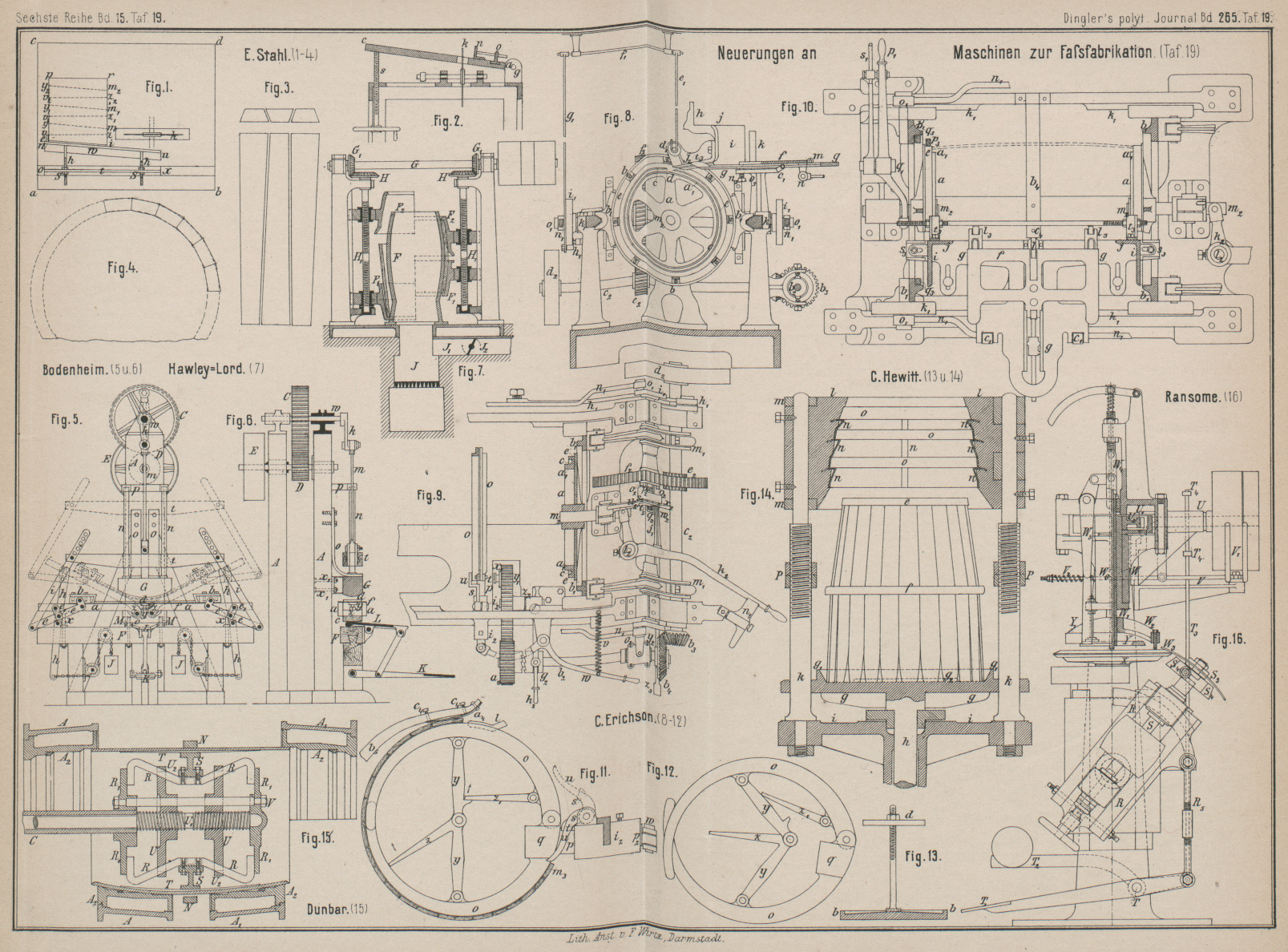
| Titel: | Neuerungen an Maschinen zur Fassfabrikation. |
| Autor: | Mg. |
| Fundstelle: | Band 265, Jahrgang 1887, S. 344 |
| Download: | XML |
Neuerungen an Maschinen zur
Faſsfabrikation.
(Patentklasse 38. Fortsetzung des Berichtes Bd.
257 S. 131.)
Mit Abbildungen auf Tafel
19.
Neuerungen an Maschinen zur Faſsfabrikation.
Faſsdauben. Die Fertigstellung von Kübeldauben auf der
Kreissäge und zwar von zwei Dauben mit drei Schnitten bezweckt der Vorschlag von E. Stahl, in Firma J. Stahl in Eſslingen a. N. (* D. R. P. Nr. 38187 vom 2. März 1886). Wie alle
geschnittenen Dauben dürften auch die nach diesem Vorschlage hergestellten trotz
ihrer besseren Fügung nur für trockene Packfässer verwendbar werden. Der Vorschlag
kennzeichnet sich kurz dadurch, daſs die Gestalt der Daubenseitenflächen, also die
Schräge durch entsprechend schräge Lagerung des Arbeitstisches gegen die Kreissäge
und des Anschlages gegen den Tisch beeinfluſst wird. Die vorgeschlagene Maschine ist
in Fig. 1 und
2 Taf. 19
dargestellt.
