| Titel: | Das Giessen von Muffenröhren. |
| Fundstelle: | Band 265, Jahrgang 1887, S. 241 |
| Download: | XML |
Das Gieſsen von Muffenröhren.
Mit Abbildungen auf Tafel
14.
Gieſsen von Muffenröhren.
Bekanntlich suchen die Gieſsereien ihren Modellvorrath möglichst wenig anwachsen zu
lassen, und führen, wo es thunlich ist, Schablonen zum Formen ein. Ein dahin
zielendes Verfahren, welches Auzillon in der Revue industrielle 1887 vom 30. Juli S. 253 mittheilt,
soll in Nachstehendem mit Hilfe der Fig. 1 bis 11 Taf. 14 näher
erläutert werden. Dasselbe vereinfacht die Herstellung der Formen und gestattet die
Benutzung derselben Formkästen, Modelle und Geräthe. Das Werkzeug besteht aus einer
Spindel, welche die Form für das Einsteckende eines Muffenrohres auszubilden und zu
glätten hat.
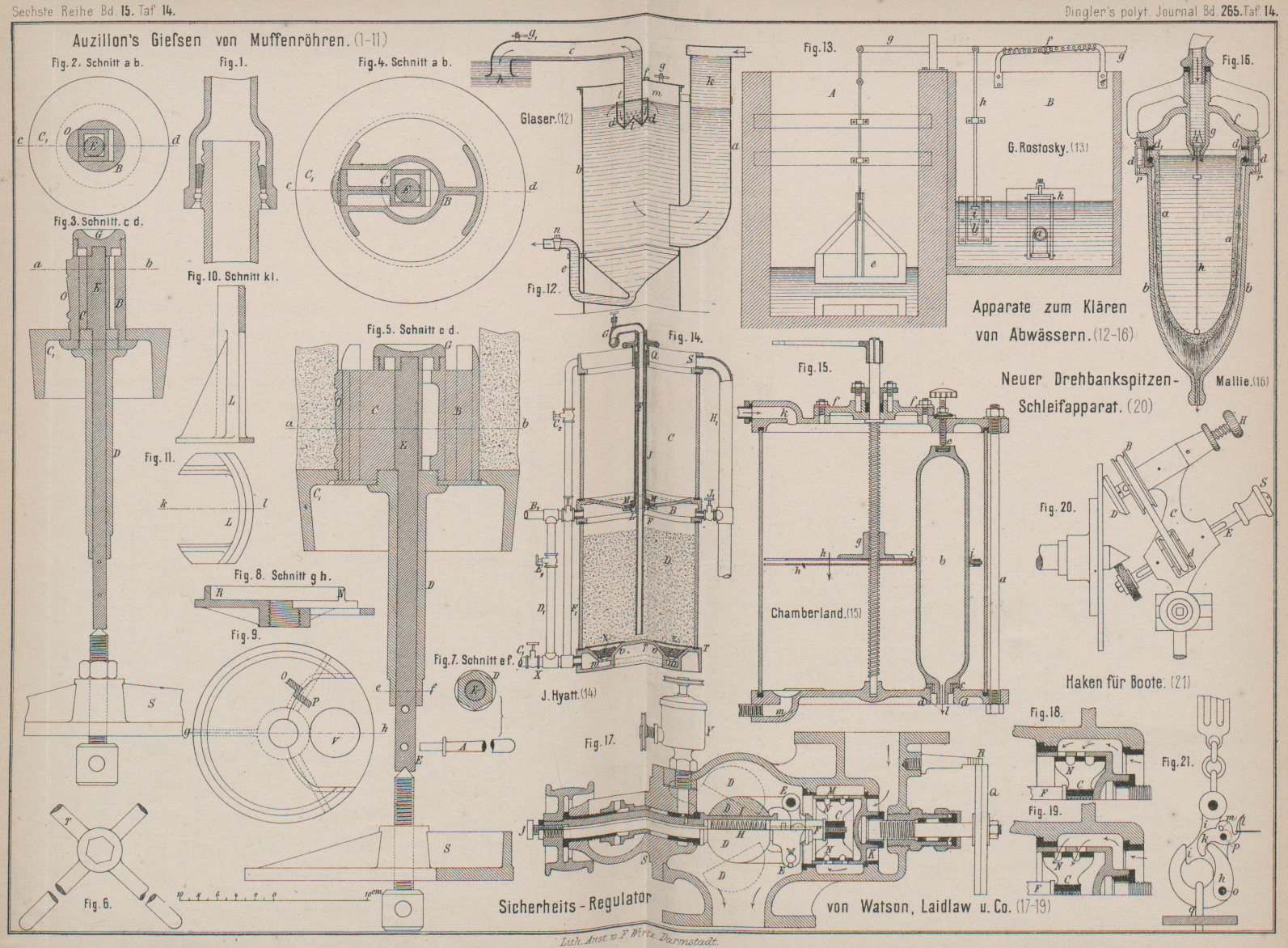
Die Figuren zeigen die Anwendung der Vorrichtung auf die bekannte Somzée'sche Muffenverbindung. Fig. 1 gibt die Form der
herzustellenden Muffe, Fig. 2, 3 und 6 zeigen die Formspindel
für 40mm-Rohre. E ist
eine Stahlspindel, die oben einen excentrischen Theil hat und in einem Zapfen
endigt. Ein Bronzerahmen C berührt mit seinen
Innenflächen das Excenter E und trägt das profilirte
Stück O, mit welchem es in das ebenfalls von Bronze
gefertigte Stück B zurücktreten kann. Letzteres bildet
eine rechteckige Aussparung und ist am Rahmen C1 befestigt, der wieder mit dem Unterkasten der Form
verschraubt ist. Die Befestigung ist durch eine lange Hülse D bewirkt, welche an ihrem Grunde mit Gewinde versehen ist und den Kragen
der Hülse B gegen die Platte drückt, wenn man
anschraubt. Ein Stopfen G, welcher auf B geschraubt ist, nimmt den Zapfen des Excenters E auf.
Man handhabt den Apparat mit dem vierarmigen Handrade, welches auf das sechskantige
Ende der Hülse D befestigt wird und zugleich mit dem
Handgriffe A (Fig. 7), welcher durch die
Querbohrung der Spindel E gesteckt wird. Um mit dem
Werkzeuge ein Rohrende einzuformen, schlieſst man den Formkasten, nachdem vorher das
