| Titel: | Fortschritte in der Construction der Walzwerke. |
| Fundstelle: | Band 265, Jahrgang 1887, S. 537 |
| Download: | XML |
Fortschritte in der Construction der
Walzwerke.
Patentklasse 18. Mit Abbildungen im Texte und auf
Tafel 28 und 29.
Fortschritte in der Construction der Walzwerke.
Ein groſser Walzenpark ist für jede Hütte ein kostspieliges Vergnügen und richtete
sich seit längerer Zeit das Bestreben der Hüttentechniker darauf, durch
Vervollkommnung der Universalwalzen die Zahl der Façonwalzen zu verringern.
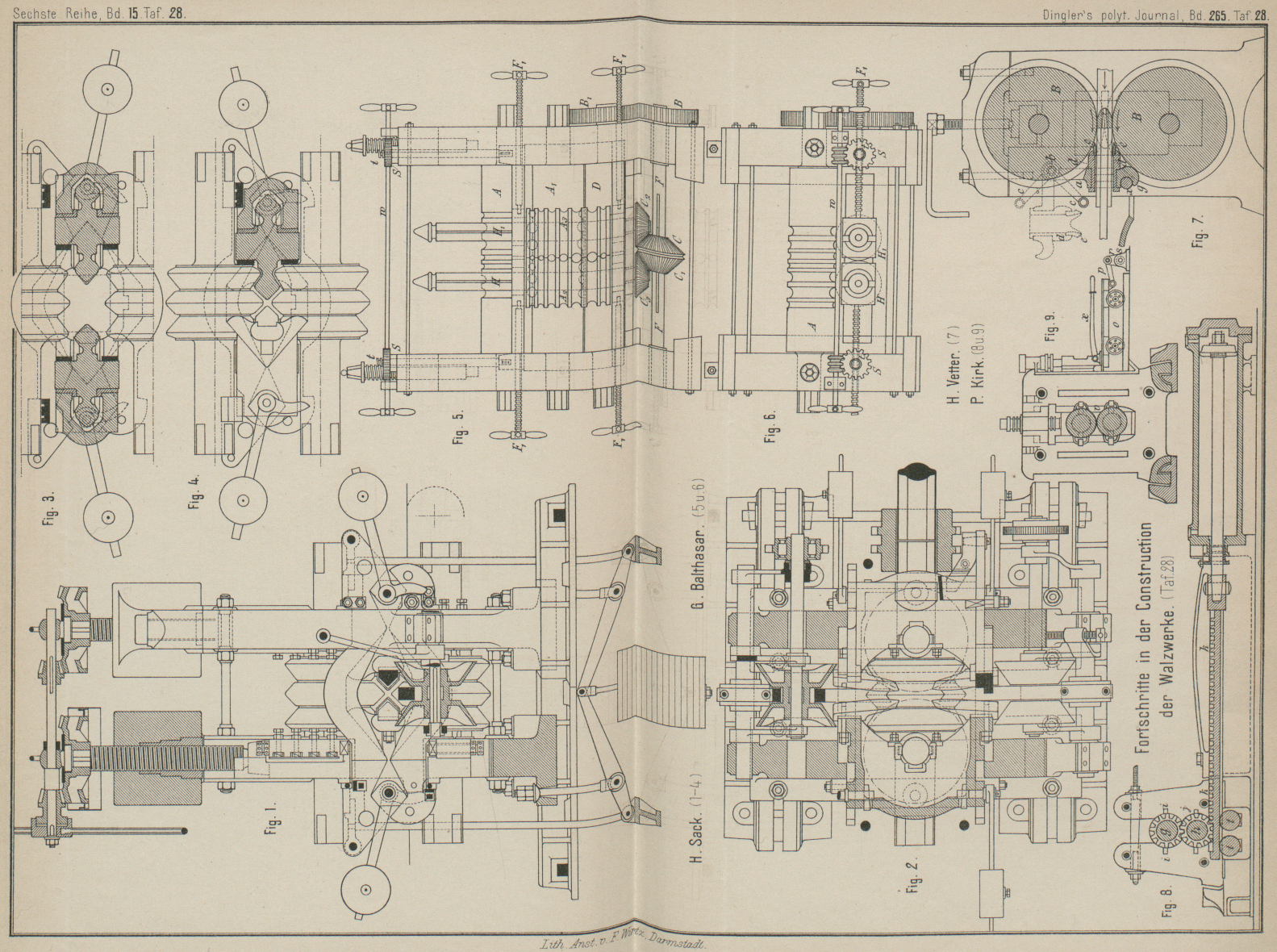
Fig. 1., Bd. 265, S. 537Hugo Sack in Duisburg (* D. R. P. Nr. 39298
vom 6. Juni 1886) will ⌶-Eisen auf der Universalwalze
fertig stellen. Der Walzvorgang ist folgender: Das vorbereitete Walzgut wird in
seinem Universalwerke durch Nachstellen der Walzen mit beliebiger (!?) Stichzahl
verarbeitet, um nöthigenfalls in einem besonderen Fertigkaliber vollendet zu werden.
Das Walzwerk (Textfig. 1) hat 2 horizontal gelagerte
Walzen AA, in deren Ebene auch die stehenden Walzen B und C sich befinden. Die
Ringwalze B ist durch Zapfen zwangläufig gemacht und
scheibenförmig, während die Walze C mit zwei Rändern
versehen ist, welche in
entsprechende Hinterdrehungen der Walzen AA greifen, so
daſs die letzteren in Bezug auf das Zusammenarbeiten mit der Walze C die Stelle der Ringwalze B bezüglich deren Zusammenarbeiten mit AA
vertreten. Diese Anordnung bezweckt einen Wechsel der Gratstellen und ist deshalb
das Walzstück bei jedem Stiche um 180° zu drehen. Die Zustellung der Walzen ist so
getroffen, daſs der Steg des Profiles dieselbe Streckung erfährt wie die Flügel. Sie
ist nach oben und unten hin gleichmäſsig, nach rechts und links nicht, und rückt B schneller der Mitte zu als C, so daſs bei einem beliebigen Vorstich r >
l sein muſs (Textfig.
