| Titel: | Neuere Fräsmaschinen. |
| Autor: | Pregél |
| Fundstelle: | Band 265, Jahrgang 1887, S. 482 |
| Download: | XML |
Neuere Fräsmaschinen.
Mit Abbildungen im Texte und auf Tafel 24 und 25.
Ueber neuere Fräsmaschinen.
Die Fräse wirkt ununterbrochen und höchst gleichförmig, sie ist für die Bearbeitung
beliebig gestalteter Flächen ein sehr geeignetes Werkzeug. Seitdem die Fräser
selbst, auf eigens gebauten Maschinen gerifft und ihre abgestumpften Riffenschneiden
ebenfalls auf Sondermaschinen bequem und aufs richtigste nachgeschliffen werden
können, erreicht die Fräsearbeit einen hohen Grad von Vollkommenheit, während sich
die Herstellungskosten der Fräsewerkzeuge gleichzeitig erniedrigen.
Die besondere Eigenthümlichkeit der Fräse, daſs immer nur ein kleiner Theil des
Fräserumfanges im Eingriffe mit dem Werkstücke steht, jede einzelne Schneide nur
während eines kurzen Zeitraumes wirkt und Wärme aufnimmt, hingegen in der
übrigbleibenden Zeitdauer einer Umdrehung frei bleibt und sich abzukühlen vermag,
gibt derselben einen groſsen Werth für die Metallbearbeitung.
In ihr erscheinen die Vorzüge der Dreh- und Hobelstähle gleichsam vereinigt. Weil aber die genaue
Ausbildung der einzelnen Schneiden einer Fräse möglich ist und bei richtigen
Abmessungen ein Einhaken derselben in das Werkstück nicht stattfindet, so werden mit
der Fräse Schnittgeschwindigkeiten angewendet, die weit über die Grenze reichen, die
allen übrigen Schneidwerkzeugen gesteckt ist.
Bei Formfräsern und bei Fräsescheiben, die mit ihren Seitenflächen wirken, kann
allerdings diese groſse Schnittgeschwindigkeit kaum eingehalten werden. Es ist daher
für allgemeine Arbeit der gerade, cylindrische, sogen. Kolbenfräser mit kleinem
Durchmesser und schraubenförmig steilgewundenen Riffen, aus dem Grunde
empfehlenswerth, weil die Schnittgeschwindigkeit an allen Punkten gleich, der
tangentiale Schnittdruck wegen des kleinen Hebelarmes, bei gleichbleibendem
Riemenzuge groſs und der Eingriff in Folge der Furchenwindung ununterbrochen
gleichmäſsig ist. Die Beschränkung der Fräserlänge und die rasche Abnutzung sind
jedoch Nachtheile, welche entstehen, wenn man genöthigt ist, Kolbenfräser schwach zu
nehmen.
In richtiger Erkenntniſs des inneren Werthes des Fräsewerkzeuges, hat in den letzten
Jahren kaum eine Arbeitsmaschine eine so weitgehende Durchbildung erfahren und so
groſse Verbreitung gefunden wie die Fräsmaschine.
Es sind namentlich die Versuche bemerkenswerth, andere in der Werkstätte schon
vorhandene Arbeitsmaschinen oder auch neue von schwerer Bauart, für zeitweilige
Fräsearbeit geeignet zu machen. Wohl dürfte aber eine Erweiterung der Fräsearbeit
auf groſse Werkstücke, kaum aber auf gröſsere Flächen derselben zu erwarten
sein.
Gestalt und Zweck des Werkstückes sind fast stets bestimmend für die Ausbildung der
Fräsmaschine und obwohl dieselbe beinahe immer geeignet ist, die
verschiedenartigsten Flächenformen zu bilden, so bleibt jede einzelne doch nur mit
Vortheil auf die Bearbeitung einiger Werkstücksarten beschränkt.
Es werden Maschinen gebaut für das Schneiden der Fräsewerkzeuge, selbst für das
Ausfräsen der Reibahlen, Spiralbohrer und dergleichen Werkzeuge, in leichter
Ausführung und mit beschränkten Theilvorrichtungen. Dagegen ist die Theilvorrichtung
sehr ausgebildet bei denjenigen Maschinen, die zum Ausfräsen der Zahnlücken an
Stirn-, Winkelrädern und Zahnstangen dienen.
