselbe durchweg nach
dieser Seite ab. Sollte sich der Abstich verstopfen, so kann das Eisen durch die
Rinne d in eine Gieſspfanne gegossen werden. Die
Trennungsfläche n zwischen dem Helme A und dem
Arbeitsraume B ist ein Theil eines Cylinders, dessen
Achse die Drehachse a bildet. Auf diese Weise wird eine
genügende Dichtung herbeigeführt, welche das Herausschlagen der Flamme und des
Rauches, sowie das Auswerfen von Schlacken während des Blasens verhindert. Beide
Theile der Birne können aber auch durch ebene Flächen begrenzt sein und wird dann
die so entstehende Fuge durch ein bewegliches schmiedeisernes Band überdeckt.
Ist die Birne in Betrieb und der Stahl gar oder das Eisen gefeint,
so geht der Abstich bei senkrechter Lage des Arbeitsraumes vor sich. Das Gebläse ist
abzustellen, sobald die flüssige Masse unter die Düsen gesunken ist. Die
zurückbleibende Schlacke wird durch Kippen des unteren Birnentheiles entfernt.
Dieselbe befindet sich, da sie bei der geringen Höhe des Arbeitsraumes einen sehr
kurzen Weg zu durchlaufen hat, noch in flüssigem Zustande. Die Zweitheiligkeit der
Birne verhindert daher das Erstarren der Schlacke, ein Uebelstand, welcher bei den
bisherigen Birnen manchmal vorkam. Die Geschwindigkeit, mit welcher das Entfernen
der Schlacken durch die Rinne bewirkt wird, bedingt aber auch eine Erhöhung des
Ausbringens und wird dieses noch dadurch gesteigert, daſs durch dieselbe Rinne das
flüssige Roheisen schneller in den niedrigen Arbeitsraum geleitet wird, als dieses
bei einer bis jetzt gebräuchlichen Birne geschehen kann. Ferner erfolgt durch die
Art und Weise des Abstiches die Trennung der Schlacke und des Eisens im Arbeitsraume
selbst und wird durch das Gieſsen ohne Zwischenbenutzung einer Pfanne eine
beschleunigte Herstellung der Eisenblöcke erzielt.
Als weitere Vortheile der Einrichtung werden folgende angegeben:
Da die Höhe des unteren Birnentheiles gering ist, so ergibt sich ein wesentlich
kleinerer Verbrauch vom theuren Material für das Futter. Auch können die
Ausbesserungen, da der Arbeitsraum leicht zugänglich ist, schnell und daher mit
wenig Kosten ausgeführt werden. Schlieſslich wird durch die Einrichtung die
Beschaffenheit des Eisens beeinfluſst. Bei den drehbaren Birnen, in welche der Wind
durch den Boden eingeführt wird, kommen während des Kippens die Düsen theils über,
theils unter die Oberfläche des Bodens zu liegen. Da der Wind nun nicht eher
abgestellt werden kann, als bis sich sämmtliche Düsen
über der Oberfläche des Eisens befinden, so bewirken
die zuerst frei werdenden Düsen durch die Windzuführung eine der Güte des Productes
schädliche Abkühlung. Bei der zweitheiligen Bessemerbirne tritt jedoch dieser
Uebelstand nicht ein, da beim Abstiche das Bad gleichmäſsig unter die Oberfläche
aller Formen sinkt.
Diese Einrichtung kommt derjenigen des Clapp-Griffiths-Ofens (vgl. 1883 247 * 331.
1885 257 * 21), welcher neuerdings von J. P. Witherow in Pittsburg, Nordamerika, verbessert
wurde, sehr nahe (vgl. Industries, 1886 Bd. 1 * S.