Die Tischplatte abcd ist in den Scharnieren g drehbar, um dieselbe mittels der Schraubenspindel s zweckdienlich schräg, bezieh. mit der senkrechten
Kreissäge k einen entsprechend schiefen Winkel bildend,
stellen zu können. Der Führungsschlitten noux besteht
im Wesentlichen aus dem ⊤-Eisen t und der Führungsschiene w; ersteres bewegt
sich in der Nuth der Platte abcd und letztere dient zum
Halten des Holzes und zum Durchführen desselben durch die Kreissäge k. Beide Theile sind mittels der in den Scharnieren SS drehbaren Schraubenspindeln hh mit einander verbunden; letztere haben auch den Zweck, die
Führungsschiene w entsprechend schräg zu spannen.
Wird ein Brett eipr an die Führungsschiene w gelegt und mittels der Führung der Richtung zv nach durch die Kreissäge k geführt, so muſs das hierdurch abgeschnittene Stück eivz sowohl in seinen Kanten als auch seiner Fläche
nach die in Fig.
3 angedeutete Form der Dauben erhalten, wie solche zur Bildung des Kübels,
wie in Fig. 4
gezeichnet, erforderlich ist.
Das um eine Daubenbreite kleiner gewordene Brett vzpr
wird nun umgewendet (die untere Fläche nach oben und umgekehrt) und wieder so an die
Schiene w gelegt, daſs der Punkt z auf den Punkt e, der
Punkt v auf den Punkt i
fällt, und die Richtung zv die Richtung ei und ferner die Richtung ym die Richtung zv erhält u.s.w. und der
Punkt p auf den Punkt m2 und der Punkt r auf
den Punkt y2 fällt, und
die Kante pr die Richtung m2
y2 nehmen muſs. So
durch die Kreissäge k geführt, muſs der Schnitt durch
ym gehen, und eine zweite Daube ymvz (in Form und Gröſse genau wie die erste) ist
wieder zum Gebrauche fertig geschnitten.
Zum Biegen der entsprechend bearbeiteten Faſsdauben in die zur Bildung des Fasses erforderliche
Form bedient sich M. B. Bodenheim in Cassel (* D. R. P.
Nr. 34767 vom 19. Juli 1885) der in Fig. 5 und 6 dargestellten Biegevorrichtung, bei
welcher ein Biegebock gegen zwei winkelige Hebel arbeitet. Die beiden mit
Klemmbacken b zum Einspannen der immer einzeln
gebogenen Dauben versehenen Hebel a stützen sich mit
Zapfen z auf ein Widerlager c und stehen mit einer durch Kurbel k und
Zugstange m von der Maschinentriebwelle w senkrecht auf und nieder bewegten Traverse t in gelenkiger Verbindung, so daſs im Laufe des
Biegevorganges die Hebel aus der gestreckten in die punktirt gezeichnete Lage
übergehen und hierbei die Biegung der Dauben vollzogen wird. Auf den Hebeln aa ruht eine Blattfeder f,
welche beim Bewegen derselben ein Anpressen des Daubenholzes an die Curve des
Biegebockes bewirkt, zugleich aber ein Bewegen des Holzes von links nach rechts von
der Mitte aus verhütet. Diese Feder f veranlaſst ferner
eine vollständig gleichmäſsige Streckung der äuſseren Holzfasern; ohne ihre
Anwendung wäre das Holz bedeutend leichter dem Brechen ausgesetzt.
Die Construction der Maschine kann in folgender Weise ausgeführt werden:
Zwischen zwei Lagerböcken AA ist ein Zahnrädervorgelege
CD angeordnet, welches mittels Riemenscheibe E, die auf der Welle des Triebrades D sitzt und von der Triebwerkswelle aus in Bewegung
gesetzt wird. Das Vorgelege ist derart zu bemessen, daſs die Welle w, auf welcher das getriebene Zahnrad C sitzt, etwa sechs Umdrehungen in der Minute macht.
Auf diese Welle w ist die Kurbel k aufgesteckt, welche mittels der Zugstange m und der Traverse t auf
die beiden Hebel aa so wirkt, daſs die freien Enden
derselben während jeder Umdrehung der Welle w einmal in
die Höhe gezogen und wieder niedergelassen werden.
Die Hebel aa selbst bestehen aus zwei
Flacheisenschienen, welche an ihrem einen Ende durch einen als Stützzapfen des
Hebels dienenden Bolzen z und im übrigen prismatische
Holzstücke mit einander verbunden sind. Unter diesen Hebeln befindet sich bei x ein Auflager, auf welches sich die Hebel legen, bevor
die Kurbel ihren tiefsten Punkt erreicht hat; dadurch tritt in der Bewegung der
ersteren eine Ruhepause ein, während welcher das gekrümmte Daubenholz entfernt und
neues eingelegt werden kann. Sie tragen in gleichen Entfernungen von ihren
bezüglichen Stützzapfen z je einen Klemmbacken b, welcher nicht unmittelbar auf dem Hebel selbst
befestigt ist, sondern durch ein gegliedertes Verbindungsstück e getragen wird, an welchem die Traverse t mittels zweier Flacheisenschienen i angehängt ist. Auf dem Klemmbacken b ist ein winkelig gebogenes Stück Flacheisen
angebracht, welches mit Schlitzen versehen ist, durch welche Schrauben auf die
Klemmbacken geführt sind, um ein Verstellen des Eisens zu gestatten. Das Eisen
selbst bezieh. das winkelig gebogene Ende desselben bezweckt ein Festhalten der
Daube auf der Feder f.
Gegen den einen der Bolzen e1, mittels deren das Verbindungsstück e an
dem Hebel a befestigt ist, stützt sich der obere Arm
eines an dem Balken F gelagerten zweiarmigen Hebels h, welcher, unter der Einwirkung eines
Belastungsgewichtes J stehend, auf den Hebel a eine Zugwirkung ausübt, so daſs dieser sich während
seines Erhebens aus wagerechter Lage gleichzeitig etwas in seiner Richtung
verschiebt, wobei sich sein Stützzapfen z in einer
etwas ansteigenden gekrümmten Bahn auf dem Widerlager bewegt.
