| Titel: | Neuere vielfache Bohrmaschinen. |
| Autor: | Pregél |
| Fundstelle: | Band 264, Jahrgang 1887, S. 431 |
| Download: | XML |
Neuere vielfache Bohrmaschinen.
Patentklasse 49. Mit Abbildungen auf Tafel 25.
Neuere vielfache Bohrmaschinen.
Bohrmaschinen mit mehreren neben einander angeordneten Bohrspindeln haben im
allgemeinen Maschinenbaue aus verschiedenen, theilweise wohlberechtigten Gründen
wenig Anklang gefunden. Soll ein Vortheil in der Leistung oder im Preise der Arbeit
damit erzielt werden, so muſs jedes Bohrzeug unbedingt vollständigen Selbstgang für
den Vorschub des Bohrers besitzen und überdies jede Bohrvorrichtung für sich
abstellbar sein, um ein unnöthiges Leerlaufen einzelner Bohrer zu vermeiden.
Die Bohrspindeln sind entweder an einem Querbalken verstellbar in einer Reihe, oder
aber im Kreise an einem kreisförmigen Rahmen in festen Lagern um ein centrales
Triebrad angeordnet. In beiden Fällen werden sämmtliche Bohrspindeln mit der
gleichen Geschwindigkeit angetrieben, was eine Beschränkung der Wirksamkeit dieser
Maschinen zur Folge hat. Eine weitere Beschränkung wird durch den gewöhnlich
festgestellten Arbeitstisch und in der gegenseitigen Hinderung der verschieden
gestalteten Werkstücke veranlaſst. Es ist daher natürlich, daſs die Zahl der
selbstständigen Bohrzeuge einer solchen Maschine nach und nach vermindert wurde, so
daſs schlieſslich selbst von drei Bohrwerkzeugen einer Maschine während des
Betriebes derselben eines immer stillstand.
Da aber die Hauptkosten einer solchen vielfachen Bohrmaschine in den einzelnen
Bohrwerkzeugen liegen, so ist es gewiſs berechtigt, daſs man es vorzog, die
Bohrwerkzeuge an selbstständigen, einen freien Arbeitsraum gewährenden Gestellen
anzubringen, wo sie den Anforderungen besser entsprechen. Will man aber vielfache
Bohrmaschinen für die Bearbeitung einzelner Werkstücke einrichten, so stellen sich
diesem Bestreben andere Schwierigkeiten entgegen, welche einestheils in der vorhin
erwähnten Anordnung der reihen weisen Aufstellung der Bohrer, wodurch ein
gleichzeitiges Bohren verschieden gelegener Löcher unmöglich wird, andererseits im
Baue der Bohrvorrichtungen selbst und ihrer Antriebsmittel ihre Ursache haben, da in
diesem Falle einem beliebigen Näherrücken der Bohrspindeln bald Grenzen gesteckt
sind.
Ganz anders und zwar sehr vortheilhaft gestaltet sich die Leistung vielfacher
Bohrmaschinen, wenn dieselben mit Sachkenntniſs, also zweckentsprechend und nur für
besondere Arbeiten gebaut sind.Maschinen zum Bohren von Locomotivrahmenblechen u.s.w., an welchen jedes
Bohrwerkzeug beliebige Ortsverschiebung in der Ebene besitzt, können den
vielfachen Bohrmaschinen nicht zugezählt werden.(Vgl. Collier 1887 263 158.) Es
erscheint daher angezeigt, einen Blick auf die Bestrebungen, welche in dieser
Richtung gemacht worden sind, zu werfen und zugleich den Werth dieser Maschinen
kritisch zu erörtern.
Die Verwendbarkeit vielfacher Bohrmaschinen ist in erster Linie in der
Gleichartigkeit einer groſsen Zahl von Werkstücken begründet, wie sie in der
Massenherstellung von Eisenbahnfahrzeugen u. dgl. geboten wird. Ferner ist diese
durch die Gleichmäſsigkeit der Bohrarbeit ermöglicht, indem durch dieselbe es erst
zulässig wird, die Bauart der einzelnen Bohrwerkzeuge derart zu vereinfachen, daſs
dadurch diese zusammengesetzte Maschine für den Bohrbetrieb brauchbar wird.
Namentlich gilt dies für den Vorschub des Werkstückes gegen die Bohrer, wodurch eine
Verstellung der einzelnen Bohrer in ihrer Achsrichtung überflüssig wird und dies
sehr zur Vereinfachung des Ganzen beiträgt.