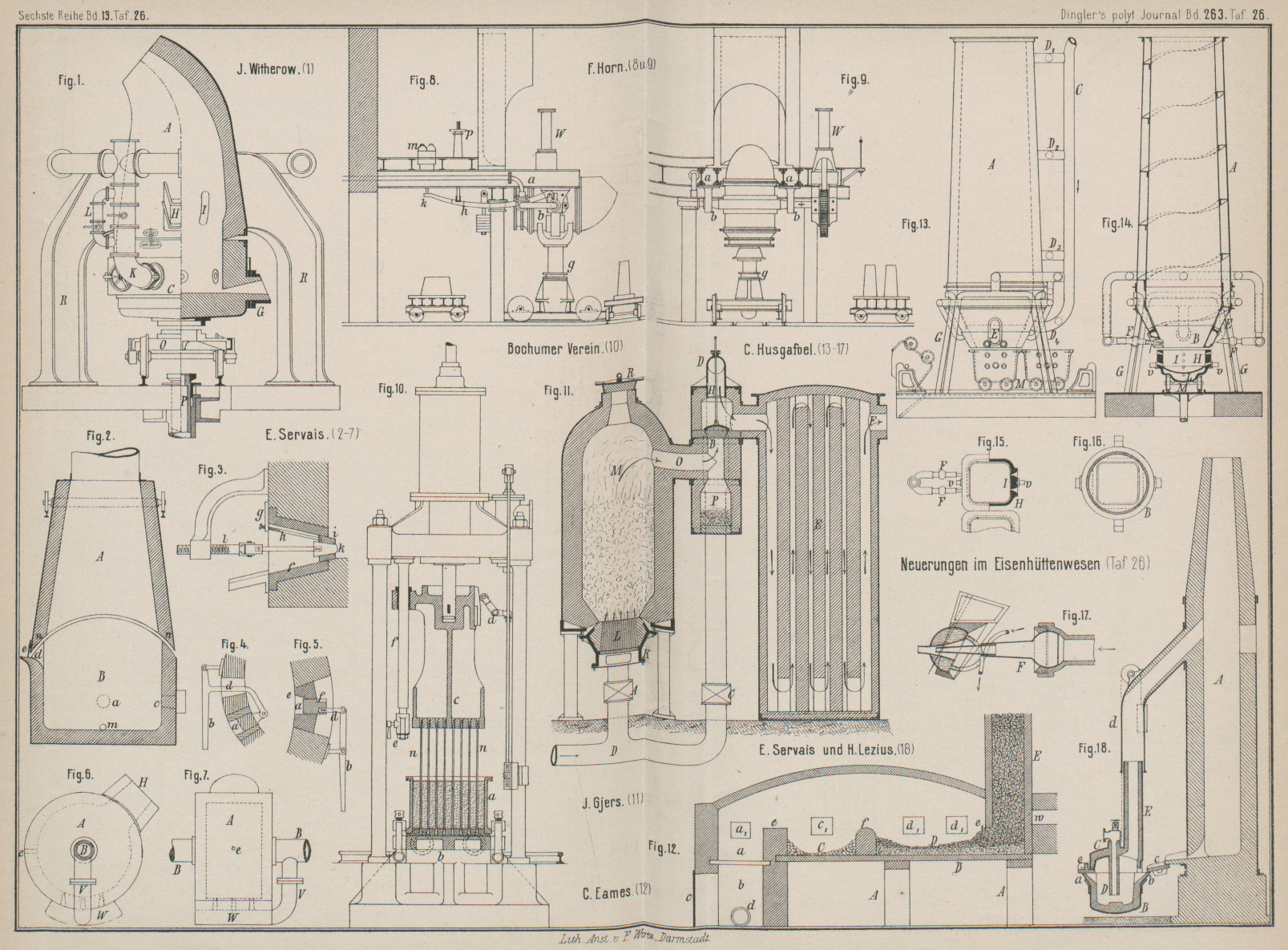
437). Bei dem Witherow'schen Ofen (Fig. 1 Taf. 26) ist in
einem dreibeinigen guſseisernen Bocke R der Hals A des Ofens fest aufgehängt. Derselbe besitzt auſser
der Aufgebeöffnung H gegenüber liegend den Schlitz I zum Ablassen der Schlacke. An dem Bocke R ist auſserdem das Hauptwindrohr befestigt, von
welchem ein Zweig K abwärts zum Windkasten C führt. An dem absteigenden Rohrzweige K ist noch ein engeres Umgangsrohr L angebracht und beide Rohre sind mit Klappen versehen,
um durch Einstellen derselben die Windzufuhr jedem Stadium des Prozesses anpassen zu
können. Der Arbeitsraum des Ofens ist abnehmbar angeordnet und wird fast auf seinem
ganzen Umfange von dem Windkasten C umgeben; an der
freien Stelle ist der Abstich G angebracht. Der Wind
tritt durch in das Futter eingesetzte Düsen in den Arbeitsraum. Gegenüber jeder Düse
ist der Windkasten mit einem leicht abnehmbaren Deckel versehen, um die
Düsenöffnungen leicht nachsehen und reinigen zu können. Die Fuge, in welcher sich
der Arbeitsraum an den Hals des Ofens anschlieſst, erweitert sich nach auſsen, so
daſs erforderlichen Falls in die Fuge feuerfestes Material zum Abdichten eingestopft
werden kann.
Unter dem Ofen ist ein feststehendes Schienengeleise angeordnet, auf welchem ein
Wagen O läuft. Die Platte desselben ist zum Durchtritte
des Preſswasserkolbens P durchbrochen. Beim Auswechseln
eines Birnenbodens wird zuerst der Wagen unter den Ofen gefahren und dann der Kolben
P fest gegen den Boden des Ofens gedrückt. Hierauf
löst man die Keilsplinte, wodurch Hals- und Arbeitsraum verbunden werden, und läſst
dann den Kolben P mit dem Birnenboden auf den Wagen
herunter. Nach vollständiger Zurückziehung des Kolbens kann der Wagen fortgefahren
und ein neuer vorgewärmter Birnenboden an den Hals befestigt werden. Dieser Ofen
wird besonders zur Herstellung von ganz weichem Fluſseisen benutzt. Ein Ofen macht
nach Engineering and Mining Journal, 1886 Bd. 41 * S. 5
gewöhnlich 3 Hitzen in 1 Stunde. 2 Oefen arbeiten in der Weise zusammen, daſs der
eine abgestochen, während der andere beschickt wird, so daſs die Gebläsemaschine
nicht zum Stillstande gebracht zu werden braucht. Auf diese Weise werden 4 Hitzen
von 2t,5 in 1 Stunde von beiden Oefen gemacht. Ein
Boden der Western Nail Works in Illinois hielt 120
Hitzen aus; die mittlere Dauer ist 90 Hitzen. Gebrüder
Oliver machen in 2 Oefen von je 1700k
Fassungsraum 125t Eisen in 24 Stunden.