Diese Anordnung im Verein mit dem gleichzeitigen Heben des Widerlagers c durch Fuſstritt K und
Hebel L hat zur Folge, daſs das zwischen den
Klemmbacken der Hebel liegende Daubenholz mit verhältniſsmäſsig geringem Widerstände
in allen Theilen sehr gleichmäſsig gekrümmt wird. Zu dem Zwecke ist ferner auf dem
Widerlager c in g eine
Stellschraube y angebracht, durch welche die Feder f mit dem Daubenholze d
bei der Einwirkung von Kund L auf c, gegen den Biegebock G gepreſst werden, ehe die Hebel aa ihre Wirkung ausüben. Das Widerlager c führt sich in den Bolzen MM bei der Auf- und Niederbewegung.
Der guſseiserne Biegebock G mit gekrümmter Grundfläche
ist an dem vorderen Lagerbock durch die Streben o und
durch Schrauben oder Bolzen x1 befestigt; ferner ist er an den Säulchen nn
befestigt, welche ihrerseits in das Stück p reichen und
sich beim Anpressen der Daube an den Biegebock gegen dieses stützen. Diese Säulchen
haben zugleich den Zwecke der Traverse t als Führung zu
dienen.
Faſsbindemaschinen. Das bekannte Verfahren des Abbiegens von Hölzern über offenem Feuer hat durch J. Hawley und S. Lord in
Liverpool (* D. R. P. Nr. 38808 vom 3. April 1886) eine beachtenswerthe Ausbildung
erfahren. So sehr beim Biegen über einem Feuer die Hölzer in Folge ungleichmäſsiger
und plötzlicher Austrocknung zum Platzen und Aufreiſsen geneigt sind, so
beachtenswerth ist der Umstand, daſs dieselben ihre gezwungene Form viel besser
behalten als beim nassen Biegen. Bei der vorgeschlagenen Maschine werden die
vorgearbeiteten Dauben zu einem Faſskörper zusammengestellt und dann unter Zuleitung
der Feuergase von einer offenen Feuerung mittels eines Preſskopfes so weit gebogen,
daſs die Reifen aufgezogen werden können.
F ist eine Ausfüllung (Fig. 7), welche dieselbe
Form hat wie die Innenseite eines der herzustellenden kleinen Fäſschen. In demselben
Mittelpunkte (concentrisch) mit der inneren Ausfüllung F ist eine Kappe F1 angebracht, welche etwas weniger als halb so hoch ist wie die Länge der
unter Behandlung befindlichen Faſsdauben. Diese Kappe hat im Inneren dieselbe Form
wie die äuſsere Oberfläche des fertigen Fasses. Eine zur Herstellung eines Fäſschens
hinreichende Anzahl der behandelten oder weichen Faſsstäbe wird nun in den
ringförmigen, freien Raum, welcher zwischen der Kappe F1 und der inneren Ausfüllung vorhanden
ist, eingeschoben.
Dann wird die Triebwelle G in Bewegung gesetzt. In die
Kegelräder G1 der
Triebwelle greifen zwei Kammräder H. Diese sind an den
Schraubenwellen H1,
welche mit Rechts- und Linksgewinde versehen sind und an denen sich im Inneren
Schraubenmuttern befinden, befestigt. Die Muttern sind an den Kappen F1 und F2 und die Säulenleiter
befestigt und so am Drehen gehindert. Sobald also die Welle G und die Schraubenwellen H1 in Bewegung gesetzt worden sind, werden die Kappen
zusammengebracht. An der unteren Kappe F1 ist im Inneren eine Stütze angebracht, um die
Faſsstäbe so weit hinaufschieben zu können, bis dieselben mit der inneren Füllung
F concentrisch sind. Dann werden die Faſsstäbe an
dem oberen Ende durch eine zweite Stütze, welche im Inneren der oberen Kappe
angebracht ist, zurück- bezieh. niedergehalten. Die Faſsstäbe berühren so die innere
Füllung und erhalten in dieser Weise ihre spätere fertige Form.
Unter der inneren Ausfüllung ist ein kleiner Ofen J
angebracht, welcher mit dem Feuer- oder Heizzuge J1 und dem Schieber J2 in Verbindung steht. Sobald eine genügende Anzahl
Faſsstäbe aufgestellt sind, wird der Schieber J2 geschlossen, wodurch die Flamme und die heiſsen
Oase in das Innere der Ausfüllung geleitet werden und so die innere Ausfüllung
erhitzen. Die Faſsstäbe werden nun der Hitze so lange ausgesetzt, bis sie getrocknet
sind und die gewünschte Form angenommen haben. Der Schieber J2 wird dann geöffnet und die Flamme sowie
die heiſsen Gase gehen in den Rauchzug. Man kann die Kappen und die innere
Ausfüllung entweder durchlöchern oder die Oberfläche derselben ein wenig
wellenförmig machen, um den vorhandenen Dampf oder die Feuchtigkeit abgehen zu
lassen.
Der üblichen Anordnung der Faſsbindemaschinen schlieſst sich die in Fig. 8 bis 12 Taf. 19 dargestellte
Ausführung von C. W. O. Erichson in Hamburg (* D. R. P.
