| Titel: | Ueber Neuerungen an Metallscheren. |
| Fundstelle: | Band 264, Jahrgang 1887, S. 56 |
| Download: | XML |
Ueber Neuerungen an Metallscheren.
(Patentklasse 49. Fortsetzung des Berichtes Bd.
258 S. 203.)
Mit Abbildungen auf Tafel
5.
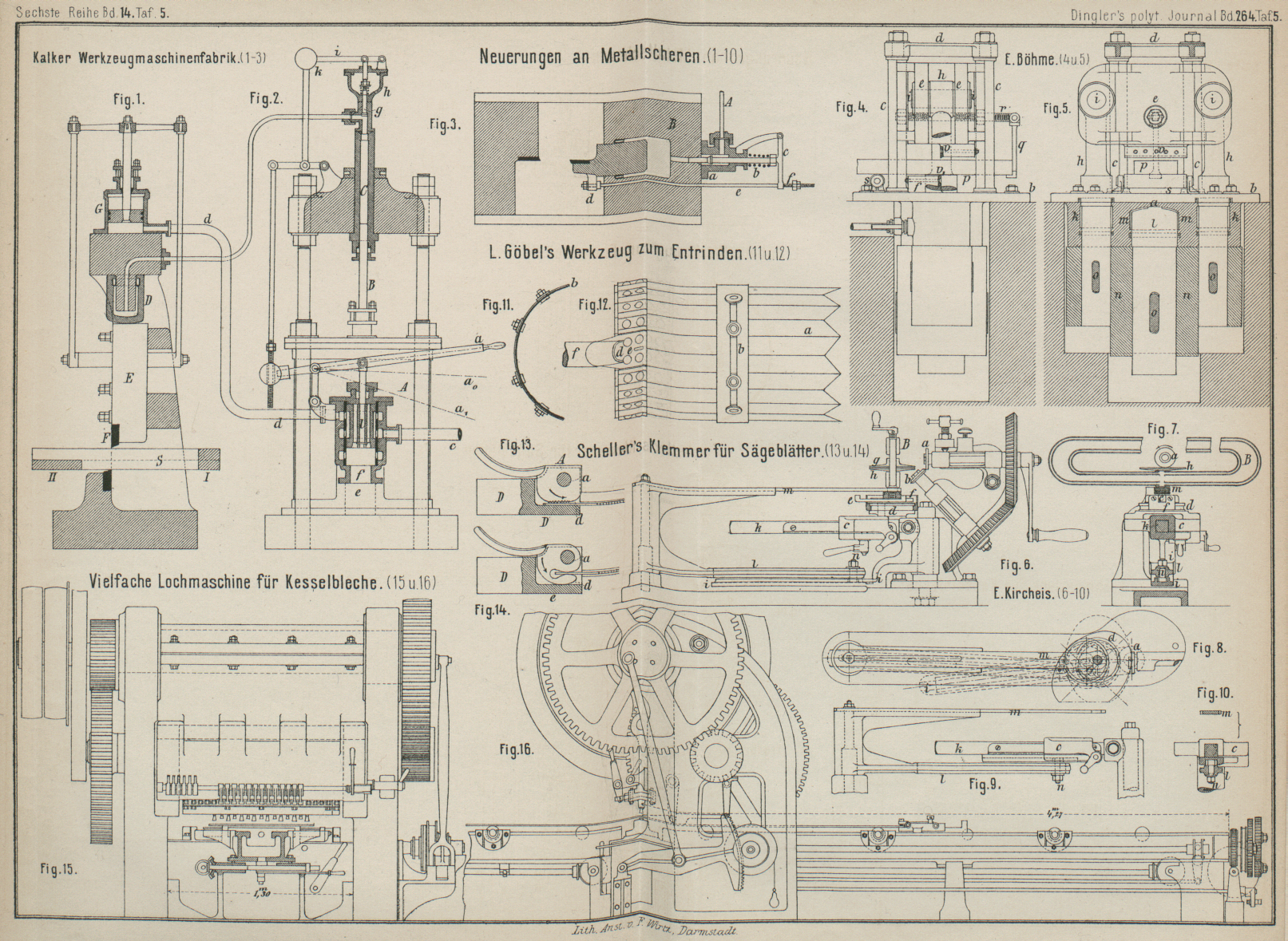
Ueber Neuerungen an Metallscheren.