E. Servais (* D. R. P. Nr. 36713 vom 15. December 1885)
gibt noch der Bessemerbirne die Gestalt einer Trommel,
deren Mittellinie nach Fig. 6 und 7 Taf. 26 mit der
Kippachse zusammenfällt (vgl. P. David und Manhès 1884 254 * 481). Die
Querschnittsform der Birne, senkrecht zur Mittellinie stehend, kann auch die Gestalt
einer Ellipse anstatt eines Kreises haben, wobei die Ecken nicht rechtwinkelig,
sondern abgerundet gestaltet sein können.
Diese Birne A ist um eine wagerechte
Achse B drehbar, durch deren einen hohlen Zapfen der
Wind zugeleitet wird. Dieser tritt in der Regel mittels des Rohres V und des Windkastens W,
welcher entweder nur theilweise, oder vollständig den unteren Theil der Birne
umgibt, in das Eisenbad und zwar durch Oeffnungen. welche im Boden oder in den
Seitenwandungen angebracht sind, so daſs sie unmittelbar durch die Ausfütterung der
Birne gebohrt werden. Auf diese Weise ist man in den Stand gesetzt, die
kostspieligen Düsen zu entbehren. Um zu vermeiden, daſs während des Kippens kalter
Wind durch die bereits frei gewordenen Düsen eintritt und abkühlend wirkt, kann eine
Platte derartig fest an dem Birnengestelle angebracht werden, daſs diese Platte bei
der Drehung der Birne sich in den Windkasten schiebt und die über das Eisenbad
tretenden Düsen zudeckt. Oberhalb der Eisenoberfläche ist an der Birne seitlich eine
auswechselbare Abstichform e angebracht, welche durch
einen Pfropfen mittels eines Hebels oder einer Schraube geöffnet und geschlossen
werden kann. Die Bewegung des Pfropfens kann entweder von innen (vgl. Fig. 4 Taf.
26), oder von auſsen nach Fig. 5 erfolgen. Im
ersteren Falle ist oberhalb des Pfropfens a eine
Oeffnung angebracht; durch diese Oeffnung reicht eine Stange d, welche an dem einen Ende mit dem Pfropfen a und an dem anderen mit einem drehbaren Hebel b verbunden ist. Die innerhalb der Birne liegenden Theile der Stange d sind zum Schütze gegen die Flamme mit feuerfestem
Materiale bekleidet.
Soll dagegen die Bewegung des Pfropfens von auſsen vor sich gehen
(Fig. 5).
so besteht die Abstichform aus einem Ringe e, der
kegelförmig durchbohrt ist. Diese Bohrung wird durch den cylindrischen Pfropfen a geschlossen, welcher seitlich mit einer Rinne f versehen ist. Wird nun der Pfropfen a durch die in demselben befestigte und mit feuerfestem
Materiale umgebene Stange d mittels des Hebels b in das Innere der Birne gedrückt, so läuft das Eisen
durch die Rinne f ab.
Durch derartig angeordnete Abstichvorrichtungen ist man in den
Stand gesetzt, bei geringer Neigung der Birne die Schlacke nach der Aufnahme des
Phosphors zu entfernen und so bei der Darstellung von hartem Stahl aus Phosphor
haltigem Roheisen die Kohlung des entphosphorten Eisens mittels Spiegeleisen oder
Ferromangan zu bewirken, ohne eine Reduction des Phosphors befürchten zu müssen. Das
Abstichloch kann auch seitlich in der Höhe des Bodens angebracht werden und dann der
Abstich ohne irgend welche besondere Vorrichtung durch Einstoſsen des Pfropfens
erfolgen.
Die Birne wird entweder so aufgestellt, daſs dieselbe dicht unter
einem Helm H (Fig. 6), oder unmittelbar
unter einem Rauchfange zu liegen kommt, welcher die Gase abführt und die
ausgeworfenen Funken auffängt. Um das flüssige Roheisen in die Birne zu leiten, wird
dieselbe so weit gekippt, daſs die Düsen sich über der Oberfläche des Metallbades
befinden. Nach dem Aufrichten der Birne wird der Wind eingeblasen und das Frischen
nimmt den gewöhnlichen Verlauf.