Nr. 31567 vom 11. Mai 1884) an. Bei dieser Maschine drehen sich die Scheiben, an
welchen die Dauben zur Aufnahme der Formreifen geordnet werden, nicht mit den
Dauben, sondern liegen fest und sind mit einer oben auslaufenden Nuth versehen, in
Reiche die Dauben hineingeschoben werden. Ehe die Dauben jedoch in die Nuthen
gelangen, werden sie zuvor über eine Biegevorrichtung geführt, durch welche sie die
Ausbauchung nach der Mitte zu erhalten, von der Biegevorrichtung gehen sie dann über
einen Ring, der mitten zwischen den Nuthenscheiben angebracht ist, wodurch sie
während der Bildung des Fasses in der gebogenen Stellung erhalten werden, während
ihre Enden in den Nuthen gleiten. Der Ring ist so eingerichtet, daſs er, wenn
ungefähr zwei Drittel des Fasses geformt ist, sich von seinem Support selbstthätig
loslöst und nun zwischen den diametral gegenüberliegenden Dauben festgeklemmt
bleibt, bis das Faſs fertig ist. Dann werden die Formreifen aufgeschoben, die
Daubenenden damit nach innen gepreſst und so das gebauchte Faſs geformt, welches
nach dem Auseinandergehen der Nuthenscheiben aus der Maschine herausrollt. Der im Fasse befindliche
Spannring, welcher aus zwei mittels Scharnieren an einander befestigten Hälften
besteht, wird dann zusammengeklappt und wieder auf seinen Support gesteckt, worauf
die Bildung eines neuen Fasses beginnen kann. Selbstverständlich sind immer mehrere
Ringe vorräthig., die man nach einander in die Maschine bringt, um ununterbrochen
weiter arbeiten zu können.
Die Nuthenscheiben a, an welchen die Dauben zur Faſsform
geordnet und bis zur Anbringung der Formeisen gehalten werden, sitzen an achsialen
Ständern b in einer der Faſshöhe entsprechenden
Entfernung von einander; sie sind mit Nuthen c
versehen, in welche die im äuſseren Nuthenrand e
angebrachten Einschnitte d führen. Die Dauben werden
durch den Stempel f von dem Zuführungstische g weg durch die Gleitrinne j2 hindurch in die Nuthen c geschoben. Man stapelt am besten die Dauben auf den
Böcken h auf und führt sie dann Stück für Stück an den
rechtwinkelig zu einander stehenden Schienen j und i hinab auf den Zuführungstisch g; sollten die Dauben auf den Stempel f
fallen, so werden sie von den beiden Sperrbolzen k so
lange zurückgehalten, bis der Stempel zurückgeht, fallen dann auf den Tisch g und werden durch den Stempel bei seinem Vorwärtsgange
mitgenommen. Die Schienen j und i sind verstellbar eingerichtet durch Anordnung von Coulissenansätzen s3 (Fig. 10), welche an die
Tischplatte g angeschraubt werden; die Schienen j sind mit Nuthen j2 versehen, in welchen die Daubenenden gleiten.
Die Ausbauchvorrichtung, welche am Ende des Tisches g
angebracht ist, besteht aus der Rippe l (Fig. 10) und
den beiden Druckrollen l3, von denen je eine an jeder Seite neben der Rippe l angebracht ist. Die in den Nuthen j2 geführten Dauben
müssen in der Mitte über diese Rippe l hinweggleiten,
wobei ihre Enden durch die Reibungsrollen l3 nach abwärts gedrückt werden. In dieser Form
stöſst sie der Stempel in die Nuthen c der Scheiben a hinein. Der Stempel ist bei m mit dem Gleitstücke n, welches in dem
Tische g läuft, drehbar verbunden. Sein vorderes Ende
führt sich also auf der Ausbauchrippe l hin und drückt
demnach auch beim Ausbauchen der Daube gegen dieselbe, bis sie in den Nuthen der
Scheiben a sich befindet. Von der Ausbauchrippe l gehen die Dauben mit ihrem mittleren Theile auf den
Ring o hinüber (Fig. 9), welcher sie bis
zur Vollendung des Fasses in der gebauchten Form erhält, indem er ihre Enden gegen
die äuſseren Ränder e der Nuthen c anpreſst. Auf diese Weise können die Dauben leicht in
den Nuthen c verschoben werden.
Der Ring o wird von dem Ende einer starken Schiene p unterstützt, welche in die am Ringe sitzende Hülse
q (Fig. 11) eindringt. Die
Schiene p ist verschiebbar im Supporte i2 angeordnet und wird
durch den an i2 mittels
Scharnieres befestigten Hebel s gehalten. An dem letzteren sitzt ein Arm
u, welcher in den Ring o hineinragt und durch die erste Daube gehoben wird, wenn etwa zwei
Drittel des Fasses geformt sind und folglich jede erste Daube m3 in den Nuthen c genügend weit herumgeschoben ist. Dadurch kommt der
Hebel s auſser Eingriff mit dem Ausschnitte t der Schiene p, welche
dann sofort durch eine am Hebel w befestigte Feder v zurückgezogen wird, so daſs sich der nun lediglich
zwischen den Dauben gehaltene Ring o mit dem sich
vervollständigenden Fasse dreht und mit demselben die Maschine verläſst. Er besteht
aus zwei Halbkreisen, welche mittels Scharnieres verbunden sind (Fig. 12); in gespreizter
Stellung wird er durch die Gelenkhebel y gehalten, wenn
dieselben eine gerade Linie bilden; zur Sicherung gegen freiwilliges Einknicken der
Hebel y dient der Arm z1, welcher sich gegen die Hebel y stemmt. Die Bewegung der Hebel y wird mittels der Handhabe z ausgeführt.