Die ausgedehnteste Verwendung findet die Fräse als Sondermaschine, in der Gewehr- und
Nähmaschinenfabrikation und in ähnlichen Betrieben. Erst in neuerer Zeit wird die
Fräsmaschine im allgemeinen Maschinenbau vortheilhaft zur Bearbeitung oft
wiederkehrender Theile verwendet, wo sie alsdann in zweckentsprechender schwerer
Bauart ausgeführt ist.
Spindelkopf und Aufspanntisch sind die Haupttheile der Maschine. Die Schnitt- oder
Hauptbewegung besitzt stets die rotirende Fräserspindel, hingegen werden die Einstell-,
Vorschub- oder Schaltbewegungen in der gröſsten Mannigfaltigkeit entweder durch
einen Haupttheil allein ausgeführt oder auf beide, auf Fräser und Werkstück
vertheilt. Um aber eine vielseitige Flächenbildung zu erreichen, wird die Lage der
Spindel gegen die Bewegungsebene des Tisches dadurch veränderlich gemacht, daſs
entweder der Spindelkopf in loth- und wagerechter Richtung verstellt werden kann,
oder hierzu der Aufspanntisch geeignet gemacht ist.
Auſserdem wird nach Bedarf dem Werkstück eine langsame, ununterbrochene Drehung
ertheilt, welche, in Verbindung mit der gleichzeitigen geraden Tischverschiebung,
als resultirende Bewegung eine Schraubenlinie ergibt, in welcher die Schnittstelle
liegt.
Sehr oft gestattet man entweder dem Werkzeug oder dem Werkstücke eine freie Bewegung
längs einer Lehre (Schablone), wodurch beliebig gestaltete Flächen mit absoluter
Gleichheit wiederholt werden können, wie dies in gleicher Vollkommenheit mit einer
anderen Maschine kaum möglich ist. Bei kleineren Maschinen, welche hauptsächlich zur
Herstellung von Werkzeugen dienen, ist die Fräserspindel in einem schwingenden
Rahmen gelagert, welcher die durch die Schablone vorgeschriebene Führung mittels
Hand enthält.
Bei gröſseren Maschinen wird der Fräserschlitten durch Gewichtshebeldruck an die
Lehrschiene angeschoben, oder es ist in den Aufspannsupport eine weitere
Supportplatte noch eingelegt, die ohne Bewegungsspindel, bloſs durch Gewichtdruck
verschoben wird. Hierbei ist aber stets eine Anordnung vorgesehen, bei welcher ein
freiwilliges Austreten des Fräsers aus dem Werkstücke möglich ist, sobald irgend
eine Fehlstellung o. dgl. vorkommt.
Gewöhnlich hat jede Maschine bloſs eine Fräserspindel, die entweder loth- oder
wagerecht liegt oder im Winkel verstellbar ist. Zum Ausfräsen der Spiralbohrer
verwendet man auch Maschinen mit zwei versetzten, unter dem Steigungswinkel der
Bohrerspirale geneigte Fräserspindeln, um jede schädliche einseitige Druckwirkung
auf den Bohrer zu vermeiden und die Arbeit zu beschleunigen.
Auch bestehen Maschinen für allgemeine Fräsearbeit, die mit einer stehenden und einer
liegenden Spindel abwechselnd arbeiten. Dies wird durch Verdrehung des Spindelkopfes
in der Wagerechten erreicht, wobei abwechselnd eine der beiden, sonst festgelagerten
Fräserspindeln über den Aufspanntisch zu stehen kommt.
Schwache Fräserspindeln laufen nur zwischen Spitzen ruhig, deshalb sind auch manche
Fräsemaschinen mit einem übergreifenden, stellbaren Arm ausgerüstet, in welchem die
Gegenspitze für die Spindelführung liegt, sofern diese nicht schon in einem
Lagerrahmen sich dreht. Allgemein wird aber der Fräser am freien Spindelende
angebracht.