2 und 3) um schlieſslich = l zu werden, wodurch das letzte Kaliber annähernd
symmetrisch wird. Die Bearbeitung in den vorhergehenden Kalibern auf Form geschieht
auf Seite von B sowohl von AA als von B aus, während der Theil bei C nur gestreckt wird. Die punktirt gezeichnete Form ist
die des vorhergehenden, um 180° gedrehten Kalibers, und ist darin die Art der
Streckung zu ersehen.
Fig. 2., Bd. 265, S. 538Fig. 3., Bd. 265, S. 538Ueber die Vorzüge dieser Construction bezüglich der gleichmäſsigen
Streckung der Stäbe vor dem bisherigen Verfahren spricht sich der Erfinder in einer
Versammlung des Eisenhüttenvereins ausführlich aus, und verweisen wir dieserhalb auf
„Stahl und Eisen“ Nr. 8 Augustheft 1887. Derselben Quelle entnehmen
wir die neueste Construction des Sack'schen Walzwerkes,
welches wir in Fig.
1 bis 4 Taf. 28 dargestellt haben, dasselbe ist für ⌶- und ✕-Eisen eingerichtet.
Die Ständer sind gewöhnlicher Art und lassen sich daher auch bei vorhandenen
Einrichtungen ohne Weiteres benutzen. Beim ✕-Walzwerke sind die den Walzen zunächst
liegenden Rollen des Rollganges innerhalb der Ständer angebracht, weil die Blöcke
anfänglich ziemlich kurz sein werden. Diese beiden Rollen sind unabhängig von dem
übrigen Rollgange durch Gall'sche Ketten angetrieben
und in vertikalem Sinne etwas verstellbar, um ein wirksames Einschieben der Stäbe
auch bei kleineren Profilen zu ermöglichen. Bei dem ⌶-Profile würde diese Rollenanstellung nicht nöthig sein, auch kann wegen
gröſserer Länge der vorgewalzten Blöcke die erste Rolle auſserhalb der Ständer
liegen.
Die vertikalen Walzen sind in kastenförmigen Einbaustücken gelagert, die zur Seite angegossene
Schilde in Dreiecksform besitzen. Die Neigung der schrägen Flächen wird durch die
Kalibrirung gegeben und sie finden Auflager auf eben solchen Flächen von 4 Schienen.
Diese Schienen werden, wie die Einbaustücke der Vertikalwalzen, in die lichte
Oeffnung des Ständers von der Seite her eingeschoben und ruhen ihrerseits auf den
Lagersätteln der Horizontalwalzen, wo sie bezüglich der richtigen Höhenlage durch
Druckschrauben genau eingestellt werden können. In der Längsrichtung sind dieselben
ebenfalls genau einstellbar, so daſs die Einstellung auch während des Betriebes
erfolgen kann, da alle Stellorgane leicht zugänglich sind.
Die obere Walze ist beweglich und ausbalancirt, ebenso die oberen Stellschienen. Die
vertikalen Walzen werden mit ihren Einbaustücken durch Gegengewichte, die an
Winkelhebeln wirken, am Abwärtsgleiten auf den schrägen Flächen verhindert. Beim
Verengen des Kalibers werden die beiden Stellschienen einander genähert und so
werden die als stumpfwinkelige Keile wirkenden Schilde vorwärts gedrängt, mithin
auch die stehenden Walzen. Die Einstellung der Walzen ist somit in einfacher Weise
gelöst. Es ist noch zu erwähnen, daſs einfallender Glühspan durch kräftigen
Wasserstrahl aus den Vertiefungen der Walzen zu entfernen ist.
Bei Fluſseisen würden Blöcke auf eine rechteckige Form vorgewalzt werden, und zwar in
einem Blockgerüste mit verstellbarer Oberwalze. Die Kalibrirung würde sich in
ähnlicher Weise, wie für Blechplatinen üblich, wie folgt gestalten: In der Mitte ist
eine breite Streckbahn anzuordnen, welche zur Seite etwa 3 Stauchkaliber hat. Die
Breite derselben entspricht der Dicke der vorzuwalzenden Blöcke, welcher das erste
Universalkaliber angepaſst wird. Die Breite des Blockes hat sich dem ersten
Universalstich anzuschmiegen, was durch Verstellen der Oberwalze geschieht.
Textfig. 1 zeigt den so erhaltenen ersten
Universalstich mit dem Blockprofile. Das Kaliber ist anfangs offen, was gestattet
sein dürfte. Nötigenfalls könnte man sich bei Schweiſseisen mit einer engeren
Anfangsstellung des Universalkalibers begnügen und dafür den Block anders gestalten,
das Kaliber würde alsdann bereits nach dem ersten Stiche vollgehalten.Vgl. Stahl und Eisen, 1886 Bd. 12 Fig. 16 Taf.
37.
Im Universalwalzwerke sind durchschnittlich 10 Stiche erforderlich, die Stichzahl
würde also gegenüber der jetzigen Methode nicht erhöht werden. Der Fertigkaliber der
⌶-Profile werden möglichst viele auf einer
anderweitigen Walze vereinigt, so daſs dieselbe vielleicht erst alle 4 bis 8 Profile
braucht gewechselt zu werden.
Ein öfterer Walzenwechsel wäre demnach nur beim Universalgerüste vorzunehmen, was
möglichst einfach geschehen kann.
Ein Universalwalzwerk für Stabeisen bezieh. Rundeisen ist von G. Balthasar in Hollerich bei Luxemburg (* D. R. P. Nr. 39668 vom 9.
Oktober 1886) construirt und in Fig. 5 und 6 Taf. 28 in Aufriſs und
Grundriſs dargestellt. Das senkrechte Walzenpaar mit Kalibern für die verschiedenen
Rundeisenstärken ist in einem Rahmen seitlich verschiebbar, während der Rahmen
selbst nach der Höhe verschiebbar ist. Die Einstellung kann während des Ganges
stattfinden, so daſs je ein Kaliber des Walzenpaares A,
A1 auf das entsprechende gleiche des
Walzenpaares A2, A3 fällt. Von der
unteren Walze D aus wird durch die Stirnräder B und B1 die Bewegung auf F
und von hier aus durch die conischen Räder C, C1 auf C2 und C3 und somit auf die stehenden Walzen A2, A3 übertragen. Die
Räder C, C1 sind auf
Nuthen verschiebbar. Nach der Fig. 5 ist das kleinste
Rundkaliber beider Walzenpaare eingestellt. Die Einstellung jedes anderen Kalibers
ist aus der Figur leicht zu verfolgen, mittels der Schrauben F1 wird die Seitenverschiebung bewirkt,
die Höhenstellung durch Verschieben des Rahmens durch Drehung der Welle w, welche mit Schneckenrad S auf die Schraube t wirkt, an welcher der
Rahmen für die stehenden Walzen hängt. Letztere sind vermittels Nuth und Feder von
den Spindeln H und H1 mitgenommen und auf denselben auf diese Weise
verschiebbar gemacht. Natürlich läſst sich diese Walze auch für Quadtrateisen und
Flacheisen bei entsprechender Kalibrirung verwenden.