Gebrüder Craven in Manchester haben nach dem Engineer, 1884 Bd. 58 * S. 387 für die
Wagenbau-Werkstätten der Great Western-Eisenbahn in
England zwei vielfache Bohrmaschinen geliefert, von denen eine mit 38 stehenden
Bohrspindeln zum Bohren sämmtlicher Niet- und Schraubenlöcher eines eisernen
Bufferbalkens auf einmal und eine andere mit 43 wagerecht liegenden Bohrspindeln mit
doppelten Bohrern für die Bearbeitung der Langbalken und Diagonalstreben der
Rahmengestelle von Eisenbahnwagen dient, so daſs mit diesen Bohrmaschinen und den
erforderlichen Kaltsägen, Wasserdruck-Niet- und Biegemaschinen in einer Woche zu 54
Arbeitstunden beiläufig 50 Stück Rahmengestelle vollständig fertig gestellt werden
können.
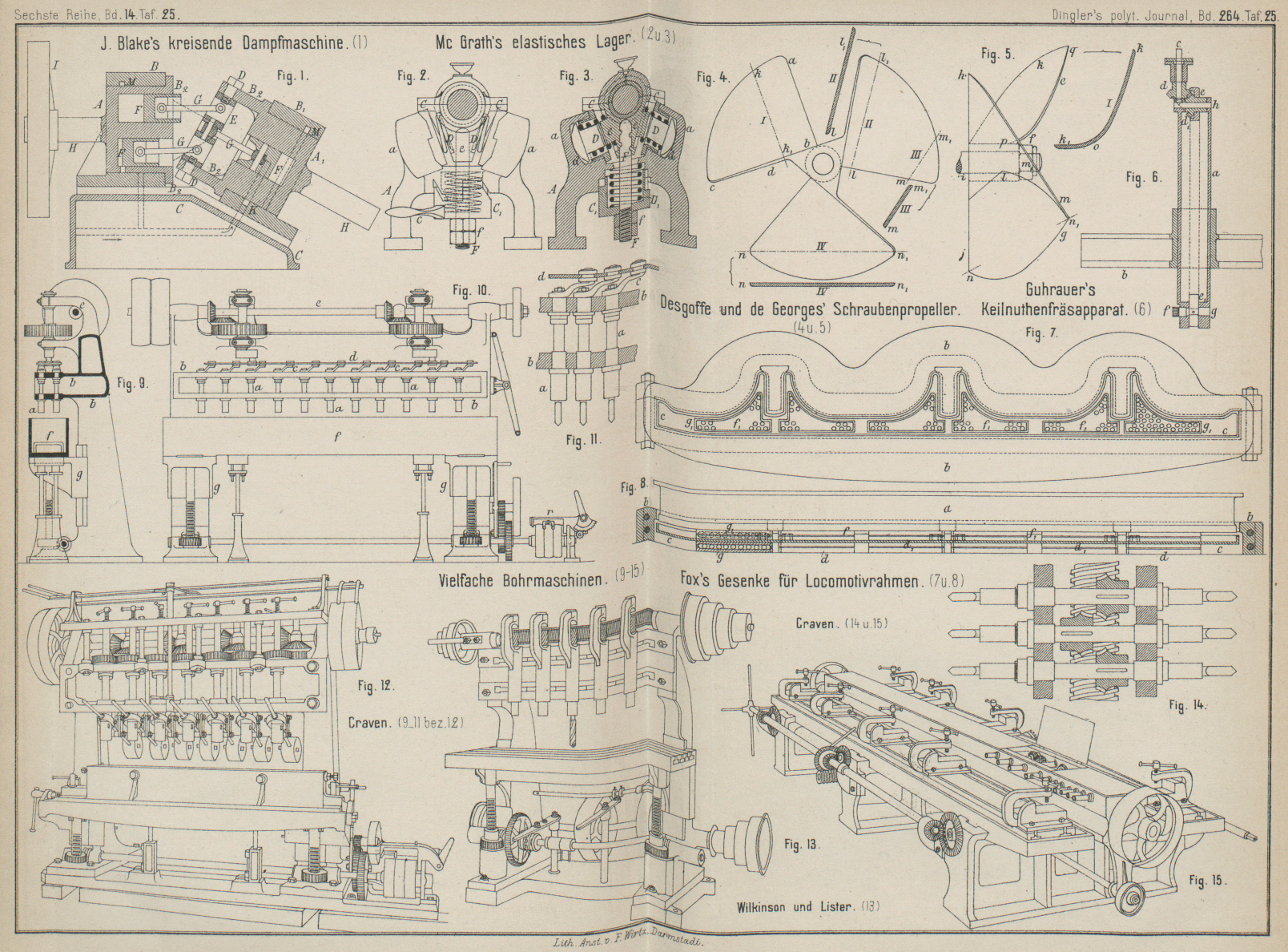
Die stehenden Bohrspindeln a (Fig. 9 bis 11 Taf. 25) der Bufferbalken-Bohrmaschine sind der Löcheranordnung des
U-förmigen Bufferbalkens entsprechend vertheilt und zwischen zwei wagerechten
parallelen Wänden b unveränderlich, aber drehbar
gelagert. Diese Lagerplatten b sind an dem stehenden
Rahmengestelle der Maschine angegossen. An jeder der 38 vorhandenen Bohrspindeln a ist ein als Triebkurbel wirkender Hebel c angesetzt, welcher mit einer für alle Hebel
gemeinschaftlichen Triebplatte d mittels eines Zapfens
verbunden ist. Diese Triebplatte d erhält durch zwei
Kurbeln auf stehenden Wellen eine kreisende Schwingungsbewegung, wodurch alle
Bohrspindeln in Drehung versetzt werden. Selbstverständlich müssen alle Kurbeln
gleich groſsen Hub erhalten. Die Bohrspindeln machen 100 Umdrehungen in der Minute.
Die beiden Triebkurbeln werden mittels Stirnräder und Winkelräder von einer
wagerechten Welle e bethätigt, an deren einem freien
Ende sich eine Fest- und Losscheibe befindet, so daſs mittels Riemenverschiebung
durch einen Handhebel der Gang der Maschine abgestellt werden kann.