Gewöhnliche Antriebsmittel sind der Schnurtrieb und der auf Stufenscheiben laufende Riemen, mit und
ohne Räderübersetzung. Der selbstspannende Schnurtrieb ist bei solchen kleineren
Maschinen unentbehrlich, wo die Schnurrolle die freie Bewegung der Fräserspindel
mitmacht. Bei Maschinen mit unveränderlich gelagerter Fräserspindel erhält der
Aufspanntisch nicht nur Einstellbewegung in der Höhenrichtung, sondern auch
selbstthätige winkelrechte Verschiebung der wagerechten Supportplatten, sowie
Vorrichtungen, um auch das Werkstück zeitweilig oder dauernd zu drehen und die Achse
desselben parallel oder schräg gegen die Bahnen der Tischschlitten zu stellen.
Winkeleinstellung des oberen Tischschlittens gegen die festgelagerte Fräserspindel
ist für das Ausarbeiten von gewundenen Nuthen unerläſslich. Eine Neigung der
Tischfläche gegen die Wagerechte ist selten und nur bei stehenden Spindeln
angewendet.
Die Schaltbewegungen der Tischschlitten werden nach gewöhnlicher Art mittels
Riementriebes und Bewegungsschrauben ausgeführt, wobei Reibungsauslösungen und
Hubbegrenzungen vielfache Anwendung finden. Selbstthätigen Vorschub ertheilt man
häufig nur jenen Tischschlitten, welche winkelrecht zur Fräserspindel stehen.
Die Schnittgeschwindigkeit der Fräser hängt von der Härte, der Beschaffenheit des
Werkstückmateriales und von dem Arbeitsvorgange hauptsächlich ab, und wird im Mittel
für Stahl 80mm für 1 Secunde angenommen, beträgt
für Guſseisen 200 bis 300mm und steigt für
Rothguſs bis 500mm.
Der gerade Vorschub nimmt mit dem Fräserdurchmesser ab, die Sauberkeit der Arbeit mit
kleinerem Vorschübe zu; derselbe wird im Mittel 15 bis 45mm in einer Minute gemacht.
Da die Riffentheilung des Einhakens wegen nicht zu groſs sein darf, so entfällt auf
einen Riffenzahn ein gerader Vorschub von 0,01 bis 0mm,02 im Mittel.
Der Schneidwinkel wird annähernd 55° gemacht, wovon 51° auf die Zuschärfung und 4°