Lorenzo Don Farra in Philadelphia (* D. R. P. Nr. 35587
vom 11. Februar 1885) hat ein Walzwerk zum Auswalzen unregelmäſsiger Metallformen
construirt. Das Walzwerk wird von einer Vorgelegeachse aus getrieben in der Weise,
daſs ein kleines Stirnrad derselben auf ein gröſseres Getriebe der Walzen, welche
wieder unter sich fest verbunden sind, wirkt. Das gröſsere Rad hat eine Zahnlücke,
so daſs der Betrieb bei jeder Umdrehung sich selbstthätig unterbricht, und nach dem
Einstecken des Walzgutes durch eine Hebelvorrichtung wieder eingerückt werden
kann.
Das Walzwerk von H. Vetter in Düsseldorf (* D. R. P. Nr.
39020 vom 1. September 1886) hat den Zweck, die Röhren unmittelbar nach dem
Durchgange durch die Walzen zu kalibriren und auf diese Weise das nachträgliche
Ziehen zu vermeiden. Innerhalb des Ständers (Fig. 7) befindet sich ein
gabelförmiger Hebel a, um b mittels Handhebel c drehbar. Der Hebel a umfaſst die Büchse d, in
welche Kalibrirungsringe e verschiedener Gröſse nach
Bedarf eingesetzt werden und bildet unterhalb der Hülse d einen Haken g, welcher die Vorrichtung
gegen den Bolzen x stützt Die punktirte Lage zeigt die
Vorrichtung auſser Betrieb. Die Walzen BB treiben die
Röhren durch den Kalibrirungsring e und entfallen
dadurch glatte Röhren.
Peter Kirk in Workington (* D. R. P. Nr. 39054 vom 29.
Juni 1886) betreibt sein Walzwerk vermittels eines in einem geschlossenen Cylinder
sich hin und her
bewegenden Kolbens von veränderlichem Hube, mit welchem eine geradlinig geführte,
auf den Rollen t (Fig. 8) gleitende
Zahnstange h verbunden ist. Diese verursacht durch ihr
Eingreifen in die an den Antriebswellen g und h der Walzen angebrachten Zahnräder i bezieh. j je nach ihrer
Vor- und Rückwärtsbewegung eine Vor- oder Rückwärtsdrehung der Walzen. Zum
Einbringen des zu bearbeitenden Stabes zwischen die Walzen können selbstthätige
Wagen o (Fig. 9) benutzt werden,
auf welchen die Arbeitsstücke durch Klemmhebel, mittels Griff x niederdrückbar, festgehalten werden. Jeder dieser
Wagen steht durch ein Gelenk p mit einem Hebelarme r in Verbindung, der an einer gemeinschaftlichen
drehbaren Welle s festsitzt. Eine Zugstange verbindet
den am äuſsersten Ende dieser Welle s befestigten Hebel
mit einem Excenter, welches auf dem verlängerten Zapfen der letzten Unterwalze
aufgekeilt ist und je nach der Drehungsrichtung der Walzen eine Vor- oder
Rückwärtsbewegung der Wagen veranlaſst, wodurch das Walzgut den Walzen zugeführt
oder von denselben entfernt wird.
Gebr. Brüninghaus und Comp. in Werdohl (* D. R. P. Nr.
37002 vom 3. November 1885) ordnen, um den Stahl ohne Zeitverlust zu härten und
demgemäſs die glatte Oberfläche zu erhalten, bei dem Austritte des Stahles aus der
Walze eine Vorlage von Kaltwasserleitungsapparaten an. Hierzu dient eine geneigte
Rinne oder geschlossene Röhre, auf deren Boden der Stahl unter dem fortwährend
zulaufenden Wasserstrom hinweggleitet.