Mit ganz besonderer Sorgfalt ist der Bohrtisch ausgeführt, weil
nicht nur der groſse Andruck, sondern auch die Erhaltung so vieler Bohrer zu
auſsergewöhnlicher Vorsicht zwingt, soll ein guter Erfolg gesichert sein. Behufs
Aufnahme des Kühlwassers ist der Bohrtisch/ (Fig. 9 und 10) trogförmig gebildet
und auf zwei freitragenden Böcken g aufgeschraubt,
welche an Führungen der Standsäulen des Rahmengestelles gleiten und durch zwei
Tragschrauben mittels Schneckenräder in der Höhenstellung verschoben werden. Durch
Stopfbüchsen des Tragbodens gehen vier stehende Tragstäbe, die auf zwei Böckchen
fest aufstehen und welche so lang sind, daſs dieselben in der tiefsten Lage des
Troges über dessen oberen Rand etwas vorragen, wodurch ein bequemes Auflegen des
Werkstückes ermöglicht werden kann. Durch Heben des Troges wird das Werkstück gegen
die Bohrer geführt und bildet der Trog die einzige Unterstützung desselben während
der Bohrarbeit. Wird nach vollendeter Arbeit der Trog gesenkt, so halten die
bezeichneten vier Tragstäbe das Werkstück über den oberen Trogrand, wodurch der
gebohrte Bufferbalken ebenso leicht wieder abgenommen werden kann.
Die eigentliche Schaltbewegung während des Bohrens wird von einer
Riemenscheibe der oberen wagerechten Antriebswelle e
der Maschine durch Vermittelung einer starken Räderübersetzung auf die
Schneckenwelle abgeleitet und durch Hebelausrückung des ersten Getriebes
abgestellt.
Während des Stillstandes der Bohrmaschine besorgt ein
selbstständiger Riemenantrieb r, welcher unmittelbar
von der Deckenwelle auf die Schneckenspindel wirkt, ein rasches Heben und Senken des
Bohrtisches, wodurch die Zwischenarbeiten wesentlich beschleunigt werden. Zu diesem
Zwecke ist auf der Schneckenwelle eine Festscheibe zwischen zwei Losscheiben
gesteckt, über welche je ein offener und ein gekreuzter Riemen läuft.