auf die Anstellung entfallen. Mit kleineren Schneid winkeln erhöht sich wohl die
Schnittwirkung, dagegen leidet der Bestand der Schneiden.
Nach diesen allgemeinen Bemerkungen dürfte eine kurze Beschreibung einer Reihe
neuerer Fräsmaschinen angemessen sein, welche den verschiedensten Zwecken dienend,
besondere constructive Eigenthümlichkeiten aufweisen.
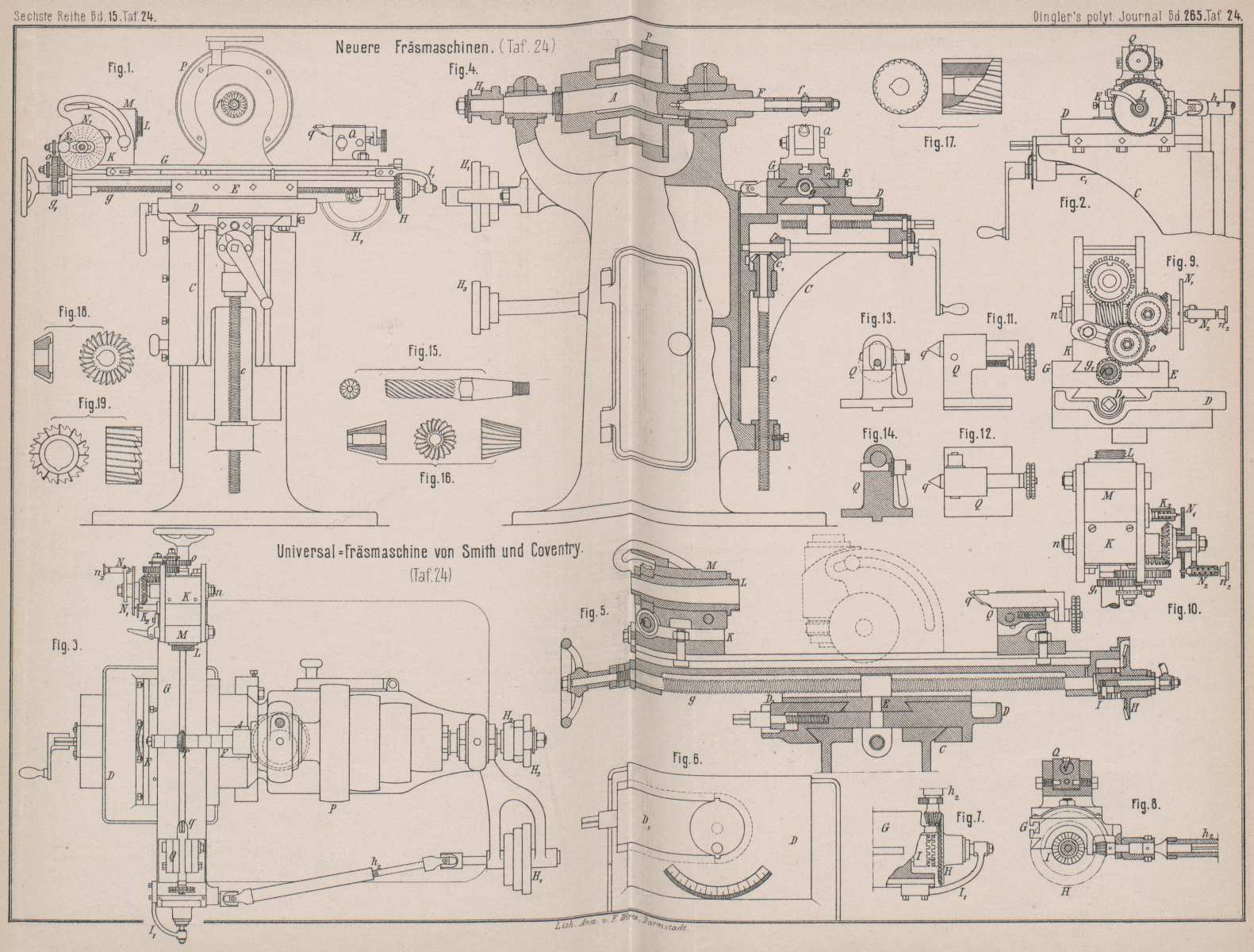
Universalfräsmaschine von Smith und Coventry. Nach Armengaud's Publications
industrielles, 1887 Bd. 30 * S. 163 ist diese, für allgemeine Fräsearbeit
gebaute Maschine (vgl. P. Huré 1887 264 * 150) mit einer starken, liegenden und
festgelagerten Spindel A (Fig. 3 und 4) ausgerüstet, welche
durch eine vierstufige Riemenscheibe P unmittelbar
bethätigt wird. Die Spindellager sind am Gestellfuſse angegossen. Der Fräserdorn F mit dem Fräser f steckt
freitragend in der Spindel. Der Tischwinkel C verstellt sich
lothrecht, durch Vermittelung der Tragspindel c und der
Handkurbelwelle c1 an
der Seitenbahn des Gestelles. In der wagerechten Schlittenplatte D (Fig. 1 bis 6) ist in einer durch das
Verschluſsstück D1
gebildeten Aussparung eine Platte E drehbar eingelegt,
welche dem langen Quertische G Führung und Verschiebung
durch die Bewegungsspindel g gewährt. Der Selbstgang
wird von der kleinen Stufenscheibe H2 auf der Hauptspindel, durch Vermittelung einer
Leitrolle H3 nach H1 geleitet, von wo
eine ausschiebbare Gelenkwelle h2 (Fig. 2 und 3) die Verbindung mit der
Bewegungsspindel g herstellt. Der Selbstgang wird durch
Verschiebung der Zahnkuppelung I (Fig. 5 und 7) mittels des Griffbügels
I1 aus dem
Winkelrade H abgestellt. In der Längsnuthe des
Quertisches ist der Werkstückhalter K und nach Bedarf
ein kleiner Reitstock Q einzustellen. Das Büchsenlager
M (Fig. 5) erhält
Winkelverstellung um die Schneckenwelle n, welche in
ein auf der Spannbüchse L gestecktes Schneckenrad
greift, so daſs diese Büchse L in jeder Lage auch
gedreht werden kann.