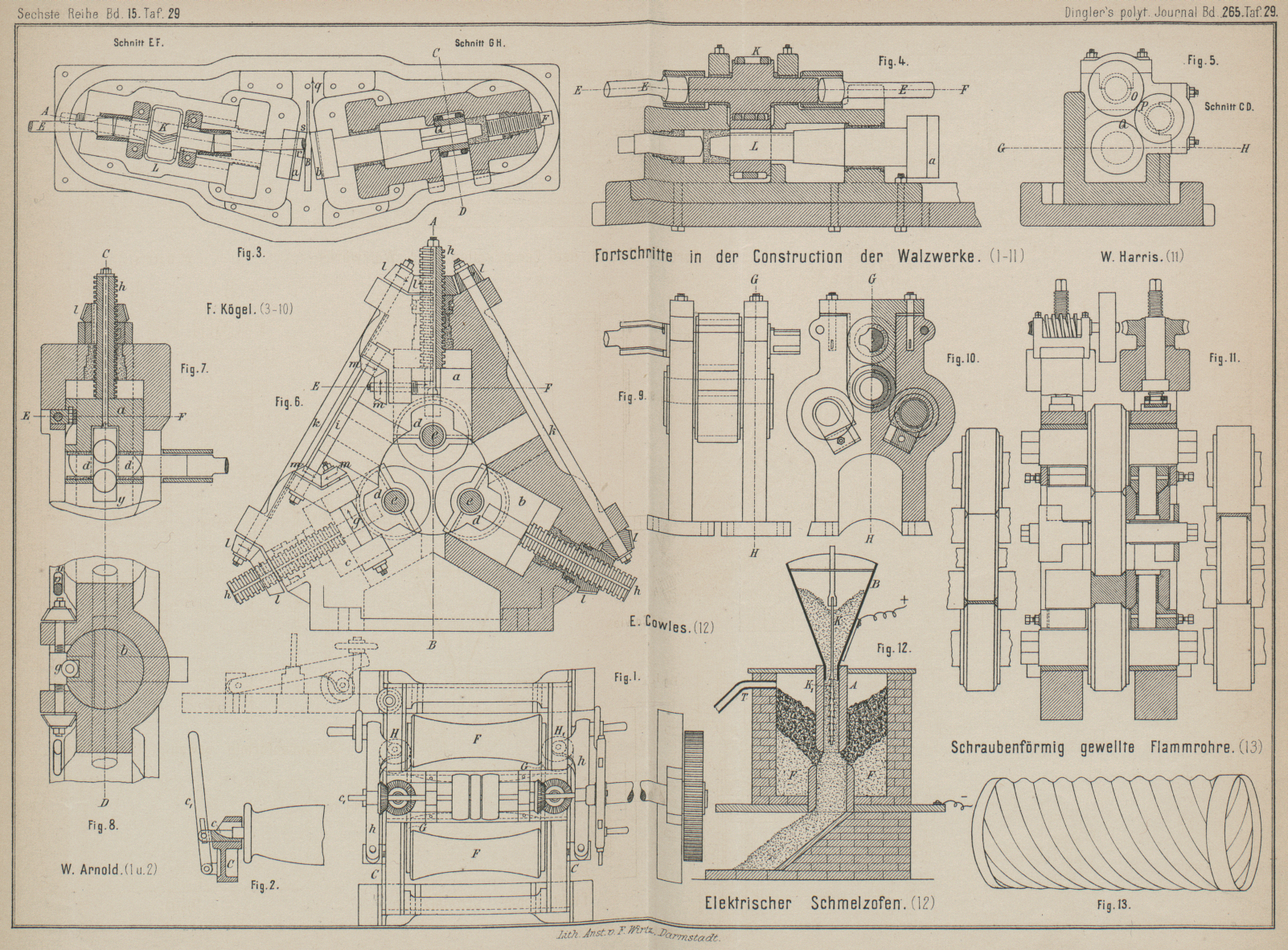
Das Walzwerk von William Arnold in Barnsley (* D. R. P.
Kl. 49 Nr. 39061 vom 26. Juni 1886) bezweckt die Bildung von faſs- oder
tonnenförmigen Schüssen für Dampfkessel. An dem Walzwerke ist die Verbindung
folgender Theile mit einander patentirt:
1) Die Lagerung der seitlich zur Maschine liegenden Walzen H,
H1 (Fig. 1 Taf. 29) für die
Bildung der Flanschen in einem drehbaren Arm h, welcher
von einem thürartig aufklappbaren Support C getragen
wird, zu dem Zwecke, die aufgebogenen Rohrenden durch die genannten, vertikal gegen
letztere arbeitenden Walzen während der Bildung der Tonnenform allmählich und
vollständig umzubiegen.
2) Die Anordnung eines schräg laufenden Lagers c (Fig. 2) auf dem
schwingbaren Support C, um das Lager vor dem
Ausschwingen des Supportes durch Handhebel c1 unter dem Walzenachsenende vorziehen zu
können.
3) Die Anordnung von vertikal im Walzenwerkgestelle verschiebbaren Rahmen G mit den über dem auszubiegenden Rohr liegenden Preſs-
und Führungswalzen F, H, F, welche Rahmen durch Riemen-
und Kegelrädertrieb schnell in oder auſser Arbeitsstellung gebracht werden
können.
Ein neues Walzverfahren vermittels Schrägwalzwerk.Vgl. 1882 243 * 458. Während
bisher der Vorgang des
Walzens sich durch die Einwirkung zweier Cylinder oder einer Verbindung derselben
vollzog, führt Kögel in Staſsfurt (* D. R. P. Nr. 34617
vom 27. Januar 1885) einen neuen Grundgedanken in die Walzkunst ein, der, wie es
scheint, auſsergewöhnlich bemerkenswerth ist. Dasselbe Verfahren ist Alfred Mannesmann für Oesterreich-Ungarn durch das
Privilegium vom 18. Februar 1886 patentirt. Wir folgen im Nachstehenden der
letztgenannten Patentschrift:
„Bei den bisher bekannten Verfahren und Apparaten ist es unmöglich bei einem
einzigen Durchzuge zwischen zwei Walzen sehr groſse Querschnittsveränderungen zu
erreichen, beispielsweise aus einem Blocke sofort Rund- oder Profileisen zu
walzen oder direkt aus diesem runden oder profilirten Draht zu erzeugen.
Die Lösung dieser Probleme ist durch die Erfindung des Schrägwalzverfahrens
vollkommen gegeben, ja noch mehr, letzteres gestattet das direkte Walzen von
Formen, die bisher nur auf der Fräsmaschine erzeugt werden konnten, und gibt
ferner ein Mittel, die Faserrichtung der Walzstücke während des Walzens beliebig
zu ändern, und Walzstücke mit ungleichem Querschnitte, ja selbst ganz oder
theilweise hohle Producte, mit oder ohne Anwendung eines Domes, zu erzeugen.
Im Folgenden sollen nun nach allgemeiner Darstellung des Verfahrens und der dazu
verwendeten maschinellen Einrichtungen die bei der Fabrikation der oben
aufgezählten Walzstücke eingehaltenen Arbeitsvorgänge beschrieben werden.
Das Eigenthümliche des neuen Walzverfahrens besteht darin, daſs die Arbeitsstücke
nicht, wie bei den bekannten Darstellungsweisen, senkrecht zur Achsenrichtung
der rollenden Theile, sondern parallel oder schief zu dieser fortschreiten,
wodurch selbe dem Einflüsse der Walzen viel länger ausgesetzt bleiben. Die
Walzen sind im Allgemeinen nicht cylindrisch, sondern so geformt, daſs
verschiedene Punkte ihrer Flächen ungleiche Umfangsgeschwindigkeiten haben, die
den Theilen der durchlaufenden Werkstücke verschieden starke Drehungen
ertheilen, so daſs die Auſsenfasern derselben eine seilartige Windung
erhalten.