Bei der Anwendung des Spannringes und der äuſseren Nuthenränder e an den Scheiben a wird
jede Reibung der Stirnseite der Dauben an den Scheiben a vermieden; sie werden ohne jede Unterstützung ihrer Enden von innen
heraus gehalten. Es ist deshalb auch der innere Rand a1 der Nuth c
wesentlich kleiner, als der Umfang der zusammengesetzten, das Faſs bildenden Dauben,
ehe die Formreifen darüber geschoben sind; man kann diesen Rand sogar ganz
entbehren, um die Dauben mittels der Formringe fest zusammenziehen zu können, was
sehr schwer ist, wenn ihre Stirnkanten an den Scheiben a fest anliegen, und unmöglich, wenn sie auf einem inneren Ansatz ruhen.
Es sollen jedoch die Dauben, wenn sie in die Nuthen eintreten, deren Boden berühren,
um sie alle in einer Richtung zu erhalten, und diese Berührung beibehalten, wenn sie
zusammengezogen werden; zu diesem Zwecke ist der Grund der Nuth geneigt
angeordnet.
Die Führungsnuthen j2
müssen aus dem Wege sein, wenn die Formreifenträger b1 nach vollendeter Zusammensetzung des
Fasses sich vorwärts schieben und die Formreifen p3 aufsetzen. Ebenso sollen diese Führungen sich
etwas heben, wenn die letzte Daube eingelegt ist; die erste Daube schiebt sich dann
unter die Platten t3,
welche diese Führungsnuthen enthalten und an dem Tische g sitzen, der bei c1 am Gestelle drehbar angebracht ist.
Die Führungen und der Tisch sind mittels der Stangen d1 und e1 mit dem einen Arm einer oscillirenden Welle f1 verbunden, an deren
öderem Arme durch die Stange g1 der Hebel h1 angehängt ist; der letztere wird durch das auf der
Welle j1 sitzende
Excenter i1 in Bewegung
gesetzt, und zwar entspricht diese Bewegung derjenigen der Formeisenträger b1 weil beide durch den
Umlauf der Welle j1
hervorgerufen werden. Gehalten werden die Führungsnuthen j2 in gehobener Stellung durch den bei q1 am Ständer q2 drehbaren Hebel p1, dessen eines Ende
mit der Stange d1
verbunden ist, während an dem anderen Arme ein Fallhaken s1 sitzt, welcher in einen Ausschnitt des Ständers
q2 einschnappt,
sobald dieser Arm weit genug heruntergegangen ist. Die Reifenträger b1 gleiten an
V-förmigen Schienen k1;
derjenige, welcher der Welle j1 am nächsten liegt, ist mit dem auf dieser Welle
sitzenden Excenter m1
verbunden, während der andere von der Welle j1 mittels der Kurbel o1 und der Stange n1 bewegt wird. Kurbel und Excenter sind
so zu einander gestellt, daſs sie im gegebenen Augenblick von beiden Seiten aus die
Formreifen nach der Mitte des Fasses zu verschieben.
Sobald die Formreifen über das Faſs gelegt sind, läſst man das letztere aus der
Maschine rollen, indem man die rechte Scheibe a mittels
des Handhebels k2
zurückzieht. Der um l2
drehbare Winkelhebel k2
verschiebt die Spindel m2 der Scheibe a und wird in der
Verschluſsstellung durch den Knaggen n2 gehalten. Unterhalb des Tisches g können im Gestelltheile o3 Stellschrauben n3 angebracht werden, welche zur
Regulirung der Tischhöhe dienen. Der Vorschubstempel f
ist mit einem drehbaren, schwingenden Hebel verbunden, welcher mittels einer Stange
an den Kurbelzapfen x1
der auf der Mittelwelle z2 sitzenden Scheibe y1 angehängt ist. Die Mittelwelle z2 wird von der Welle
b2 aus durch das
Getriebe a2 in Umlauf
versetzt, die Welle b2
selbst erhält ihre Bewegung von der die Riemenscheibe d2 tragenden Hauptwelle c2, welche ebenfalls
die Welle j1 zur
Bewegung der Formreifenträger mittels des Getriebes e2 und des Zahnrades f2 sich drehen läſst.
Zur Uebertragung der Kraft von der Hauptwelle c2 nach der Welle b2 dienen die conischen Räder b3 und b4. Auf der Welle b2 sitzt lose das Zahnrad a2, welches den Vorschubapparat in Betrieb
setzt; es wird mit der Welle b2 durch die mittels des Handhebels h2 verstellbare
Klauenkuppelung g2
zusammengekuppelt,
Der Vorschubstempel soll festgehalten werden, wenn das Faſs zusammengesetzt ist, doch
kann er ohne Schaden weiter arbeiten, sobald der Tisch mittels des Hebels p1 gehoben ist und
keine Dauben zugeführt werden. Die Welle j1, welche die Formreifen träger verschiebt, macht
nur eine Umdrehung bei jeder Schicht; ihr Triebrad f2 sitzt deshalb lose auf der Welle und ist mit einer
Anzahl von Vorsprüngen o2 versehen, welche hinter die Klaue p2 greifen, sobald die Reifenträger verschoben werden
sollen. Die Klaue p2
mit ihrem Muffe s2
gleitet in einer Nuth q2 der Welle und wird durch die Feder t2 in die Vorsprünge o2 hineingedrückt. Zum Zurückziehen dient
der Hebel u2, dessen
schiefe Fläche sich gegen den Kopf w2 der Klaue p2 legt. Sollen die Reifen träger vorgeschoben
werden, so wird der Hebel u2 gehoben, daſs der Kopf w2 der Klaue in Folge der Wirkung der Feder t2 darunter weggleiten
kann. Der Hebel u2 kann
am Griffe x2 angefaſst
oder auch mittels des Trittes y2 bewegt werden, indem der Arbeiter auf die Platte
z3 tritt. Die
Reifenträger sind eventuell mit Gummiringen
q3 zu füttern, um die
Reifen elastisch halten zu können. Die Formeisen drücken, wenn sie über das Faſs
geschoben werden, die Daubenenden fest an einander und bleiben, nachdem das Faſs die
Maschine verlassen, so lange daran, bis die eigentlichen Reifen aufgelegt sind.