Die Construction zweckmäſsiger Vorrichtungen zur leichten Auswechselbarkeit der
ganzen Birne ist eine der Hauptaufgaben für die Kleinbessemerei (vgl. 1885 255 * 381). Die
weitere nicht minder wichtige Aufgabe, welche dabei in erhöhtem Maſse erfüllt werden
muſs, ist die Erzielung einer möglichst gleichmäſsigen Beschaffenheit des Eisens,
was die jeweilige Ermittelung des Gewichtes des in die
Birne eingelassenen flüssigen Roheisens zur Bedingung macht (vgl. Moro
1880 238 * 284). Im Hinblicke auf diese Gesichtspunkte
hat Franz Horn in Duisburg a. Rh. (* D. R. P. Nr. 36426
vom 27. Oktober 1885) die in Fig. 8 und 9 Taf. 26 dargestellte Einrichtung einer Kleinbessemerei vorgeschlagen (vgl.
auch Holley 1883 248 * 501).
Abweichend von der ganzen Methode, die Birne auf hohen eisernen Böcken oder
gemauerten Pfeilern zu lagern, ist dieselbe in Lagern b
aufgehängt, welche nach Entfernung der Lagerdeckel ein Herausnehmen der ganzen Birne
nach unten gestatten. Die unten an frei überhängenden Trägern a befestigten Lager b
haben um Gelenke seitlich drehbare Deckel, welche durch ebenfalls drehbar
aufgehängte Schrauben gehalten werden. Um die Schrauben seitlich aus dem Lager herausdrehen zu können, sind statt der gewöhnlichen
Löcher seitliche Einschnitte in dem Lager angebracht.
Die Birnenzapfen ruhen in den
Deckeln, während im Hauptlagerkörper nach oben etwas Spielraum zum Anheben der Birne
gelassen ist. Die Kippvorrichtung mit Preſswasserbetrieb ist senkrecht neben der
Birne bei W in nicht fester Verbindung mit letzterer
angebracht. Die Drehachse ist für sich gelagert, so daſs sie beim Herausnehmen der
Birne liegen bleibt, und trägt einen durch einen Klemmring gehaltenen Kuppelkeil,
welcher mit seinem überstehenden prismatischen Theile in die rechtwinkelig zur
Längenachse der Birne laufende Nuth des einen Birnenzapfens eingreift. Dieser Keil
befindet sich senkrecht, wenn die Birne wagerecht liegt, so daſs beim Herunterlassen
der letzteren in dieser Lage der Keil aus der Nuth herausgleiten kann.
Die Windzuführung findet, wie gewöhnlich, durch den gegenüber
liegenden Zapfen, jedoch mit dem Unterschiede statt, daſs die Lösung der
Flanschenverbindung die Abnahme der Birne ermöglicht und die Rohrleitung entweder
eine lose Schlauchverbindung oder Stopfbüchsenröhren erhält.
Die Abnahme der Birne erfolgt in
folgender Weise: Die Birne wird mit ihrer Hauptachse in die wagerechte Lage gedreht
(Fig. 8).
Der Kuppelkeil kommt dadurch in die senkrechte Stellung, die Windrohr-Verbindung
wird gelöst und hierauf ein bereit stehender Wagen g,
welcher mit hydraulischer oder anderweitiger Hebevorrichtung versehen ist, mitten
unter die Birne gefahren. Durch Anheben derselben um etwa 5mm werden die tragenden Lagerdeckel von ihrer
Belastung befreit, dann die Muttern der Deckelschrauben um einige Gewinde gelöst, so
daſs sie bei Seite gedreht werden können, worauf die Deckel um ihre Gelenke herunter
geklappt werden. Die Zapfen der Birne sind nunmehr frei. Nach Lösung der beiden
ringartigen Gehänge, wodurch der Balken eines Wägeapparates mit den Birnenzapfen
verbunden ist, wird die Birne mittels der hydraulischen Hebevorrichtung am Wagen
genügend tief gesenkt, um in den Raum abgefahren zu werden, in welchem die
Erneuerung des Futters erfolgt. Das Einlegen einer bereitstehenden Birne mit neuem,
bereits angewärmtem Futter erfolgt in umgekehrter Weise.
Die Wägevorrichtung ist
folgendermaſsen eingerichtet: An den aus Stahlguſs hergestellten Lagern b sitzen Angüsse, welche als Stützpunkte für zwei sehr
ungleicharmige Hebel h dienen; letztere vereinigen sich
bei k. Eine Gewichtsschale m ruht mit einem oben
quadratischen Stifte, der durch vier lose gehende, in einem geschlossenen Kasten
befindliche Leitrollen geführt wird, unten auf k auf.
Die kurzen Arme der Hebel h tragen die Gehänge, welche
um die Birnenzapfen greifen; diese können auch excentrisch zur Birnenachse
angeordnet werden.
Die Ausgleichung der todten Last findet durch ein Gewicht statt.