Läſst man Arbeitsblöcke zwischen zwei Planscheiben oder zwei oder mehreren
conisch geformten Walzen so rotiren, daſs die Eintrittsstelle sich langsamer
dreht als das Austrittsende, so findet ein langsame Fortbewegung derselben
statt; bei dem so gebildeten offenen Kaliber wird in Folge der verschiedenen
Drehungsgeschwindigkeiten der Enden des Werkstückes neben einer entsprechenden
Verdünnung desselben eine drahtseilartige Drehung der Fasern erzeugt; indem die
auſsen gelagerten Fasern der hierbei entstehenden Verlängerung einen gewissen
Widerstand entgegensetzen, erzeugen sie einen nach innen gerichteten allseitigen
Druck, der das Werkstück vollkommen rund erhält und bei noch so bedeutenden
Streckungen inneren Materialbrüchen vorbeugt.
Die Einrichtung, um mit zwei Planscheiben universal alle Gröſsen Rundmetall auszuwalzen,
zeigt Fig.
3 im Grundrisse, Fig. 4 im senkrechten
Längenschnitte und Fig. 5 im
Querschnitte.
Das Walzen der glühenden Metallblöcke findet hier zwischen ebenen Planscheiben
a und b statt,
welche, wie aus Fig. 3 ersichtlich, mit wagerechten Achsen etwas geneigt gegen
einander derart angeordnet sind, daſs ihre Höhenlagen gegen einander verstellbar
sind.
Der Antrieb erfolgt durch die Welle E, welche durch
die Kammwalzenübersetzung K, L die Drehung auf die
Scheibe a überträgt, durch die Welle F und die Kammwalzenübersetzung O, P, Q (Fig. 5), welche die
Scheibe b im entgegengesetzten Sinne zu a antreibt.
Das Arbeitsstück wird bei r ein- und bei s ausgeführt, und da die Umfangsgeschwindigkeit an
der Austrittsstelle dem gröſseren Radius entsprechend gröſser ist, als bei r, so erzeugen die beiden mit gleicher
Winkelgeschwindigkeit im entgegengesetzten Sinne umgehenden Scheiben eine
Drehung des Werkstückes und gleichzeitig ertheilen sie demselben in Folge der
verschiedenen Höhenlage der Scheibenachsen eine mit dieser veränderliche
Vorwärtsbewegung im Sinne des Pfeiles q.
Durch Aenderung des Scheibenabstandes ist es möglich, alle Stärken Rundmetalle
durch einmaligen Durchgang der rohen Blöcke auszuwalzen und ebenso ist es
möglich, die schraubenförmige Windung der Fasern starker oder schwächer zu
machen, entsprechend dem besonderen Zwecke, welchem die Walzproducte dienen
sollen.
Ein weiterer Vortheil dieses Universal Walzwerkes liegt darin, daſs man das
Werkstück durch einfaches Verstellen der gegenseitigen Höhenlage der
Scheibenachsen reversiren kann.
Fig. 4., Bd. 265, S. 543
Fig. 5., Bd. 265, S. 543
Das vorher erwähnte Fortschreiten im Sinne des Pfeiles q wird nur dann stattfinden, wenn die Durchgangsstelle des Werkstückes
zwischen beiden Scheiben (Textfig. 4) so liegt,
daſs die Scheibe a das Werkstück mit gröſserem
Radius (r) angreift, als die entgegengesetzt umlaufende Scheibe
b (r1). Findet durch Verstellen der Höhenlagen der
Achsen eine Aenderung dieser Verhältnisse statt (r1 > r),
wie dies in Textfig. 5 dargestellt ist, wird die
Richtung der fortschreitenden Bewegung des Werkstückes eine zur früheren
entgegengesetzte. So entsteht auf einfachste Weise ein Reversirwalzwerk bei
stets unveränderter Bewegungsrichtung der Planscheiben, da schon das Heben oder
Senken der einen Achse gegen die zweite ein Hin- und Hergehen des Werkstückes
bewirkt. Wird auf den Scheiben eine schmale ringförmige Erhöhung angebracht, so
ist man vermöge des Reversirens im Stande, Stangen mit beliebigen Ansätzen,
Façonstücke mit rundem Querschnitte zu walzen, weil man in jedem Augenblicke die
Fortbewegung des Werkstückes beliebig verlangsamen und die Scheiben einander
auch während des Ganges nähern oder von einander entfernen kann. Denselben
Erfolg wie die soeben besprochenen excentrisch und schief gestellten Scheiben
haben excentrisch und convergent zu einander angeordnete Trio- oder Quadrupel
walzen, deren gegenseitige Lage während des Walzens geändert werden kann.
Hierbei wird das zwischen den Walzen achsial durchlaufende Werkstück in Folge
der excentrischen Lage der Achsen so energisch nach vorwärts getrieben, daſs es
sich in jede beliebige Form von Druckeisen hineinpreſst, besonders wenn die
dabei stattfindende Querschnittsänderung keine Querschnittsverminderung bedingt.
Auf diese Weise können eine ganze Reihe von bisher auf keine Weise zu walzender
Formen, z.B. Sternformen, in einem Durchgange aus rohen Stäben gewalzt werden,
insbesondere bei Anwendung von am Ausgangsende profilirten Walzen, in welchem
Falle den Druckeisen nur die Aufgabe der genaueren Formgebung zufällt.
Das mit groſser Kraft sich vollziehende Vorwärtsschreiten gestattet auch auf dem
Schrägwalzwerke jede beliebig geformte, nicht runde Querschnittsform
herzustellen, indem diese mit kalten, möglichst harten Metallstücken zur runden
Form ergänzt wird. Diese Metallstücke (Walznasen) läſst man während des Walzens
sich in das glühende Werkstück einpressen und sich an diesen Formen
fortschieben, vorausgesetzt, daſs letztere durch geeignete Mittel an einem
Verschieben verhindert sind. Selbstverständlich wird es vortheilhaft sein,
solche Walznasen in Verbindung mit den vorher beschriebenen Druckeisen
anzuordnen.