Diese Drehbewegung ist entweder eine nach jedem Schnittvorgange, behufs Erzielung der
Riffeneintheilung absetzende oder eine während des Fräsens ununterbrochene.
Die Schnecken welle n wird durch eine Schlitzkurbel N2 (Fig. 9 und 10) unmittelbar gedreht,
deren Federstift in eine Theilscheibe N1 eingesetzt, welche lose auf der Schneckenwelle
steckt und durch den Stellstift K2 gehalten wird. Durch den Kurbelschlitz wird eine
Verschiebung des Federstiftes auf die verschiedenen Kreise der Theilscheibe
bezweckt. Die fortdauernde Drehung des Werkstückes wird von der Bewegungsspindel g abgeleitet und durch Vermittelung von entsprechend
gewählten Versatzrädchen g1 und o bei ausgehobenem Stellstifte K2 und eingelegtem
Kurbelstifte n2 auf die
Schneckenwelle n übertragen. Die Reitstöcke, deren Bau
aus den Fig. 5
und 11 bis
14
ersichtlich ist, dienen zum Einspannen langer Werkstücke. Damit beim Fräsen sehr
kleiner Kegel die Reitstockspitze q durch das Werkzeug
nicht beschädigt werde, ist dieselbe einseitig nach oben verlegt.
Die Fräser (Fig.
15 bis 19) sind sowohl Werkzeuge als auch Werkstücke dieser Maschine.
J. Traill's Fräsmaschine
mit Doppels findet. Eine einfache und recht hübsche
Anordnung mit einer stehenden und einer liegenden Fräserspindel zeigt nach Armengaud's Publications
industrielles, 1887 Bd. 30 * S. 67 die Maschine von J. Traill, Constructeur in Albert, welche Verwandtes mit jener von Huré (1887 263 * 16)
besitzt,
Der Spindelkopf E (Fig. 1 bis 5 Taf. 25) ist auf dem
Fuſsgestelle zu verdrehen, so daſs von beiden winkelrechten und in einer wagerechten
Ebene liegenden Stufenscheiben immer je eine, genau über die Stufenscheibe P des am Gestellfuſse angebrachten Vorgeleges zu stehen
kommt. Die Stufenscheibe I bethätigt durch ein Paar
Winkelräder H
die stehende
Fräserspindel h, während die liegende Spindel g von der anderen Stufenscheibe F durch Stirnräder G betrieben wird. Beide
Spindeln haben feste Lagerung. Der Tischwinkel B ist
auf der Schlittenplatte des Gestelles zum Verdrehen bezieh. zum Schiefstellen
eingerichtet, wodurch die erforderlichen Lagenänderungen des Werkstückes gegen die
Fräserspindeln erhalten werden. Der auf dem Tischwinkel B befindliche Kreuzsupport C und D besitzt weder selbstthätige Verschiebung noch
Auslösung zum Fräsen nach der Schablone.
Groſse Fräsmaschine von Gebrüder
Bouhey. Nach der Revue général des
machines-outils, 1887 Bd. 4 * S. 27 haben in dieser Maschine sowohl der
Fräserschlitten, als auch der Aufspanntisch selbstthätige Vorschubbewegung in der
Wagerechten, Höhenverstellung und Winkellage in loth- und wagerechter Ebene.
Ueberdies kann bei abgestelltem Selbstgange der Fräserschlitten längs einer
Schablone geführt werden. (Vgl. L. Corpet's
Fräsmaschine für Locomotivtheile, 1886 261 * 290.)
Am Bette (Fig.