Die von der Kalker Werkzeugmaschinenfabrik in Kalk bei
Köln a. Rh. (* D. R. P. Nr. 37917 vom 21. Mai 1886) erbaute stehende hydraulische Schere (Fig. 1 und 2 Taf. 5), bei welcher der
Druckkolben der Wasserdruckpresse unmittelbar von einem Dampfkolben bewegt wird,
besitzt zum Hochheben des beweglichen Obermessers der Schere unmittelbar über dem
Preſscylinder des beweglichen Messerschlittens einen kleinen Dampfcylinder und es
kann der Dampfzufluſs zum Hauptcylinder nach der erforderlichen Hubhöhe des
beweglichen Messers entsprechend gesteuert werden. Der Dampfcylinder A wird von unten her mit frischem Dampfe gefüllt und
der Kolben desselben wirkt unmittelbar auf den Preſskolben B des Cylinders C; von letzterem führt eine
Druckwasserleitung nach dem Arbeitscylinder D der
Schere, welcher mittels des Schlittens E das Obermesser
F niederbewegt. Ueber dem Scherengestelle ist ein
kleiner Dampfcylinder gelagert, dessen Kolben G den
Schlitten E mit dem Obermesser F wieder in die Anfangsstellung zurückführt, sobald durch das Dampfrohr
d frischer Dampf unter den Kolben tritt.
Soll mit dieser Schere ein Stab S mit dem Querschnitte
I (Fig. 1) geschnitten
werden, so ist dazu der gröſste Hub des Messers F und
gleichzeitig eine volle Füllung des Dampfcylinders A
erforderlich. Diese Dampfmenge würde aber auch bei einem Stabe S von dem Querschnitte II
verbraucht werden, trotzdem die Höhe des zu zerschneidenden Querschnittes dann nur
einen Theil der Höhe des ersteren Querschnittes ausmacht. Hierbei würde also
unnöthig viel Dampf vergeudet werden. Um dies zu vermeiden und den Dampfverbrauch
genau nach der Höhe des gerade unter dem Messer F
befindlichen Stabes zu regeln, ist an der Schere folgende Steuerung vorhanden: Ein
am Cylinder A befindliches, mittels Handhebel a bewegbares Dampfsteuerventil l ist so eingerichtet, daſs der durch das Rohr c eintretende Dampf abwechselnd durch das Rohr d in den Cylinder G oder durch den Kanal e in den Cylinder A
einströmen und auf demselben Wege auch wieder zurück in das Ausströmungsrohr f flieſsen kann. Ferner ist oberhalb A in der Leitung von dem Pumpencylinder C nach dem Druckcylinder D ein Ventil g mit darüber befindlichem Wasserbehälter h eingeschaltet. Dieses Ventil g wird durch eine Feder und auch durch den im Cylinder C herrschenden Wasserdruck geschlossen, dagegen durch
den Hebel i mit entsprechendem Gewichte k geöffnet. Dabei ist das Ventil g auſserdem derart durch Hebel und Zugstangen mit dem
Dampfventile l in Verbindung gesetzt, daſs es
gleichzeitig mit diesem gesteuert werden kann.
Die Wirkung dieser Steuerung ist folgende: Steht der Steuerhebel
a in seiner höchsten Stellung (vgl. Fig. 2), so tritt nur
Dampf in den Cylinder G und hebt das Obermesser F in seine höchste Lage; gleichzeitig ist das Ventil
g durch den Gewichtsdruck geöffnet und regelt sich
der Wasserstand in den Cylindern C und D selbstthätig durch Ein- oder Austreten von Wasser in
den Wasserbehälter h. Wird nun der Steuerhebel a in die mittlere Stellung a0 gebracht, so wird zunächst der
Dampfeintritt nach dem Cylinder G geschlossen und die
Ausströmung geöffnet. In Folge dessen geht der Schlitten E mit dem Obermesser F durch sein
Eigengewicht herunter bis auf den zu schneidenden Stab; gleichzeitig aber flieſst
auch, da das Ventil g noch immer geöffnet ist, Wasser
aus dem Behälter h nach, bis die Leitung ganz gefüllt
ist. Bringt man dann den Steuerhebel a in die tiefste
Stellung a1, so wird
dadurch die Gewichtswirkung auf das Ventil g aufgehoben
und dasselbe durch die Feder geschlossen; dabei wird aber auch der Dampfeintritt zum
Hauptcylinder A geöffnet und der Schnitt mit dem dabei
erzeugten Drucke vollendet.