Wie dies schon beim Scheibenwalzwerk erwähnt wurde, kann man vermittels der
Schrägwalzmethode Arbeitsstücke mit veränderlichem Querschnitte herstellen, was
ganz besonders für Trägerformen von bedeutender Wichtigkeit ist; läſst man z.B.
beim Auswalzen eines ⊤-Trägers die Stärke des
vorgewalzten Rundstabes in der Mitte dicker wie an beiden Enden, indem man beim
Walzen der Stabmitte den Walzenabstand allmählich vergröſsert, so wird, da das
Maſs der Walznasen dasselbe bleibt, beim Fortsetzen des Walzprozesses die
Wandstärke des Trägers nach seiner Mitte hin in demselben Maſse zunehmen, wie dies beim
Rundstabe der Fall war. – Wirkt die Walznase anstatt auſsen am Werkstück, ganz
oder theilweise im Innern desselben, z.B. als runder vor dem Mittelpunkte des
Werkstückes liegender Dorn, so ist es möglich, aus einem massiven Blocke bei
einmaligem Durchgange durch das Walzwerk ein Rohr herzustellen; soll ein
Erweitern desselben erzielt werden, so können die Walzen entweder mit Erhöhungen
oder Vertiefungen versehen sein, welche mehr oder weniger parallel zur
Achsenrichtung laufen und am besten so angeordnet sind, daſs die von der einen
Walze in der Rohrwand erzeugten Vertiefungen von der folgenden gekreuzt werden.
Diese Erhöhungen (Breitwulste), welche in den verschiedensten Formen ausgeführt
sein können, bringen bei geringem Kraftverbrauche groſse Erweiterungen hervor.
Gibt man den Wülsten am Austrittsende der Walzen eine entsprechende Profilirung,
so läſst sich bei geeigneten Abmessungen derselben auf dem Rohre eine Rändelung
oder Riffelung, ein Gewinde oder sonst irgend welche gewünschte Form erzielen,
wodurch z.B. Fräsestangen, Reibahlen, Mühlcylinder und ähnliche Werkstücke
erzeugt werden können.
Läſst man durch ein derartiges, mit conischem Dorne ausgestattetes Walzwerk bei
symmetrischer Form der Walzen zunächst einen massiven Block zu einer
dickwandigen Röhre von dem gröſsten Durchmesser eines zu walzenden Façonstückes
aufweiten und selbes durch Umkehrung der Excentricität der Walzen bei
gleichzeitiger Verstellung des Dornes reversiren, so läſst sich der hohlgewalzte
Block zu einem hohlen Façonkörper von beliebigem inneren und äuſseren
Durchmesser walzen, wobei der erstere von jenem Durchmesser des conischen Dornes
bestimmt wird, welcher zur selben Zeit dem Endpunkte der wirksamen Walzenflächen
gegenüber liegt. Auf diese Weise ist es auch möglich, Rohren mit sehr dünnen
Wänden von auſserordentlicher Länge, wie z.B. Wasserleitungs-, Gas-, Wind- und
Feuerrohre herzustellen, welche Fabrikate in Folge der gewundenen Fasern erhöhte
Festigkeit gegen Innendruck besitzen.
Werden die früher erwähnten Streckwulste mit stärkerer Neigung angeordnet als der
Längs-Geschwindigkeit des in die Walzen hineingezogenen Werkstückes entspricht,
so wird der der Wirkung der Streckwulste ausgesetzte, am Umfange des Stabes
liegende Theil rascher ortbewegt werden als der Kern desselben, und die Theile
des ersteren werden sich über den letzteren schieben und ein an seinem Ende
massives Rohr erzeugen, eine Form, welche, jetzt auf andere Weise hergestellt,
Gegenstand vieler Industrien ist.
Ordnet man die Streckwulste so an, daſs eine Verdünnungswelle vom dicken zum
dünneren Ende des Werkstückes läuft, wie Textfig.
6 zeigt, so werden dieselben bei geeigneter Kalibrirung (deren beste
Form für jedes Material in der Praxis ausprobirt wird) und bei hinreichend engen
Windungen der von jedem Punkte des Werkstückes beschriebenen Spirallinien, das
zurückzustauchende Material in einen stets gröſseren Querschnitt hineindrängen.
Die inneren Theile des Werkstückes erhalten in diesem Falle das Bestreben., sich
genau im Mittelpunkte von einander zu entfernen und rohrförmig nach auſsen zu
drängen.
Fig. 6., Bd. 265, S. 546
Fig. 7., Bd. 265, S. 546
Man erhält dann die bemerkenswerthe Erscheinung, daſs massive Metallstangen nach
einmaligem Durchgange zwischen entgegengesetzt bewegte Walzen ohne Anwendung
eines Dornes zu Röhren umgeformt werden.
Dieses Verfahren, in Textfig. 7 skizzirt, ist bei
jedem walzbaren Material, unabhängig von dessen Härte, anwendbar, und ergibt bei
Blei, als auch bei den härtesten Stahlsorten gleich günstige Resultate.
Die innere Weite des entstehenden Rohres ist in erster Linie von dem Verhältnisse
der Umdrehungsgeschwindigkeit zur Fortbewegung des Werkstückes abhängig und wird
ferner von der Stärkeverminderung und der Stellung des Werkstückes derart
beeinfluſst, daſs sie desto gröſser wird, je näher die Achse des Werkstückes bei
der gemeinsamen Symmetrieachse der Walzen vorübergeht.
Des Weiteren übt die Neigung der arbeitenden Walzenflächen gegen einander, sowie
die Faserdrehung einen bedeutenden Einfluſs auf die Rohrbildung aus.
Dieselben Umstände, welche bei dem beschriebenen Verfahren dem Entstehen eines
Rohres hinderlich sind, können selbstverständlich als Mittel verwendet werden,
um die lichte Weite eines Rohres durch Auswalzen zu verkleinern.
Die im Werkstücke erzeugte Neigung, sich rohrförmig zu erweitern, kann weiter
benutzt werden, um einem Dorne oder ähnlich wirkenden Werkzeugen, inneren Rollen
u. dgl. den Eintritt in das massive Material zu erleichtern und hierdurch eine
rasche Abnutzung zu vermeiden. Schon eine geringe Neigung zur Lochbildung oder
Erzeugung von Zugspannung im Inneren genügt bei manchen Metallen, um dem Dorne
den Eintritt in die Mitte des Werkstückes fast ohne Druck zu gestatten, wodurch
es möglich wird, Rohre aus Materialien (Nickel, sehr harter Stahl,
Wolframlegirungen) zu walzen, welche den bisherigen Mitteln zur Erreichung
dieses Endzweckes unüberwindliche Schwierigkeiten entgegensetzten.