Eine Vorrichtung, bestehend aus einem an den Hebeln h
befestigten Schraubenbolzen p nebst einer an einem
Handrade angebrachten Mutter, bezweckt, durch eine geringe Hebung der Hebel h die Gestänge so viel sinken zu lassen, daſs sie die
Birnenzapfen bei der Drehung der Birne nicht berühren. Die Birne empfangt das flüssige Eisen,
während sie sich in wagerechter Lage befindet. Während das Eisen in die Birne
flieſst, wird durch Herabdrehen der Schraube p um einige Gewinde das Hebelsystem h gesenkt, so daſs sich die Gehänge fest an die
Birnenzapfen legen, während die Schale m die dem
Einsatze entsprechenden Gewichte trägt.
Das Hebelverhältniſs von h ist wie 1
: 20 angenommen; bei einer Post von z.B. 1800k
beträgt m 90k; rathsam ist es indessen, etwa 0,1
der Post durch kleinere Gewichte auszugleichen, also nur etwa 80k auf der Schale m stehen zu lassen.
Zum Frischen des im Kupolofen umgeschmolzenen Roheisens
unmittelbar in der Gieſspfanne haben E.
Servais in Weilerbacher Hütte, Luxemburg, und H.
Lezius in Breslau (* D. R. P. Nr. 35906 vom 15. December 1885) die
Einrichtung Fig.
18 Taf. 26 getroffen. Die vor dem Abstiche des Kupolofens A befindliche Gieſspfanne B steht entweder frei auf dem Boden, oder hängt in einem Krahne. Oberhalb
der Pfanne ist der senkrecht leicht bewegliche, mit demselben Materiale
ausgefütterte eiserne Deckel C angeordnet, welcher mit
einem bis fast auf den Boden der Pfanne B reichenden,
aus basischer feuerfester Masse hergestellten Rohre D
für die Zuleitung von Luft, sowie mit einem Rohre E
versehen ist, welches die Verbrennungsgase aus der Pfanne in den oberen Theil des
Kupolofens leitet. Bei kleineren Pfannen werden beide
Oeffnungen für diese Rohre seitwärts von dem Mittelpunkte des Deckels angebracht;
jedoch erhält dann das Rohr D eine schräge Richtung, so
daſs seine Mündung sich mitten über dem Boden der Pfanne B befindet. Das Rohr E mündet in ein an dem
Mantel des Kupolofens befestigtes oder in eine Esse führendes Rohr d, in welchem es sich beim Heben des Deckels C hineinschiebt. Um eine schnelle Auf- und Abbewegung
des Deckels C zu ermöglichen, ist derselbe an Ketten
gehängt, welche über Rollen geführt und mit Gegengewichten versehen werden. Die
Gieſspfanne, welche mit dem Kupolofen durch die Rinne c
verbunden wird, hat zwei schnabelförmige Ausgüsse a und
b; der Rand des Deckels C ist an diesen Stellen aufgebogen, so daſs an dem durch den Deckel
geschlossenen Apparate zwei Oeffnungen frei bleiben, welche mit entsprechend
geformten feuerfesten Steinen e bedeckt werden.
Ist nun die gehörig vorgewärmte Pfanne mittels der Rinne c mit dem im Kupolofen A
geschmolzenen Eisen gefüllt, so wird der Deckel C
aufgelegt, die beiden Ausgüsse a und b werden durch die Steine e geschlossen und man führt durch das centrale Rohr D Luft oder mit Luft gemischten Wasserdampf in das
Eisenbad. Der dann vor sich gehende Prozeſs ist dem in einer Birne stattfindenden
ähnlich. Von der Gicht des Kupolofens können die aus der Pfanne aufsteigenden Gase
beobachtet werden. Zunächst wird das Silicium verbrannt und, im Falle Wasserdampf
eingeblasen wurde, auch der etwa im Eisen sich befindende Schwefel. Will man weichen
Guſs herstellen, so darf das Durchblasen nur kurze Zeit stattfinden, damit der
Siliciumgehalt nicht unter dasjenige Maſs sinkt, welches erforderlich ist, um beim
Erstarren die dem weichen Roheisen charakteristischen amorphen Ausscheidungen von
Graphit herbeizuführen. Wird dagegen sämmtliches Silicium verbrannt, welches im
Eisen vorhanden war, so kann letzteres zu Hartguſs verwendet werden. Bei
fortgesetztem Durchblasen tritt nach der Entfernung des Siliciums die Entkohlung des
Eisens und hierauf die Oxydation des Phosphors ein. Um die Reduction des Phosphors aus der Schlacke
zu verhüten, muſs diese sorgfältig entfernt werden, wobei man den Deckel hebt. Das
erzeugte Fluſseisen kann unmittelbar in Formen gegossen oder durch Zusatz von
Spiegeleisen oder Ferromangan in Stahl verwandelt werden. Nachdem der Prozeſs
beendet ist, wird, um die Abkühlung zu verhindern. die untere Seite des Deckels C sammt dem Rohre D mit
einer Haube aus Asbest bedeckt. Der so geschützte Deckel kann dann beim nächsten
Gusse sofort wieder verwendet werden.