Oberhalb des Spannringes o kann eine Vorrichtung
angebracht werden, welche ein Verschieben der Daubenränder verhindert; sie besteht
aus dem am Gestelle befestigten Arme b3, an welchem eine starke Feder a4 sitzt (Fig. 11). Die
Spannung der Feder, welche mittels der Stellschrauben c4 geregelt wird, hält die zuletzt
eingeschobene Daube so lange fest in ihrer Lage, bis die nächste eingeführt
wird.
In weiterer Ausführung dieser Maschine (* Zusatz Nr. 35769 vom 10. December 1885)
verwendet der Erfinder statt der Führungsnuthen an festen Scheiben Formreifen mit
Abschrägungen; auch ersetzt derselbe den Springring durch einen nachgiebigen, um
eine verschiebbare Formscheibe gelegten Ring.
Während es bisher bei der Verwendung von Faſsbindemaschinen nothwendig war, den
Faſskörper zunächst durch besondere Reifen vorläufig zusammenzuhalten und diese mit
einer besonderen Arbeit und auf einer besonderen Maschine durch die bleibenden
Reifen zu ersetzen, bildeten C. und W. W. Hewitt in Swanscombe, England (* D. R. P. Nr.
39240 vom 16. Juni 1886) den zum Zusammenbringen des Faſskörpers benutzten Preſskopf
gleich so aus, daſs beim Biegen die bleibenden Reifen aufgezogen werden. Das
einzuschlagende Verfahren ist folgendes:
Die Enden der Dauben werden behufs Aufnahme der Ränder der Böden ausgenuthet, bevor
die Dauben zusammengestellt werden. Der Deckel wird gleichfalls eingeschoben, bevor
die Reifen aufgetrieben sind, statt daſs man zuerst die provisorischen Reifen
auftreibt und hierauf die Dauben behufs Aufnahme der Böden wieder aus einander gehen
läſst. Beim Bereifen der Fässer und Auftreiben der Reifen verwendet man eine Glocke.
Die bleibenden eisernen Reifen werden in Nuthen im Kegel oder der Glocke eingesetzt
und federnde Stützen angebracht, um sie zu unterstützen. Das Faſs wird auf den
Hebetisch der Auftreibmaschine gebracht, welche es in den Kegel hebt, und in die
Reifen eingezwängt, welche der Kegel enthält, wie die bisher benutzten
provisorischen Reifen. Bei Fässern zur Aufnahme fester Körper können die Böden
eingesetzt werden, nachdem das Faſs bereift ist.
Zum Zusammenstellen und Ordnen des Reifen ward das in Fig. 13 dargestellte
Gestell benutzt, um dessen obere stellbare Scheibe d
die Dauben dicht an einander gelegt werden, während dieselben sich gegen en
erhabenen Rand der unteren Scheibe b stützen.
Beim Zusammenstellen des Fasses werden die Dauben so lange ausgesucht, bis sie sich
oben entsprechend berühren. Hierauf legt man drei Reifen auf die Dauben; einen
kleinen eisernen Hebereifen e (Fig. 14), oben, einen
groſsen Reifen nahe an das untere Ende des Kegels und einen Mittelreifen bei f, in die Mitte. Die nächste Arbeit ist das Vortreiben,
bei welcher der untere Reifen niedergedrückt und der Mittelreifen an seine Stelle
gebracht wird; dabei hat man Sorge zu tragen, daſs man in der Nähe des Mittelreifens
eine glatte Oberfläche erhält. Das Faſs wird dann auf den Tisch g gebracht, der durch eine hydraulische Presse gehoben
werden kann, h stellt den Kolben dar und i eine feststehende Bodenplatte, an welcher die Säulen
k befestigt sind. Die Säulen k tragen den Kegel oder die Glocke l, die aus zwei Theilen besteht. Diese beiden Theile
sind durch einen Scharnierbolzen mit einander verbunden, und zwar bildet eine der
Säulen den Scharnierbolzen, wie dies die Zeichnung andeutet. Die andere Säule geht
durch bloſs einen der Theile, trägt jedoch eine Klinke m mit Klemmschraube, und durch diese Klinke werden die Theile
festgestellt, wenn sie geschlossen sind, nn sind
federnde Stützen innerhalb des Kegels oder der Glocke. Die bleibenden Reifen oo aus Reifeneisen werden auf die federnden Stützen
gelegt; diese Reifen sind genau in der dem Fasse entsprechenden Gröſse angefertigt.