Besitzen die Stücke, welche ein derartiges Walzwerk passiren, an beiden Enden
geringere Querschnitte, so bleiben selbe vollständig massiv, während sich in der
Mitte ein Hohlraum bildet; das so erzeugte hohle Stück kann in eine beliebige
Form gebracht, z.B. mit Zapfen versehen werden, so daſs auf diese Weise hohle
Achsen mit massiven Lagerstellen oder sonstige ganz beliebig geformte,
theilweise hohle Körper erzeugt werden können, ohne daſs von auſsen das
geringste Merkmal für diesen Umstand vorhanden ist. Die im Inneren des
Materiales entstehende Höhlung wird um so glatter, je mehr die Fasern bei der
Lochbildung verdreht werden, denn die vorhandenen Risse, Blasen und sonstige
Unregelmäſsigkeiten ziehen sich aus und ordnen sich mit den gewundenen Fasern
gleichmäſsig um die Achse des Werkstückes an.
Als vielseitigste Grundform eines Schräg-Walzstuhles, mittels dessen man alle
vorhin beschriebenen Walzmethoden durchführen kann, ergibt sich die im
Nachstehenden erläuterte Construction:
Das Walzwerk besteht aus zwei oder drei mit einander verbundenen Ständern, welche
je eine cylindrische Ausbohrung haben.
In dieser cylindrischen Ausbohrung liegen seitlich durch Frösche g (Fig. 6) drehbar und in
der Richtung der Schraubenlängsachse, durch Schrauben h verstellbar, zwei bezieh. drei Cylinder a,
b und c, welche zu beiden Seiten die
Lagerschalen d für die Walzenkörper tragen und
seitlich eine Nuthe besitzen, in welche ein steuerbarer Frosch g behufs Regelung der gegenseitigen Verdrehung
einragt. Sowohl die Frösche g, als die
Druckschrauben h sind unter einander durch Wellen
i und k und
Zahnräder l und m
zwangsläufig behufs gleichmäſsigen Anstellens verbunden, wie dies aus Fig. 6
ersichtlich. Die drei Walzen erhalten durch einen Zahnradständer (Fig. 9 und
10)
eine an den Arbeitsflächen entgegengesetzte Bewegung. Werden die Wellen i in der Richtung des Pfeiles gedreht, so verdrehen
sich die Walzen sämmtlich nach links, so daſs das Werkstück auſser der drehenden
gleichzeitig eine vorwärtsschreitende Bewegung erhält. Wird die Welle in
entgegengesetzter Richtung gedreht, so vermindert sich mit der Verdrehung der
Walzenachsen gegen einander auch die Fortbewegungsgeschwindigkeit des
Werkstückes, bis sie bei weiter fortschreitender Drehung der Welle uv (Fig. 8) und
gleichbleibender Drehungsrichtung der Walzen sich in eine rückläufige
umsetzt.
Man hat es also durch eine kleine Verdrehung der Achsen i in der Hand, ohne irgend welche Aenderung in der Geschwindigkeit
oder der Bewegungsrichtung der Kraftmaschine oder der Walzen das Werkstück
reversiren zu lassen und durch Anstellung der Druckschrauben allmählich auf
einen bestimmten Durchmesser zu bringen. Eine auf einer der Druckschrauben
befestigte mit schraubenförmiger Eintheilung versehene Mutter zeigt durch einen
am Ständer festgeschraubten Zeiger stets die Dicke des zwischen den Walzen
befindlichen Werkstückes an.
Hängt man zwei oder drei Rollen der Form von Textfig.
8 ein, so kann man in Folge der Reversirbarkeit Zapfen mit Ringen oder
Ansätzen und sonstige Façonstücke jeder Art in der vorher beschriebenen Weise
walzen. Hängt man Rollen von dem Querschnitte Textfigur
9 ein, so lassen sich Bolzen mit ganz scharfen Köpfen aus dicken
Stangen auswalzen und auf bestimmte Länge abschneiden.
Fig. 8., Bd. 265, S. 548
Fig. 9., Bd. 265, S. 548
Fig. 10., Bd. 265, S. 548
Werden Walzen von der Form Textfig. 10 eingehängt
und die Zahnräder, welche die Frösche treiben, umgewechselt, so daſs die eine
Rolle gar nicht, die zweite nach rechts, die dritte gleichzeitig nach links
gedreht wird, so können Kugeln und Façonstücke mit Kugelflächen gewalzt werden,
deren Durchmesser je nach dem engsten Walzenabstand beliebig variirt werden
kann.
Wird hinten bei y (Fig. 7) das umgehende
Druckeisen mit Walznasen eingehängt, so lassen sich je nach der Wahl der
letzteren alle massiven Querschnittsformen und gleiche Gröſsen bei geeigneter
Einstellung der zwei oder drei Walzen erzeugen.
Wird statt dieser Form der Walznasen ein Dorn in einem am besten am
Zahnradständer angebrachten Stützlager eingehängt, so lassen sich auch
dickwandige Hohlkörper in dünne Röhren in einem Durchgange auswalzen. Bei
gleichzeitiger Anwendung eines geeignet geformten Druckeisens lassen sich mit
oder ohne Anwendung von Walznasen dann alle Sorten der erwähnten Hohlkörper mit
façonnirtem Querschnitte, hohle Zahnradstangen, auch Schlangenrohre, Rohre mit
Heizrippen u.s.w. erzielen. Werden Walzen mit Streckwulsten eingehängt und das
umgehende Druckeisen nicht in der Mitte der drei, sondern an der engsten Stelle
zwischen den beiden unteren Walzen angeschraubt, so wird das Walzwerk zum
Drahtwalzwerke, um beliebig dünnen Draht aus dicken Stäben oder Blöcken glühend
auszuwalzen oder bei Anwendung façonnirten Druckeisens sofort Façondraht von
beliebigem Querschnitte in einem Durchgange aus rohen Knüppeln zu walzen.
Wird vor dem Eingange der Walzen eine Druckvorrichtung angebracht, weiche eine glühende Luppe zwischen die Walzen
preſst, so wird das Walzwerk im vorderen Theil zur Luppenquetsche, während es im
hinteren Theil der ausgewalzten Luppe gleich die gewünschte Querschnittsgröſse
und Form gibt, d.h. also die rohe Luppe in einem einzigen Durchgang von
Schlacken befreit und gleichzeitig in fertig gewalztes façonnirtes Eisen
verwandelt.