Zur Herstellung von Bessemerbirnenböden wird von dem Bochumer Verein für Bergbau und Guſsstahlfabrikation in
Bochum (* D. R. P. Nr. 35463 vom 18. November 1884) ein stehendes Schlagwerk mit Preſsluftbetrieb angegeben. Der Stampfer
c (Fig. 10 Taf. 26)
desselben hat in seiner unteren Fläche Oeffnungen, durch welche die Nadeln n für die Windlöcher hindurch treten können. Die
Bewegung des Kolbens kann durch Dampf oder Preſsluft erfolgen; doch wird am
zweckmäſsigsten bei Anfertigung von basischen Böden, deren Material sehr empfindlich
gegen Wasser ist, letztere angewendet.
Die Bodenform a wird mit der
Grundplatte b des Schlagwerkes fest verbunden, damit
sie durch die Schläge ihre Stellung nicht verändern kann. Die Nadeln n dürfen während des Schlagens nicht aus dem Stampfer
heraustreten, weshalb die Hubhöhe derselben durch eine Ausrückung bei d geregelt werden muſs. Der Ausrücker kann jedoch
auſser Thätigkeit gesetzt werden, wenn der Stampfer noch höher steigen und aus den
Nadeln heraustreten muſs, um die Bodenform aufbringen bezieh. den fertig gestampften
Boden entfernen zu können. Der Stampfer c muſs in
verschiedenen Stellungen sicher aufgehängt werden können, was durch die drehbaren,
verschieden hohen Knaggen e bewerkstelligt werden kann;
ferner muſs derselbe verhindert werden können, sich zu drehen, und dies geschieht
durch die Stange f. Die untere schlagende Fläche des
Stampfers kann gerade oder aber mit kleinen Vorsprüngen versehen sein und die
Erwärmung derselben, welche nöthig ist, damit die Bodenmasse nicht an der
Stampffläche kleben bleibt, durch glühende Kohlen oder Gasflammen erfolgen. Damit
die Luft aus der Form möglichst schnell entweicht und die Wirkung des Schlages so
wenig wie möglich beeinträchtigt wird, kann die Form seitlich mit einer Anzahl
Oeffnungen versehen werden. An Stelle des Schlagwerkes soll auch eine hydraulische
Presse verwendet werden können, bei welcher der Preſskolben mit Oeffnungen für die
Nadeln versehen ist.
Einen anderen Weg zur Herstellung basischer Birnenböden
schlägt Emil Marx in Peine (* D. R. P. Nr. 35271 vom 1.
Oktober 1885) ein. Bisher hat man die basische Masse in einer Bodenform
schichtenweise eingetragen und festgestampft in der Weise, daſs die einzelnen
Schichten zu den Nadeln einen rechten Winkel bilden. Trotz des sorgfältigsten
Aufkratzens der festgestampften Schicht behufs besserer Verbindung mit der
nächstfolgenden ist es nicht zu vermeiden, daſs bei geringem Theergehalte der
basischen Masse die einzelnen Stampfschichten sich nach dem Brennen der Böden noch
deutlich unterscheiden lassen, und daſs in Folge der mechanischen Einwirkungen des
flüssigen Eisens und des stark gepreſsten Windes ein Abheben der einzelnen
Bodenschichten und damit eine schnelle Zerstörung des Bodens herbeigeführt wird.
Diesem Uebelstande hat man dadurch abzuhelfen gesucht, daſs man dem Dolomit
möglichst viel Theer zusetzt und somit eine basische Masse verarbeitet, welche in
Folge ihrer weichteigigen, fast strengflüssigen Beschaffenheit allerdings den
Uebergang von einer Stampfschicht zur anderen weniger kenntlich macht. Allein derart
hergestellte Böden sind nach dem Brennen zu porös und enthalten zuviel Kohlenstoff.
Der durch die Düsen strömende Wind verbrennt den Kohlenstoff und führt durch die
damit verbundene Düsenerweiterung eine rasche Zerstörung des Bodens herbei. Beide
Uebelstände sollen sich nach Marx dadurch vermeiden
lassen, daſs man eine Masse mit geringerem Theergehalte in der Weise einstampft,
daſs eine Seitenwand des Birnenbodens bezieh. bei runder Form desselben die
Mantelfläche die Stampffläche bildet. Man erhält auf diese Weise eine Schichtung der
Böden, welche den Düsen parallel ist. Zur Erreichung
dieses Zweckes muſs man bei runden Böden die beiden Hälften des Bodens in zwei
Formen herstellen und diese vor oder nach dem Brennen an einander fügen, wobei
erforderlichenfalls ein Bindemittel, bestehend aus einem dünnen Breie von
Dolomitstaub und Theer, zu benutzen ist. Zweckmäſsiger ist es jedoch, den Böden eine
viereckige Form zu geben und diese in viereckigen, seitlich zu öffnenden Bodenformen
herzustellen.