6 und 7 Taf. 25) befindet sich eine wagerechte Seitenwange T, als Hauptbahn für den Tischschlitten, an welchem in
veränderlicher Höhenstellung der Tischwinkel C
angebracht wird, in dessen wagerechter, mit Aufspannnuthen und Randleisten
versehener Tischfläche D eine kleine kreisrunde,
drehbare Plattform derart versenkt ist, daſs ihre Oberfläche mit jener des Tisches
in eine Ebene fällt. Zudem ist am Tischschlitten noch ein Schablonenträger K angeschraubt.
Auf der hinteren Betterweiterung ist ein Gestellwinkel befestigt, welcher den Antrieb
trägt und dessen frei vorragender Arm die Bahn für den Fräserschlitten bildet.
Fräserschlitten und Tischschlitten bewegen sich selbstthätig in lothrechten Ebenen,
die winkelrecht zu einander stehen.
Der Betrieb der Fräserspindel wird von der durchgehenden Antriebswelle durch zwei
Paar Winkelräder und ein querliegendes kurzes Wellenstück vermittelt. Um diese
Zwischenwelle dreht sich ein Führungsstück B, auf
welchem erst der Lagerrahmen A für die Fräserspindel
gleitet. Hierdurch kann der Fräserspindel Winkelstellung ertheilt werden. Seitlich
am Fräserschlitten ist ein kleiner Winkel M
angeschraubt, auf welchem sich mittels einer Schraubenspindel das Leitrollenlager
einstellen läſst. Der Andruck der Leitrolle N an die
Schablone wird durch eine, am Fräserschlitten befestigte wagerechte Zahnstange in
der Weise hervorgerufen, daſs nach erfolgter Auslösung der getheilten Mutter der
Spindel Z das Zahnstangengetriebe B mit den Gewichtshebeln P
und P1 gekuppelt wird.
Behufs Druckregelung sind zwei Gewichtshebel vorhanden, die mittels Sperrklinken in
ein Zahnrädchen in verschiedenen Winkellagen einsetzen, so daſs damit die
verschiedensten Druckmomente erzielt werden können. Für den Selbstgang ist je eine
Steuerwelle für den Tisch und Fräserschlitten vorgesehen, von welchen in bequemer
und vollkommener
Weise die erforderlichen Bewegungen abgeleitet werden.
Die fünfstufige Riemenscheibe hat 175 bis 350mm
Durchmesser und 70mm Stufenbreite.
Die Universalfräsmaschine von Liot bietet nach der Revue industrielle vom
15. Januar 1885 * S. 21 manches Bemerkenswerthe. (Vgl. Saget 1886 261 * 290.)
Am oberen Theile eines C-förmigen Gestelles (Textfig.
1) verschiebt sich in wagerechter Bahn der Fräskopf, welcher überdies die
wagerechte Antriebswelle mitnimmt. Fig. 1. Um dieselbe
verdreht sich das Fräserlager, mit der Haupt- und einer dazu parallelen
Nebenspindel, welche zwischen Spitzen läuft und zum Fräsen von Zahnstangen bestimmt
ist. Der Tischschlitten, welcher in seitlicher Führung lothrechte Verstellung
erhält, trägt ein starkes Lager für eine drehbare Plattform, auf welcher sich der
eigentliche Kreuzsupport befindet.
Selbstgang besitzt der Fräskopf, selbstthätige Drehung die Plattform. Soweit die
Ausladung des Gestelles es zuläſst, erhält hierdurch das Werkstück die denkbar
gröſste Bewegungsfähigkeit in wagerechten Ebenen.
Fig. 1., Bd. 265, S. 487Schwere Fräsmaschine mit stehender Spindel von Bement,
Miles und Comp. in Philadelphia. Der untere Lagerwinkel gleitet an
seitlicher Bahn eines C-förmigen Gestelles (Textfig.
2) und nimmt bei der Verschiebung die Fräserspindel mit. Nach dem American Machinist, 1887 Bd. 10 Nr. 3 beträgt diese
Höhenverstellung 250mm.