Bewegt man nach vollendetem Schnitte den Steuerhebel zurück, so
ist die Reihenfolge der Bewegungen umgekehrt.
Führt man bei einer gewöhnlichen Schere mit Excenter oder
Hebelbewegung einen Schnitt durch einen Stab aus, so wird dabei das nach dem
Untermesser bewegte Obermesser nach vollendetem Schnitte unmittelbar von derselben
Kraft wieder zurück in seine Anfangsstellung bewegt. Anders ist dies jedoch bei
Scheren mit einseitig wirkendem hohem Wasser- oder Dampfdrucke. Hier wird immer, da
der Druck bis zum letzten Augenblicke des Abscherens gleich hoch bleibt, ein
weiteres Vorwärtsgehen des Obermessers über die Schnittgrenze stattfinden.
Um dies zu verhindern und den Messerhalter zu zwingen, genau auf
einer vorher einstellbaren Stelle stehen zu bleiben, dient die in Fig. 3 dargestellte, von
derselben Fabrik angegebene Hubbegrenzung (* D. R. P. Nr. 38347 vom 25. Mai 1886): In der Leitung
A des Druckwassers nach dem Druckcylinder B wird ein Ventil eingeschaltet, welches die Leitung
abschlieſst, sobald das bewegte Messer auf einem bestimmten Punkte angekommen ist.
Zu diesem Zwecke wird das Ventil a durch eine Steuerung
bewegt, welche von der Bewegung des geführten Messers abhängig ist. Es hält zunächst
eine Feder b das Ventil a
geöffnet, welches ein Hebel c, sobald er gegen die
Richtung des Federdruckes bewegt wird, schlieſst. Dies geschieht nun bei jedem
Schnitte dadurch, daſs eine mit dem Messerhalter d
verbundene Zugstange e mit einer einstellbaren Knagge
f den Hebel c beim
Vorwärtsgehen faſst, gegen die Feder drückt und somit das Ventil bezieh. die
Zuleitung des Druckwassers schlieſst.
Eine sehr gedrungene hydraulische Schere zum Schneiden
von Stahl- und Eisenblöcken bis zu 500mm Breite
und 160mm Stärke hat E.
Boehme in Breslau (* D. R. P. Nr. 38373 vom 20. December 1885) construirt;
dieselbe besitzt einen aus Stahlguſs gefertigten dreifachen hydraulischen Cylinder
a (Fig. 4 und 5 Taf. 5), mit welchem die
Sohlplatte b sowie der Klotz f zum Befestigen des Untermessers v1 zusammen gegossen sind. Auf dieser Sohlplatte
stehen, gehörig befestigt, vier quadratische Säulen c,
welche oben durch einen Querholm d unter einander fest
verbunden sind. An den Säulen c wird der Scherenkopf
e bei seinem Auf- und Niedergange geführt, welcher das
Obermesser v und die beiden Bolzen i trägt, woran die Zugstangen h mittels Augen angreifen. Diese Zugstangen sind als Differentialkolben
ausgeführt und bewegen sich in den Nebencylindern k auf
und nieder. Der Hauptkolben l, welcher sich in dem
Hauptcylinder m auf und nieder bewegt, und die beiden
Nebenkolben h sind alle drei gemeinschaftlich in dem
aus Stahlguſs hergestellten Querhaupte n mittels der
Keile o befestigt.
Wird nun Wasser unter starkem Drucke in den Hauptcydinder m geleitet, so wird mittels des Hauptkolbens l das Querhaupt w, die
beiden Zugstangen h und der Scherenkopf e nach unten getrieben, die beiden Messer v und v1 nahern sich einander und zerschneiden den
dazwischen gelegten Block p. Damit das abzuschneidende
Stück nicht nach unten kippe, wodurch eine schiefe Schnittfläche erzeugt würde, soll
sich der Block auf den Haken q auflegen und ist der
letztere mittels der Schraube r je nach der Länge der
abzuschneidenden Stücke vor- und zurückzustellen. Der Block ist auſserdem des
leichten Bewegens halber durch die Walze s auf der
vorderen Seite der Schere unterstützt.
Sobald der Schnitt vollendet ist, wird das Wasser mittels eines
Umschalteventiles in die beiden Nebencylinder k
geleitet, um mittels der Differentialkolben h den
Scherenkopf e wieder nach oben zu bewegen, damit der
Schnitt von neuem beginnen kann. Die Auf- und Niederbewegung der Messer kann mittels
eines Umschalteventiles genau der Stärke der zu schneidenden Stücke entsprechend
eingerichtet werden, so daſs ein Leergang fast ganz vermieden wird.