Um alkalische Zuschläge beim Thomas-Prozesse mit
gröſserem Erfolge benutzen zu können, will B. Osann in Potsdam (D. R. P. Nr. 35438 vom 28. Juni
1885) die Alkalien, besonders Soda und Potasche, in Stückform in die Birne einführen. Zur Herstellung
dieser Stücke wird die Soda bezieh. Potasche, statt dieselbe zu calciniren, sogleich
in einem Flammofen, dessen Herd mit einem Abstiche versehen ist, eingeschmolzen und
durch den Abstich in Gieſsformen abgelassen. Letztere sind von Metall, zweitheilig,
über einen Kugelstab als Modell geformt und werden stehend voll gegossen; sie
liefern dann einen zusammenhängenden Kugelstab, von welchem die einzelnen Kugeln
leicht abgebrochen werden können. Die Gröſse der Kugeln kann beliebig gewählt
werden, wird aber einen Durchmesser von 15cm nicht
wohl überschreiten dürfen. Selbstverständlich können auch andere Gieſsformen als die
erwähnte Kugelstabform zur Anwendung kommen und ferner kann auch die geschmolzene
Soda aus dem Schmelzofen ohne weiteres auf einen Boden von eisernen Platten
ausgegossen werden. Der erstarrte Kuchen wird, sobald er genügende Dicke erlangt
hat, abgehoben und in Stücke zerschlagen.
Diese Vorbereitung wird am zweckmäſsigsten in den Sodafabriken
ausgeführt und bietet dieselbe dann den Vortheil, daſs die Calcinirung der Soda
erspart wird und letztere unverpackt in offenen, nur mit Wachsleinwand bedeckten
Wagen verschickt werden kann.
Wo ausreichende Maschinenkraft oder billige Arbeitskräfte zu
Gebote stehen, kann auch das Verfahren des Pressens der Soda bezieh. Potasche in
Kugeloder sonstige Formen angewendet werden, wie dies zum Trockenpressen des Stein-
und Braunkohlenkleins im Gebrauche steht, und hierbei trockenes calcinirtes Material
(sowie auch Mischungen des letzteren mit Wasser haltiger Soda oder Potasche), ferner
mit Wasser befeuchtete calcinirte Soda oder Potasche zur Verwendung kommen.
Die gepreſsten Körper sind in Glühöfen einer starken Hitze
auszusetzen, damit sie eine genügend starke gefrittete Kruste erhalten, ohne daſs es
zum Schmelzen der gepreſsten Körper kommt. Bei der Anwendung einer Mischung von
kohlensauren Alkalien mit Eisen- bezieh. Manganoxyd als Zuschlag in der Thomasbirne wird das
Schmelz- und Mischungsverfahren in der Weise ausgeführt, daſs die Soda bezieh.
Potasche im Flammofen eingeschmolzen und in geräumige
Schlackentöpfe oder auch in die schon jetzt in den Thomashütten gebräuchlichen
gröſseren Schlacken wagen abgestochen wird. Der bis zu einer Marke gefüllte Topf
oder Wagen wird alsdann unter einen Behälter gefahren, aus welchem geregelt durch
ein Zellenrad stark vorgewärmtes fein gepulvertes Eisen- oder Manganoxyd, dessen
Gewicht der abgestochenen Sodamenge und der zu erzielenden Zusammensetzung der
Mischung entspricht, langsam in die flüssige Soda einlaufen gelassen wird. Die Oxyde
sinken in der Soda unter und bringen dieselbe zur Erstarrung. Der Topf wird dann
entleert und der erstarrte Kuchen in Stücke geschlagen, welche ohne weiteres in die
Birne geworfen werden können. Das Vorwärmen des Eisen- bezieh. Manganoxydes wird in
einem mit dem Sodaschmelzofen verbundenen Raume mittels der abgehenden Hitze des
letzteren bewerkstelligt. Die Oxyde werden in diesem Raume durch eine Oeffnung im
Gewölbe eingestürzt und durch eine seitlich angebrachte Oeffnung ausgezogen.
In roherer und einfacherer Weise läſst sich dieser Prozeſs
ausführen, wenn man vor dem Abstiche des Flammofens ein Bett mit ebener Sohle und
Eisenplatten herstellt, das auch seitlich durch stehende Eisenplatten eingerahmt und
in den Fugen mit Eisenoxyd gedichtet wird. Der volle Inhalt des Sodabezieh.
Potascheschmelzofens wird alsdann in den vorbeschriebenen Raum abgestochen und
sogleich das stark vorgewärmte Eisen- oder Manganoxyd in dem angemessenen
Gewichtsverhältnisse zu dem bekannten Gewichte der Sodapost mit der Schaufel und mit
Hilfe eines auf über das Bett gelegten Schienen hin- und hergezogenen Siebes
eingestreut. Ist die Mischung vollendet, so wird nach einiger Zeit ein neuer Abstich
gemacht, welcher sich über den inzwischen erstarrten Kuchen ausbreitet und aufs Neue
mit Eisen- oder Manganoxyd gemischt wird. In dieser Weise wird fortgefahren, bis der
Kuchen eine Dicke erreicht, bei welcher er noch leicht aufgebrochen und zerschlagen
werden kann.