Daſs sämmtliche Bohrer, ohne nachgeschliffen werden zu müssen, 4
Tage lang zu arbeiten vermögen, ist nicht nur dem vorzüglichen Materiale, aus
welchem sie bestehen, zuzuschreiben, sondern auch der Verhinderung jedweden todten
Ganges der Bohrspindeln an ihren Halslagern und dem gleichmäſsigen sanften und
stetigen Vorschübe des Tisches zu verdanken, wodurch ein übermäſsig groſser
Arbeitsdruck vermieden wird.Bei F. Cochrane's vielfacher Bohrmaschine mit 80
stehenden Bohrspindeln (vgl. 1865 178 * 256),
welche beim Baue der eisernen Brücke bei
Hungerford über die Themse verwendet war, wurde der Bohrtisch mittels
Druckwasser gegen die Bohrer getrieben, wobei jede Bohrstelle mit einem
Drucke von 250k gepreſst
war.
Der Antrieb der zweiten Craven'schen
Maschine (Fig.
14 und 15 Taf. 25) mit 43 wagerecht liegenden
Bohrspindeln erfolgt von einer 5185mm langen
Schraubenspindel aus, welche zur einen Hälfte ihrer Länge mit rechtem und zur
anderen Hälfte mit linkem Gewinde versehen ist und die von zwei an ihren freien
Enden aufgesteckten Riemenscheiben bethätigt wird. Um die Bohrer nach Erforderniſs
möglichst nahe an einander zu bringen, sind auf die Bohrspindeln schmale
Schneckenräder aufgesteckt, welche abwechselnd vor und hinter der Achsenebene der
Triebschraube gestellt sind (vgl. Fig. 14), so daſs sie
Winkelrädern gleichen. Hierdurch bieten diese Räder fast gar kein Hinderniſs für die
Nahestellung der Bohrer, während durch das verschiedenartige Gewinde der
Triebspindel der sonst auftretende achsiale Druck beinahe ganz aufgehoben wird. Weil
aber jede Bohrspindel zwischen zwei festen Lagern läuft, welche in der
Gesammtverbindung zwei parallele Gestellwände ergeben, die zusammen einen auf Böcken
ruhenden Kasten bilden, so wird durch das gleichzeitige Bohren auf beiden
Spindelseiten auch jeder Druck in den Lagerbunden der Bohrspindeln aufgehoben.
Hiernach sind in dieser Maschine die schädlichen Reibungen schnell laufender Theile
auf ein Geringes, und zwar durch die Verdoppelung der Leistung herabgemindert. Dem
entsprechend sind an beiden Spindelenden Bohrer eingesetzt und es erfolgt der
Vorschub zweier Werkstücke gleichzeitig auf beiden Seiten der Maschine.
Der zu bohrende Langträger wird auf entsprechend hohe Unterlagen
einer verschiebbaren Tischplatte mittels Spannbügel festgestellt und der Tisch durch
Kraftbetrieb gegen die Bohrer an- und durch Handbetrieb davon abgeschoben. Die
Aufspanntische jeder Maschinenseite bewegen sich auf drei Führungsböcken, welche
zugleich die Unterstützung der Bohrvorrichtung abgeben. In diesen liegen
Schraubenspindeln, welche auf einer Maschinenseite Rechts- auf der anderen aber
Linksgewinde besitzen. Hierdurch werden bei gleichzeitiger Drehung dieser
Schraubenspindeln die beiden Aufspanntische gleichmäſsig gegen einander, also gegen
die Bohrer oder davon abgeschoben. Jede dieser Schraubenspindeln wird durch
Winkelräder von einer wagerechten Langwelle gedreht, auf welcher sich ein
ausrückbares Schneckenrad am Mittellager und ein Handkurbelkreuz am Ende befinden.
In dieses Schneckenrad greift eine Schraube ohne Ende, welche von einer unter der
Maschine liegenden Mittelwelle bethätigt wird, an deren freiem Ende eine
Riemenscheibe aufgekeilt und über welche ein Riemen von der Hauptscheibe geführt
ist.
Da aber die Bohrspindeln zwar in gegebenen Abständen, aber alle in
einer Reihe liegen, so ist es einleuchtend, daſs auf einer Maschinenseite bloſs eine
Lochreihe, auf der anderen Seite aber die andere Lochreihe an den Rand des Langträgers gebohrt
wird. Ist die Lochvertheilung keine symmetrische nach der Länge des Trägers, so
hilft man sich durch verschieden hohe Unterlagen auf den Tischen.
Ein Preſswerk treibt das Kühlwasser durch Leitungsrohre jeder
Bohrstelle zu.