Die Reifen liegen unter Erhöhungen im Kegel, so daſs sie nicht emporgehen können,
wenn das Faſs durch sie hinaufgehoben wird. Nachdem die Maschine so vorbereitet ist,
die Reifen sich an ihrer Stelle befinden und der Kegel geschlossen ist, wird der
Reifen e abgeschlagen und der Tisch g in Bewegung gesetzt. Der Tisch trägt das Faſs und
schiebt es nach aufwärts durch die Reifen; so wie das Faſs emporgeht, gehen die
federnden Stützen n zurück, wobei sie den Weg frei
machen. Wenn die Dauben theilweise zusammengedrückt sind, wird der fertige, schon
früher verdübelte Boden vom Arbeiter an seine Stelle gebracht und beim Fortschreiten
des Zusammenbiegens der Dauben wird der Rand des Bodens von der Kimme festgehalten.
Die Bewegung des Tisches setzt sich fort, bis sie von den Muttern P begrenzt wird, die schon vorher auf den Säulen
eingestellt wurden. Der Kegel wird dann geöffnet und das Faſs frei gemacht. Das Faſs
wird nun umgekehrt und durch eine Wiederholung der Operation die übrigen Reifen und
der zweite Boden angebracht.
Der Tisch g hat zwei vorspringende Rippen; die äuſsere,
g1 hält die unteren
Enden der Dauben an ihrer Stelle, wenn sie zum ersten Male auf den Tisch kommen, und
die innere Rippe g2
hält das Faſs in der Mitte des Tisches, während das zweite Ende bereift wird.
Auch bei der Maschine von A. Dunbar in Guelph, Ontario
(Canada) (* D. R. P. Nr. 32716 vom 5. April 1885), sind zwei gegen einander
bewegbare Preſsköpfe zum Zusammenpressen des Faſskörpers wirksam. Die Dauben werden
auf einem an der Maschine angeordneten Wärmeofen zunächst vorgewärmt und dann von
dessen Platte ab sofort in die Preſsköpfe geschoben. Die Anordnung dieser Maschine
zeigt im Allgemeinen keine hervorragenden Merkmale, jedoch verdient die nachgiebige
Tonnenform eine nähere Besprechung.
Die elastische Tonnenform besteht aus gebogenen Stangen R (Fig.
15) (in diesem Falle aus 18), deren Enden derart parallel zu einander
umgebogen sind, daſs sie durch die Scheiben R1 in ihrer Lage erhalten werden. In der Mitte der
gebogenen Stangen R sind Segmente oder Blöcke S befestigt, von denen hier jeder zwei biegsame
Stahlplatten oder daubenförmige Stahlstäbe T trägt,
welche mittels Schrauben mit versenkten Köpfen befestigt sein können. Zum
Auseinanderspreizen oder Schlieſsen der Segmente S,
welche die elastische, schlieſsbare Form bilden, dienen mit Einschnitten versehene
Scheiben U/, welche durch eine mit Rechts- oder
Linksgewinde versehene Schraubenspindel U1 verstellt werden können. Um den Umfang der
Scheiben U sind mit geeigneten Einschnitten versehene
Reifen U2 befestigt;
die Scheiben U können durch Drehen der Schraubenspindel
U1 aus einander
geschoben, also die Segmente S geschlossen werden. Die
gebogenen Stangen R und die Stahldauben T sind etwas kürzer als die zum Faſsmantel
zusammenzubiegenden Dauben, so daſs die Kreissägen oder Fräser ohne jedes Hinderniſs
frei in Thätigkeit treten können. Die eine der Platten R1 ist mit der Hohlspindel C fest verbunden, so daſs die Tonnenform durch letztere
in Umdrehung versetzt werden kann. Stahlbolzen V halten
die Scheiben R1 in
ihrer Lage fest. Dieselben dienen auch als Führungen für die Expansionsscheiben U und verhindern deren Mitdrehen bei der Umdrehung der
Welle U1.
Der Metallring N ist an geeigneter Stelle behufs
bequemen Einführens der Dauben auf die elastische Form geschlitzt und im Durchmesser
etwas gröſser als der Auſsendurchmesser des fertigen Faſsmantels, so daſs letzterer
bequem hindurchgeschoben werden kann.
Um ein leichtes Einführen der Dauben zu ermöglichen, wird die Faſsform ein wenig
geschlossen und erst, wenn die volle Anzahl Dauben Angeschoben ist, so weit aus
einander gespreizt, daſs die Dauben im Ringe N während
des Zusammenziehens in ihrer richtigen Lage festgehalten werden. Sollten sich
einzelne der Dauben nach dem Ende zu verschieben, so stoſsen dieselben gegen
Abgleichringe, welche drehbar auf den äuſseren Enden der Preſsköpfe AA1 angebracht sind und
so nahe nach den Oeffnungen derselben verschoben werden können, daſs eine sich
verschiebende Daube sofort dagegen stöſst und in dieser Lage so lange festgehalten
wird, bis die anderen Dauben ebenfalls dieselbe Lage erreichen; hierauf werden die
Abgleicher wieder losgelassen und federn in ihre frühere Stellung zurück. Die
Abgleichringe bestehen aus zwei um einen gemeinsamen Zapfen drehbaren Hälften,
welche durch Federkraft aus einander gehalten werden, bis sie durch Schluſs beider
Hälften zum vollen Ringe über den Innenrand der Preſsköpfe überstehen.
Um die Reibung des Faſsmantels in den Preſsköpfen zu verringern, sind die festen
Bindereifen oder Einsätze A2 angeordnet, welche sich mit dem Faſsmantel drehen und die Dauben dicht
zusammenhalten.
Dieselben bleiben auch dann in den Preſsköpfen, wenn der fertige Faſsmantel aus der
Maschine herausgenommen wird; hierzu werden dieselben, wenn erforderlich, so lange,
bis sie den Faſsmantel freigeben und während sie mit den Preſsköpfen zurückgleiten,
durch Stifte oder eine andere geeignete Vorrichtung in ihrer Stellung zu A und A1 erhalten.