Das Pressen des Gemisches wird in gleicher Weise ausgeführt wie
bei reiner Soda bezieh. Potasche; doch empfiehlt es sich, die gepreſsten Körper vor
dem Glühen im Brennofen mit einer gesättigten Soda- oder Potaschelösung zu
bestreichen, damit die Krustenbildung befördert und die oberflächliche Abreibung bei
der späteren Behandlung verhütet wird.
Zum Mischen des fertigen Fluſseisens mit den Zuschlägen
(Spiegeleisen oder Ferrometallen) in der Bessemerbirne
empfiehlt John Gjers in Middlesborough-on-Tees, England
(* D. R. P. Nr. 36190 vom 12. Februar 1885) das Einblasen
neutralen Gases in das Eisenbad. Als solches kommt vornehmlich Kohlenoxyd ohne oder mit Stickstoff gemischt in
Betracht. Dasselbe wird beim sauren Prozesse nach dem Fertigblasen und beim
basischen Prozesse nach dem Nachblasen in gewöhnlicher Weise in die Birne durch die
Bodendüsen eingeführt.
Zur Erzeugung des Kohlenoxydes dient der in Fig. 11 Taf.
26 veranschaulichte Apparat, welcher in das Windleitungsrohr D kurz vor der Birne eingeschaltet wird.
Der Apparat besteht aus dem Gasgenerator M und dem kleinen Wärmespeicher E. Der
Generator ist ein einfacher Schachtofen mit einem mit Düsen L versehenen Boden, ähnlich demjenigen einer Bessemerbirne. Der unterhalb
des Bodens gelegene Windkasten K ist mit dem
Hauptwindrohre D unter Einschaltung eines Schiebers A verbunden. In der Decke des Generators ist die
luftdicht schlieſsende Aufgebeklappe R angeordnet.
Unterhalb derselben führt ein Kanal O zu einem
Ventilgehäuse, welches im unteren Theile einen Staubsack P bildet und im oberen Theile durch das Rohr H mit der Windleitung D verbunden ist. In dem
betreffenden Rohrstrange ist ebenfalls ein Schieber C
eingeschaltet. In dem Generator und Wärmespeicher verbindenden Ventilgehäuse ist ein
Ventil B vorgesehen, welches in der tiefsten Stellung
den Generator und in der
höchsten, sich gegen das Rohr H anlegenden Stellung die
Windleitung gegen den Wärmespeicher absperrt. Der Wärmespeicher ist mit einer
Steinfüllung bekannter Anordnung versehen und der Generator wird mit glühenden Kokes
gefüllt.
Je nach der Stellung der Schieber A,
B und des Ventiles C kann der Gebläsewind zwei
Richtungen nehmen: er kann entweder erst durch den Generator und dann durch den
Wärmespeicher gehen, oder er kann unter Weglassung des Generators nur durch den
Wärmespeicher streichen. Auch kann der Wind gänzlich abgeschlossen werden. Bei
Beginn des gewöhnlichen Bessemerns sind A und B geschlossen, C ist
dagegen geöffnet. Der Gebläsewind geht dann aus dem Hauptrohre D nach H und von hier
durch den Wärmespeicher E und das Zweigrohr F nach der Birne, wobei das Einblasen in gewöhnlicher
Weise erfolgt. Bei seinem Durchgange durch den Wärmespeicher E nimmt der Gebläsewind die Wärme auf, die das Mauerwerk während des
vorhergehenden Nachblasens mit Kohlenoxyd erhielt und welche die Temperatur des in
der Birne befindlichen Eisens erhöht. Ist das gewöhnliche Blasen zu Ende, so wird
die Birne gekippt, der Schieber G geschlossen,
gleichzeitig aber A geöffnet. Der Gebläsewind geht nun
durch den Kohlenoxydgenerator M, wobei das Ventil B
durch den Druck selbstthätig gehoben wird. Hierbei legt sich das Ventil B dicht gegen das Rohr H
an, um das Eintreten von Gas in das zwischen B und C befindliche Rohr zu vermeiden. Der Wind geht daher
von dem Hauptrohre durch A nach dem Windkasten K, durch die Düsen L nach
dem Generator M, aus dem er durch Verbindungsrohr O und Ventil B entweicht,
um von hier durch den Wärmespeicher E nach der Birne zu
gehen. Der Wärmespeicher E, welcher von dem vorherigen
Durchgange des Gebläsewindes kalt geworden ist, nimmt die in dem Kohlenoxydstrome
enthaltene Wärme auf und gibt denselben verhältniſsmäſsig kühl an die Birne ab. Aus
dem Generator M etwa mit fortgerissener Staub wird in
der Kammer P gesammelt.
Der Apparat ist in der Patentschrift in mehreren Ausführungsformen
erläutert.
(Fortsetzung folgt.)
Tafeln