Wilkinson und Lister in Keighley haben nach dem Génie civil, 1886 7 Bd. 10 * S. 223 bezieh. Engineering, 1887 Bd. 43 * S. 69 für ein französisches
Stahlwerk eine vielfache Bohrmaschine mit 5 senkrechten
Bohrstellen gebaut, welche in manchen Theilen der oben beschriebenen Craven'schen Maschine (Fig. 14 und 15) ähnlich
ist.
An einer wagerechten Führungsplatte (Fig. 13 Taf. 25) sind in
Schlitzen die überaus schmalen Bohrwerke in den Wagerechten beliebig verstellbar
angeschraubt. Den Antrieb besorgt eine liegende Schraubenspindel aus Phosphorbronze
durch Vermittelung kleiner Schneckenräder der Bohrspindeln. Die
Schraubenantriebsspindel selbst wird durch eine vierstufige Riemenscheibe bethätigt,
deren Gegenscheibe auf der an der hinteren Gestellseite gelagerten Bodenwelle
sitzt.
Der mit Langschlitzen versehene und an den Standsäulen des
Rahmengestelles geführte Tisch wird durch zwei stehende Tragspindeln mit
Kraftbetrieb gehoben. Diese Schaltbewegung wird von der oberen
Antriebschraubenspindel mittels kleiner Stufenscheiben, durch Vermittelung eines
Stirnräderpaares auf die wagerechte Schneckenwelle übertragen. Eine Zahnkuppelung im
Antriebsrade dient zur Abstellung des Tischvorschubes, während ein unmittelbar von
der Bodengegenwelle auf die Schneckenwelle laufender Riemen den Niedergang des
Tisches in rascher Bewegung vollendet.
Für eine beschränkte Bohrerzahl sind diese Vorrichtungen
zureichend, so daſs diese Maschine für besondere Bohrarbeit an Schienen und Trägern
eine gute Leistung verspricht.
Zum Bohren der Schraubenlöcher in Deckenankern der
Feuerbüchsen haben nach dem Engineer, 1883 Bd.
55 * S. 72 Gebrüder Craven in Manchester eine
Sondermaschine für die Locomotivbau-Werkstätten der Midland-Eisenbahn in Derby
geliefert, welche auch zum Gewindeschneiden eingerichtet ist. In der Construction
und in dem Betriebe des Aufspanntisches gleicht diese Maschine der vorbeschriebenen
Bufferbalken-Bohrmaschine (Fig. 9 bis 11) fast vollständige
hingegen ist die Anordnung und der Antrieb der Bohrer ein wesentlich anderer.
Im oberen wagerechten Querbalken des Maschinengestelles sind in
gleichem Abstande sieben lothrechte Bohrspindeln
drehbar, aber in ihrer Achsrichtung verschiebbar gelagert. Jede derselben wird durch
einen eigenen Gegengewichtshebel nach aufwärts gepreſst und diese höchste Stellung
durch eine Gegenmutterschraube am oberen Lager begrenzt. Diese Hebel umfassen
gabelartig den Bohrkopf und jede Bohrspindel kann mittels Hand frei herabgezogen
werden. Diese 7 Bohrspindeln werden gleichzeitig von einer wagerechten, etwas
zurückliegenden Welle betrieben, in der Weise, daſs vier Winkelräderpaare ebenso
viel Stirnräder bethätigen, welche in die zwischen Lagerbunden geführten 7
Spindelräder eingreifen. Die Spindeln sind durch letztere mittels Nuthkeile geführt.
Der festgestellten Achsenentfernung von 213mm
entsprechend, treibt daher jedes Winkelrad zwei Bohrer und eines nur einen
Bohrer.
Das Werkstück wird gegen die Bohrer gleichmäſsig und selbstthätig
in der früher beschriebenen Art gehoben.
Nach vollendeter Arbeit werden die Lochbohrer durch
Gewindschneidbohrer ersetzt, die Tischbewegung abgestellt, die Bohrspindeln durch
die Handhebel einzeln niedergesenkt, bis die Schneidbohrer greifen und in das
Bohrloch in Folge der Schraubenwirkung gezogen werden. Nun wird die Drehbewegung
umgekehrt und die Schneidbohrer zurückgeführt. Deshalb sind an jedem Ende der wagerechten
Antriebswelle je eine lose und eine feste Scheibe angebracht, auf welche ein offener
und ein gekreuzter Riemen aufläuft, durch deren Verschiebung die Abstellung und
Umkehrung der Bohrbewegung ermöglicht wird. Um aber die im Deckenanker
vorgeschriebenen 14 Löcher bohren und schneiden zu können, wird die Aufspannplatte
mit dem Werkstücke durch eine Schraubenspindel um den halben Betrag der
Spindelentfernung in der Richtung der Bohrerreihe verstellt und der Arbeitsvorgang
wiederholt.