Werden anstatt der drei runden Walzen bestimmt profilirte, bezieh. mehrwinkelige,
z.B. mit Zähnen oder Riffeln versehene Walzen eingehängt, so lassen sich,
entsprechend dem früher Gesagten, Vielecksformen.) Zahnräderstangen mit
beliebigen Zahnformen, welche als Stangen benutzt oder von denen die Zahnräder
als Scheiben abgeschnitten werden, Reibahlen, Fräsen, alle nach Wunsch mit
geraden oder gewundenen Zähnen, und andere geriffelte oder gezahnte Gegenstände
u.s.w. herstellen.
Je nach der Dicke des eingeführten Rundstabes kann mit denselben Walzen jede
beliebige Zähnezahl hergestellt werden. Hängt man Walzen ein, von denen die eine
mit scharfen Killen nach rechts, die zweite mit scharfen Rillen nach links und
die dritte mit Rillen anderer Neigung versehen ist, so lassen sich in einem
Durchgange auſsen auf dem Werkstück schneidende oder je nach Wunsch geformte
Erhöhungen und beliebige Werkzeuge mit Zähnen walzen. Ferner lassen sich bei
Anwendung des entsprechenden Dornes Röhren mit auſsen oder innen schneidenden
oder gezahnten Oberflächen erzielen, z.B. Mühlcylinder, Rohre mit inneren und
äuſseren Gewinden, hohle, innen schneidende Fräsen u.s.w.
Werden excentrische oder sonst entsprechende, mit Winkelzähnen oder anderen
Zähnen versehene Walzen eingehängt, so lassen sich Scheiben zu Zahnräder u.s.w.
auswalzen, bei Anwendung eines Dornes oder innerer Walzen, Ringe oder Bandagen
mit Zähnen versehen u.s.w. – Man kann dies noch dahin abändern, daſs man behufs
Erzielung genauer Rundung zwischen den Walzen einen kalten, innen mit
entsprechenden Zähnen versehenen, oder auch seitlich durch zwei aufgeschraubte
Scheiben geschlossenen Ring umlaufen läſst und durch eine starke mit groſser
Kraft anstellbare Rolle den eingelegten glühenden Reif in das so gebildete
Kaliber eindrücken läſst.
Selbstverständlich können die seitlichen Scheiben auch an der Rolle angebracht
sein. Werden schmale, unrunde oder abgeflachte Walzen, am besten an der
niedrigen Stelle zugleich schmäler gemachte Walzen eingehängt, so lassen sich
Façonstücke mit Ansätzen oder Anläufen, z.B. Zapfen u.s.w. herstellen.
Will man anstatt sämmtlicher vorstehend erreichbarer Zwecke nur einen oder
einige, z.B. bloſs eine starke Dimensionsverminderung erreichen, so erhält das
Walzwerk, je nachdem man sich für die eine oder andere der vorstehend
beschriebenen neuen Walzmethoden entschlieſst, eine vereinfachte Form, welche
sich nach dem Vorstehenden für jeden Fachmann von selbst ergibt und daher nicht
weiter beschrieben zu werden braucht.“
So weit die Patentbeschreibung.
Bei der hervorragenden Wichtigkeit des beschriebenen Walzverfahrens lassen wir in
Nachstehendem den Wortlaut der Patent-Ansprüche nach dem deutschen Reichspatent
folgen.
Patent-Ansprüche:
„1) Das Verfahren, durch combinirtes Quer- und Längswalzen, d.h. gleichzeitiges
Ausstrecken in der Längs- wie in der Querrichtung unter Rotiren zwischen
entgegengesetzt bewegten Walzenflächen, Eisen, Stahl und sonstigen Metallen eine
seilartige Windung der Fasern zu ertheilen oder Zahnrad- oder Fräsezähne oder
beliebige Einsätze oder Verdünnungen darauf aufzuwalzen, oder sie ohne Anwendung
irgend eines Domes u.s.w. aus dem massiven Zustand zu Rohren oder Hohlkörpern
auszuwalzen, oder sie auf beliebigem Querschnitt in einem Durchgang auszustrecken, oder sie aus beliebigen Hohlstücken mit
kaltem oder glühendem Dorn oder Innenwalzen zu glatten oder mit Heizrippen,
Zähnen, oder sonstigen inneren oder äuſseren Erhöhungen versehenen Rohren oder
sonstigen Hohlkörpern zu walzen.
2) An einem Walzwerk zur Ausführung des unter 1. beschriebenen Verfahrens
gleichzeitig:
a) die Anbringung von Rückstauch- oder Streckwulsten auf Walzen behufs
Verlangsamung oder Beschleunigung des Werkstückes quer zur Walzenbewegungsrichtung;
b) die Verstellbarkeit oder Verdrehbarkeit der Walzen gegen die Mittellage behufs
Erzielung des Reversirens ohne Umkehrung der Walzenbewegung 5
c) die Combination des Walzwerkes mit am Austrittsende der Walze angebrachtem
Druck- oder Zieheisen behufs Vervollkommnung oder Aenderung der
Querschnittsform;
d) die Combination von Walzen mit zwischen den Walzen rotirenden, in das glühende
Werkstück sich eindrückenden kalten Ergänzungsstücken (Walznasen), welche den
Querschnitt des Werkstückes zu einem Kreise vervollständigen.“
Wenn sich auch nur ein kleiner Theil der vorstehend beschriebenen Verfahrungsweisen
bewähren sollte, so ist das Patent geeignet, eine vollständige Umwälzung im
Walzverfahren hervorzurufen. Die bisher vorgezeigten Proben haben das Erstaunen
aller Fachmänner erregt und alle Erwartungen übertroffen.
Zum Schlusse bringen wir noch eine Universal-Walze von E. W.
Harris in St. Louis, Nordamerika (* Nordamerikanisches Patent 353 450). Wie
aus der Figur
11 zu ersehen, sind drei liegende Walzen und zwei Paar stehende zur
Verwendung gekommen. Im übrigen verweisen wir auf die Abbildung.