Die mit Längsnuth versehene Fräserspindel schiebt sich hierbei durch die im oberen
Gestellarme lagernde Hülse eines Winkelrades, welches von einer oberhalb liegenden
Antriebswelle durch ein starkes Vorgelege bethätigt wird. Der vollständig
selbstthätig bewegte und nach Stoſsmaschinenart ausgeführte Aufspanntisch besteht
aus Kreuzsupportschlitten, welche 710 und 840mm
gerade Verschiebung haben und welche einen Drehtisch von 1070mm Durchmesser tragen. Die Ausladung der
Fräserspindel beträgt 815mm.
Kleine Räderfräsmaschine von Cunliff und Croom. Nach der Revue industrielle vom 15. Oktober 1884 * S. 415 hat
diese kleine Maschine in der Anlage eine groſse Aehnlichkeit mit einer Quer- oder
Rundhobelmaschine.
Die, in einem Schlittenkopfe lagernde, Fräserspindel wird unmittelbar durch eine
Schnurrolle angetrieben. Der Schlittenhub wird durch ein als Kurbelscheibe
ausgebildetes Schneckenrad durch eine direkt betriebene Schnecke hervorgebracht.
Fig. 2., Bd. 265, S. 488Die Drehung des Aufspanndornes erfolgt nach jedem Hubwechsel mittels
Anschlaghebels, Sperrrad auf Schnecken welle und Schneckenrad auf den Aufspanndorn.
Die Theilzahlen werden durch verschiedene Sperrräder und durch die Schaltungsgröſse
bestimmt. (Vgl. Gould, Eberhardt 1887 264 * 366 und Sloan 1887 264 * 545.)
Zahnstangenfräsmaschine von Gould und Eberhardt. Querhobelmaschinen dieser Firma werden nach dem American Machinist, 1887 Bd. 10 Nr. 6 zu Fräsmaschinen
dadurch umgewandelt, daſs an Stelle des gewöhnlichen Stichelgehäuses ein Fräserkopf
gesetzt wird. Der Antrieb der wagerechten Fräserspindel erfolgt von einem
selbstspannenden Riemen durch Vermittelung von Räderumsetzungen (Textfig. 3).
Die Verstellung des Tischwinkels mit dem Werkstücke erfolgt nach jeder
Schnittvollendung durch Hand mittels einer Theilvorrichtung bekannter Bauart.
Als ein zweites Beispiel der Verwendung gewöhnlicher Arbeitsmaschinen zu Fräserarbeit
sei hier noch die Stoſs- und Fräsmaschine von Kendal und Gent in Manchester angeführt. Nach dem Engineer vom 4. December 1885 * S. 433 liegt im Stoſsschlitten seiner
Länge nach eine Fräserspindel gelagert, welche am oberen Stoſsschlittenende ein
Stirnrad trägt, welches durch ein, ebenfalls am Schlitten gelagertes, Getriebe
bethätigt wird, dessen Keilnuthwelle durch die Büchse eines am Maschinengestelle
gelagerten Winkelrades sich schiebt.
Fig. 3., Bd. 265, S. 489Die Hauptantriebswelle, mit Stufenscheibe und Schwungrad, geht entgegen der
gewöhnlichen Anordnung, quer durch das Stoſsmaschinengestell und betreibt
abwechselnd die Kurbelwelle des Stoſsschlittens oder die Fräserspindel.
Selbstverständlich ist der Selbstbetrieb des Tischschlittens nicht nur absetzend für
die Stoſsarbeit, sondern auch ununterbrochen nach beiden Richtungen für das Fräsen
und dies sehr, vollkommen ausgeführt. (Vgl. Bouhey 1884
252 * 498 und Desgrandchamps 1886 261 289.) Das an dieser
Maschine zulässige Werkstück hat 1880mm bei 685mm Breitenabmessungen.
Nach Bauart gewöhnlicher Tischhobelmaschinen, wobei dem Tische die Einstellungs- oder
Vorschubbewegung zuertheilt wird, werden Fräsmaschinen ausgeführt zur Bearbeitung
von Zahnstangen (vgl. Wilkinson und Lister 1886 262 484) und für
lange Werkstücke, z.B. Locomotivtheile (vgl. Corpet
1886 261 * 290).
Pregél.