Die Reihen-Bohrmaschine von Joshua Buckton für unmittelbaren Dampf- oder Druckwasserbetrieb wird
unmittelbar auf die zu bohrenden Blechlagen aufgesetzt, entbehrt also eines
Aufspanntisches, wodurch wieder eine eigene Schaltbewegung der Bohrerspindeln
bedingt wird. Diese Maschine unterscheidet sich dadurch wesentlich von den früher
(1882 243 * 110) beschriebenen, obwohl der Antrieb und
die Anordnung der Bohr Vorrichtungen derjenigen von Craven und Wickstead gleich sind.
Auf dem wagerechten Querbalken des eigentlichen Maschinengestelles
sind in verstellbarer Entfernung sechs stehende
Bohrwerkzeuge angeschraubt, auf deren Bohrspindeln Schneckenräder stecken, die von
einer wagerechten Schraubenspindel angetrieben werden. Damit aber diese
Schneckenräder das Anrücken der Bohrwerkzeuge nicht hindern, sind dieselben nur in
halber Breite ausgebildet und auf den einzelnen Bohrspindeln versetzt angeordnet,
wie dies bei der vielfachen Bohrmaschine von Craven
auch durchgeführt erscheint. An jeder Bohrspindel ist eine Steuerspindel
selbstständig drehbar angekuppelt, auf welicher ein Schneckenrad mit Muttergängen in
der Nabe zwischen festen Lagerflächen sitzt. Sämmtliche Steuerräder werden durch
eine Schraubenspindel bethätigt, welche wagerecht und parallel zur Antriebspindel
gelagert ist. Es ist nun leicht verständlich, daſs, wenn eine Steuerspindel an der
Drehung verhindert wird, dies einen Vorschub der Bohrspindel bedingt. Dies erfolgt
in der Weise, daſs mittels eines Handgriffes eine Keilbüchse in die Langnuth der
Steuerspindel geschoben, oder indem durch ein auf die Steuerspindel gestecktes
Handrädchen deren Drehung gehemmt wird, was namentlich beim Ansetzen des Bohrers
zweckdienlich ist. Hierdurch können sämmtliche Bohrspindeln oder jede einzeln nach
Belieben selbstthätigen Vorschub erhalten. Um aber nach erfolgtem Bohren die
Bohrspindeln rasch zurückzuführen, wird der wagerechten Schraubenspindel der
Steuerung eine rückläufige schnelle Drehbewegung durch einen Riemenantrieb ertheilt,
welcher demjenigen gleicht, wie er beim Antriebe der alten Tischhobelmaschinen
üblich ist.
In neuester Zeit werden Reihen-Bohrmaschinen auch für
allgemeinen Bohrbetrieb zu verwenden gesucht. Nach dem American Machinist, 1887 Nr. 7 * S. 7 bauen Gebrüder Prentice in Worcester Maschinen, die im Wesentlichen aus einem
aufrechten Rahmengestelle bestehen, in welchem eine beliebige Zahl einzelner
selbstständiger Bohrmaschinen, gewöhnlich 2 bis 8, angebracht sind.
Während der für sämmtliche Bohrwerkzeuge gemeinschaftliche
Antriebmechanismus alle Bohrer gleichmäſsig bethätigt, kann für jeden Bohrer die
Stärke der Schaltung unabhängig abgeändert werden. An jedem Bohrzeug ist eine
Reibungskuppelung für Zu- und Abstellung des Antriebes vorgesehen, an jeder
einzelnen Bohrspindel aber ein Gegengewichtshebel angelenkt, wodurch nach erfolgter
Auslösung der Steuerung durch eine Handgriffmutter der Bohrer rasch aus dem
Bohrloche gehoben wird. Jeder Bohrvorrichtung ist ein kleiner einfacher
Aufspanntisch, welcher im Gestellrahmen drehbar gelagert ist, beigegeben.
Pregél.
Tafeln