Stück C1 an denselben
befestigt ist; jetzt führt man das Stück O in die Hülse
B ein, dann die Spindel E. Sind Handrad und Handgriff aufgesteckt, so schlieſst man das Ganze mit
dem Querstücke S und dessen Körnerschraube, die man
nach Bedarf anzieht. Die Arbeitsweise ist nun leicht ersichtlich: dreht man die
Spindel E mittels des Handgriffes A, so dringt das Profilstück O in den Sand ein; man hat nur noch zwei bis dreimal das Handrad T zu drehen, um die Form im Sande auszubilden. Nun kann
das Geräth abgenommen werden, was keine Mühe macht. Zwei bis drei Minuten reichen
hin für den ganzen Vorgang bei kleineren Röhren, bei gröſseren fünf bis sechs
Minuten.
Die übrigen Figuren zeigen die Anwendung für verschiedene Röhrengröſsen, ohne daſs an
dem Wesen des Verfahrens geändert worden ist. Das Stück B (Fig.
4) ist mit Flügeln versehen und während es in der kleinen Ausführung
cylindrisch war, ist es hier hohl und mit Bogenstücken angeordnet, um den Sand
abzustützen. Auf diese Weise wird das Gewicht nicht unbequem groſs.
Für Röhren über 135mm Weite sind die Formspindeln
nach den Fig.
8 bis 11 gebaut. Es genügt hier ein einziges Glättestück für die
verschiedensten Rohrstärken. Die Vorrichtung besteht in einer Scheibe oder einem
Kreuzstücke R mit dem Rande N. Auf der flachen Scheibe ist der Sandhalter L befestigt. Auf die Mittelnabe wird eine als Handhabe zum Drehen dienende
Stange aufgeschraubt. Ein Werkzeug, genau wie das eingangs beschriebene, für ein
40mm-Rohr, wird an die Scheibe hinter das
Stück L geschraubt, indem man es durch eine Aussparung
V der Scheibe einführt. Auf diese Weise ist die
Verwendung eines und desselben Werkzeuges für alle gröſseren Rohrdurchmesser
ermöglicht.
Das vortheilhafte Arbeitsverfahren, welches ohne Aenderung der bestehenden Kosten und
mit denselben Betriebsmaterialien, wie sie in jeder Gieſserei gebräuchlich sind,
ausgeführt werden kann, ist auf den Fumel'schen Werken
in Gebrauch, und möchte sich auch wohl für manche andere Arbeit eignen.
Tafeln