Beim langsamen Umlaufe der Form treten Fräser an die Enden des Faſskörpers heran, um
dieselben auszugleichen, bezieh. die Kimme anzuschneiden.
Böden. Beim Beschneiden der Faſsböden ist es üblich, die
beiden Klemmenplatten, zwischen welchen die Werkstücke, aus denen die Böden
gearbeitet werden, einander durch Schrauben zu nähern. Diese Bewegung ist
verhältniſsmäſsig langsam, und das Freimachen der Böden muſs durch einen Schlag mit
der Hand oder einem Hammer erfolgen. Um den Zeitverlust zu vermeiden, den eine
solche Methode des Festklemmens und Auslösens der Böden mit sich bringt, ersetzen
A. Ransome und Th. J.
Wilkie in London (* D. R. P. Nr. 35306 vom 11. August 1885) die durch
Schrauben bethätigte Klemmvorrichtung durch eine Anordnung von Kniehebeln, die durch
einen Handhebel bethätigt wird, und setzen einen Ring mit Nägeln für die
Klemmplatte. Dieser Ring kann mittels der Stange der Querpresse eines Hebels der
gegenüberliegenden Platte genähert oder von derselben entfernt werden und ist mit
der mittleren Welle durch Arme verbunden.
Der Rahmen R (Fig. 16) ist durch eine
stellbare Stange R5 mit
einem um die Welle T drehbaren Arm verbunden; auf
derselben Welle befindet sich ein Tritt T1 und ein Arm T2, der ein Gegengewicht trägt. Das Ganze ist so
angeordnet, daſs der Arbeiter dadurch, daſs er seinen Fuſs auf den Tritt stellt, das
obere Ende des Rahmens heben kann (wobei sich der Rahmen um den Zapfen dreht) und
hierdurch die Säge und das Schneidzeug zum Abschrägen mit dem Werkstücke in
Berührung bringt. Nimmt der Arbeiter den Fuſs weg, so fällt das Schneidzeug vom
Werkstücke weg. S3 ist
eine concave Säge, die am oberen Ende der Welle S
befestigt ist, und S4
sind die Schneidzeuge unmittelbar unterhalb der Säge, durch welche die untere
Abschrägung des Bodens hervorgebracht wird.
Am oberen Theile der Maschine befindet sich eine Welle U
mit fester und loser Riemenscheibe und mit einer Vorrichtung, um den Treibriemen von
einer Riemenscheibe auf die andere schieben zu können. Diese Vorrichtung wird von
dem Tritte T1
bethätigt. Ein Arm auf der Welle T ist mit der
vertikalen Stange T3
verbunden, auf welcher stellbare Anschläge T4 angebracht sind. Diese Anschläge wirken auf einen
zweiarmigen Hebel V, der seinerseits wieder auf die
Riemengabel V1 wirkt.
Auf diese Weise wird, wenn der Tritt vollständig niedergedrückt ist, die Welle U angetrieben; sobald aber der Tritt freigelassen wird,
führt die Feder V2 die
Riemengabel zurück und der Treibriemen wird auf die lose Scheibe gelegt. Die Welle U trägt eine Schraube ohne Ende U1, die mit einem Zahnrade U2 auf der hohlen Welle
W in Eingriff steht. Die Welle W dreht sich daher langsam in ihren Lagern im Gestelle.
In der Welle W befindet sich ein Rohr W1, das sich mit
derselben dreht. W2
sind Arme, die am Rohre W1 befestigt sind und an den Enden Nägel W3 tragen, die auf das Werkstück drücken, es in
seiner Stellung festhalten und ihm die drehende Bewegung der Welle W mittheilen. Das obere Ende des Rohres W1 ist mit den unteren
Stangen eines Kniehebels W4 verbunden, die durch den Handhebel W5 bethätigt werden können. Wenn der Griff W5 sich in derjenigen
Stellung befindet, in welcher er in der Zeichnung dargestellt ist, befinden sich die
Arme der Kniepresse in einer geraden Linie und die Nägel W3 werden fest gegen das Werkstück
gedrückt. Zieht man das untere Ende des Griffes nach auſsen, so werden die Nägel
gehoben.
Die Bretter, welche den Boden bilden, werden bei der Fabrikation von einem Tische X getragen, der sich frei um das Hauptgestell der
Maschine drehen kann. Unmittelbar oberhalb des Werkstückes wird ein Ring Y durch Platten Y1 festgehalten; derselbe verhindert, daſs die Böden
von den Nägeln W3 mit
heraufgenommen werden.
Die markirten Bretter werden auf den Tisch X unter den
Ring Y gelegt, das mittlere Brett wird in die passende
Stellung gebracht und durch die Spitze der Stange W6 festgehalten, bis die anderen Bretter in die
entsprechende Stellung gebracht worden sind und durch Niederdrücken der Nägel W3 mittels des Griffes
W5 festgestellt
werden. Nachdem auf diese Weise das Holz auf dem Tische X festgestellt worden ist, setzt der Arbeiter seinen Fuſs auf den Tritt
T1 und hebt so die
Sage in die Arbeitsstellung und diese schneidet in das Holz ein, worauf sich die
obere Scheibe U zu drehen beginnt. Der Tisch X dreht sich, und wenn die Drehung desselben vollendet
ist, ist der Boden passend zugeschnitten, indem die Säge S3 die obere Abschrägung schneidet und die
untere Abschrägung durch das Schneidzeug S4 unter der Säge hervorgebracht wird.
Mg.
Tafeln