Bekanntlich ist ein richtiger, von einem Kreisscheibenmesserpaare in Curven
auszuführender Schnitt durch eine ununterbrochene tangentiale Stellung der
Messerebene des den jedesmaligen Blechabschnitt niederdrückenden Messers zu der
Curve bedingt. Ob dabei die Messer mit ihren Achsen die nöthige Wendung machen, oder
ob die zu beschneidende Blechscheibe aus der Messerachsenebene zeitweilig nach
beiden Seiten hin abweicht, ist beides von gleichem Erfolge. Keinesfalls genügt aber
bei Anwendung eines Ovalwerkes, wie an der in Fig. 6 und 7 Taf. 5 dargestellten Ovalschere, jener Ausschlag allein hierzu, welcher
durch die excentrische Bewegung des Blechscheibenmittelpunktes innerhalb der
Excentricität des Ringes hervorgebracht wird; vielmehr muſs derselbe in der Regel
gröſser und bei veränderter Gröſse und Form der zu erzeugenden Ellipse auch
entsprechend veränderlich sein. An der in Fig. 6 bis 10 Taf. 5 dargestellten,
von E. Kircheis in Aue (* D. R. P. Nr. 37171 vom 9.
März 1886) angegebenen, sich an das Patent Nr. 7891 (vgl. 1880 237 * 103) desselben Erfinders anschlieſsenden Vorrichtung wird dieser
Zweck auf folgende Weise erreicht.
Gegenüber einem fest gelagerten Messerscheibenpaare ab befindet sich auf einer Stange k ein aus dem Sattel c,
dem Excenterringe d, dem Doppelflügel (bezieh.
Mitnehmer) e und dem Läufer f bestehendes Ovalwerk. Der Bügel B, welcher
zwischen seinen Preſsscheiben g und h oder anstatt deren zwischen Körnerbolzen das
auszuschneidende Blech aufnimmt, ist um den lothrechten Zapfen jenes Läufers
drehbar.
Die eigentliche Schnitt- oder Curvenlenkvorrichtung besteht
zunächst aus der mit dem Hebel i fest verbundenen (den
Sattel des Ovalwerkes tragenden) Stange k, in deren
gemeinsame lothrechte Lenkachse übrigens der Angriffspunkt der darüber befindlichen
Messerscheiben a, b fällt, und dem hierzu gehörigen
Gegenhebel l. Ueber letzterem, parallel zu demselben
verschiebbar, befindet sich die Lenkschiene m, welche
mit ihrem den Messern zugekehrten Auge denselben Bolzen des Läufers f umschlieſst, welcher den Bügel B trägt und
dessen Achse stets durch den Mittelpunkt der aufzuschneidenden Curve geht. Den
gemeinsamen Angriffspunkt der Hebel i und l bildet schlieſslich ein längs deren Schlitze
verstellbarer Bolzen n, durch dessen veränderlichen
Abstand von beiden Hebeldreh- bezieh. Lenkachsen auch der Ausschlag des
Curvenmittelpunktes, der Gröſse und Form der verlangten Ellipse entsprechend,
bestimmt wird.
Theils in Folge der zwischen den Schermessern und dem Bleche
hervorgerufenen Reibung, theils durch Nachhilfe am Bügel B wird nun die Blechtafel, somit also auch mittelbar der Läufer f des Ovalwerkes in Umdrehung um den vorher
eingestellten Excenterring d versetzt. Gleichzeitig
aber wird dabei der durch die excentrische Bewegung des Curvenmittelpunktes bewirkte
Ausschlag in demselben Sinne auch der Stange k sammt
darauf befindlichem Ovalwerk übertragen, wie es die schematische Darstellung des
Grundrisses Fig.
8 bei verschiedenen Lagen der Ellipse erkennen läſst.
Die in Fig. 9 und 10 dargestellte
Lenkvorrichtung unterscheidet sich von der eben beschriebenen nur dadurch, daſs der
Gegenhebel l, anstatt durch den Hebel i, unmittelbar auf die Stange k wirkt, indem er an einer mit Schlitz versehenen Verlängerung des Sattels
c angreift.
In der Patentschrift sind noch zwei andere Anordnungen der Lenk
Vorrichtung ausführlich beschrieben.
Tafeln