| Titel: | Ueber die Herstellung des Weissbleches. |
| Fundstelle: | Band 266, Jahrgang 1887, S. 491 |
| Download: | XML |
Ueber die Herstellung des
Weiſsbleches.
Mit Abbildungen auf Tafel 29.
Ueber die Herstellung des Weiſsbleches.
a) Die Herstellung des
Schwarzbleches.
Der in den Verhandlungen des Vereins zur Beförderung des
Gewerbefleiſses, 1887 S. 313 u. ff. veröffentlichten Abhandlung: Die Technik der Weiſsblechfabrikation von Wilh. Stercken entnehmen wir Folgendes:
Als Rohmaterial für Weiſsblech dient in neuerer Zeit fast nur Fluſseisen von 0,05 bis
0,15 Proc. Kohlenstoff. Dasselbe wird entweder in dem sauren Siemens-Ofen (besonders in England) oder in der basischen Bessemer-Birne hergestellt. In Deutschland benutzen die
Rasselsteiner-Eisenwerke bei Neuwied selbst
gefertigtes Clapp-Griffiths-Eisen (vgl. 1885 257 * 21. 1887 263 * 432).
Auſserdem findet das Product der Klein-Bessemerei nach dem Davy'schen Verfahren (vgl. 1886 260 * 274) an
einigen Stellen in England Verwendung.
In der Umwandlung der Fluſseisenblöcke zu Stäben, Platinen und endlich zu Blechen
sind in den letzten Jahrzehnten fast gar keine Fortschritte gemacht worden.
Vereinzelt findet man das Lauth-Davy-Walzwerk, bei
welchem 3 Walzengerüste vorhanden sind. In dem einen sind die beiden Blechwalzen, in
dem darauf folgenden Gerüst die 3 Platinenwalzen angeordnet. Von diesen ist die
mittlere bedeutend dünner als die anderen, wodurch die Platinen sehr schnell
heruntergewalzt werden können. Die untere Blechwalze ist mit der unteren Platinen
walze direkt gekuppelt, während letztere durch 3 Zahn- oder Reibungsräder von
gleichem Durchmesser wie die Platinenwalzen die obere der letzteren treibt. Die
Räder liegen in einem besonderen, dem dritten Gerüst. Das Doppeln der Bleche
geschieht jetzt nur noch unter der Presse, welche gewöhnlich mit der Schere eine
einzige Maschine bildet und entweder eine Dreh- (Hebel-) oder Parallelbewegung
(letztere besonders in Frankreich) hat.
Sehr bemerkenswerth ist der Vorschlag Bessemer's, das
Eisen von Platinen- auf Schwarzblechdicke in einem
einzigen Durchstich herunterzuwalzen. Zu diesem Zwecke werden die Platinen
packetweise in fluſseisernen geschlossenen Retorten, welche gerade gegenüber dem
Walzwerk liegen, erwärmt und dann in letzteres eingeführt. Dasselbe besitzt zwei
groſse in starken Gerüsten gelagerte Walzen, welche in bekannter Weise genau
eingestellt werden können. Auf der Einsteckseite dieser Walzen sind zwei kleinere
Walzen parallel denselben angeordnet, welche in gleicher Richtung gedreht werden und
sich durch Hydraulik gegen einander pressen lassen. Dieselben stehen vor Beginn der
Walzoperation so weit aus einander, daſs sich die Platine bequem zwischen sie
durchstecken läſst, bis sie mit ihrem zugeschärften Ende auf die auf
Schwarzblechdicke eingestellten Hauptwalzen trifft. Preſst man nun die kleinen
Walzen, welche sich mit den Hauptwalzen drehen, zusammen, so drücken erstere die
Platine in das Kaliber der Hauptwalzen hinein, so daſs diese die Platine erfassen
und direkt zu Schwarzblech ausrecken. Diese erstaunliche Wirkung soll, nach Angabe
des Erfinders, hauptsächlich dem Umstände zuzuschreiben sein, daſs bei dem starken
Druck, welchen die Hauptwalzen auf die Platine ausüben, genug Wärme entwickelt wird,
um das Ausrecken des Eisens ohne Brüche und Risse zu ermöglichen. Haben die
Hauptwalzen die Platine erfaſst, so treten die kleinen Walzen auſser Thätigkeit, um
dieselbe nicht zu stauchen. Beträgt das Kaliber der Hauptwalzen 0mm,5, die Dicke der Platine 13mm, so wird das durchgewalzte Schwarzblech 26 mal
länger als letztere sein, so daſs, wenn die Platine 1800mm lang ist, die Länge des Schwarzbleches 45m beträgt. Nimmt man den Walzendurchmesser zu 760mm, den Umfang also zu 2390mm an, so würde eine solche Platine in 20
Umdrehungen ausgewalzt werden können. Welche Vortheile ein derartiges Walzverfahren
haben würde, ist einleuchtend. Es scheint jedoch, als ob man bei der praktischen
Verwerthung noch auf groſse Schwierigkeiten stöſst, denn in Europa ist dasselbe noch
nicht weiter bekannt geworden. Eine kurze Notiz in einem amerikanischen Journal
läſst den – allerdings unsicheren Schluſs zu, daſs das Verfahren in Amerika
angewendet wird. Das aus dem Walzwerk tretende Schwarzblech wird von einer hinter,
ersterem liegenden rotirenden Schlagschere in Stücke zerschnitten oder es wird
aufgerollt.
b) Das Beizen des
Schwarzbleches.
Im Beizen des Schwarzbleches sind ganz wesentliche Fortschritte gemacht worden,
insofern die von Hand bedienten Beizen jetzt allgemein durch sogen. Maschinenbeizen
verdrängt worden sind. Von diesen sind die Hutchings'sche, die Morris'sche und die Grey'sche Beize besonders in Gebrauch. Das Prinzip
derselben beruht darauf, daſs zwei mit Blechen gefüllte Körbe, von denen der eine
schon gebeizt ist, gleichzeitig in der Beize bezieh. der Wäsche hin und her bewegt
werden, während ein ebenfalls an die Maschine anhängbarer dritter Korb während des
Beiz- und Waschprozesses still steht, entleert und wieder gefüllt wird. Ist nun das
Beizen bezieh. Waschen der beiden ersten Körbe beendet, der dritte Korb aber
gefüllt, so findet eine Umstellung der Körbe in der Weise statt, daſs der frisch
gefüllte Korb in die Beize, der gebeizte Korb in die Wäsche und der gewaschene Korb
an die Füllstelle gebracht wird. Auf diese Weise ist ein ununterbrochener, dabei
aber äuſserst leistungsfähiger Betrieb hergestellt.
Da die drei vorgenannten Beizmaschinen durch Journale noch wenig bekannt geworden
sind, dieselben aber auch für andere Industriezweige, in welchen der Beizprozeſs
Anwendung findet, von Interesse sind, so möge hier eine nähere Erläuterung derselben
folgen.
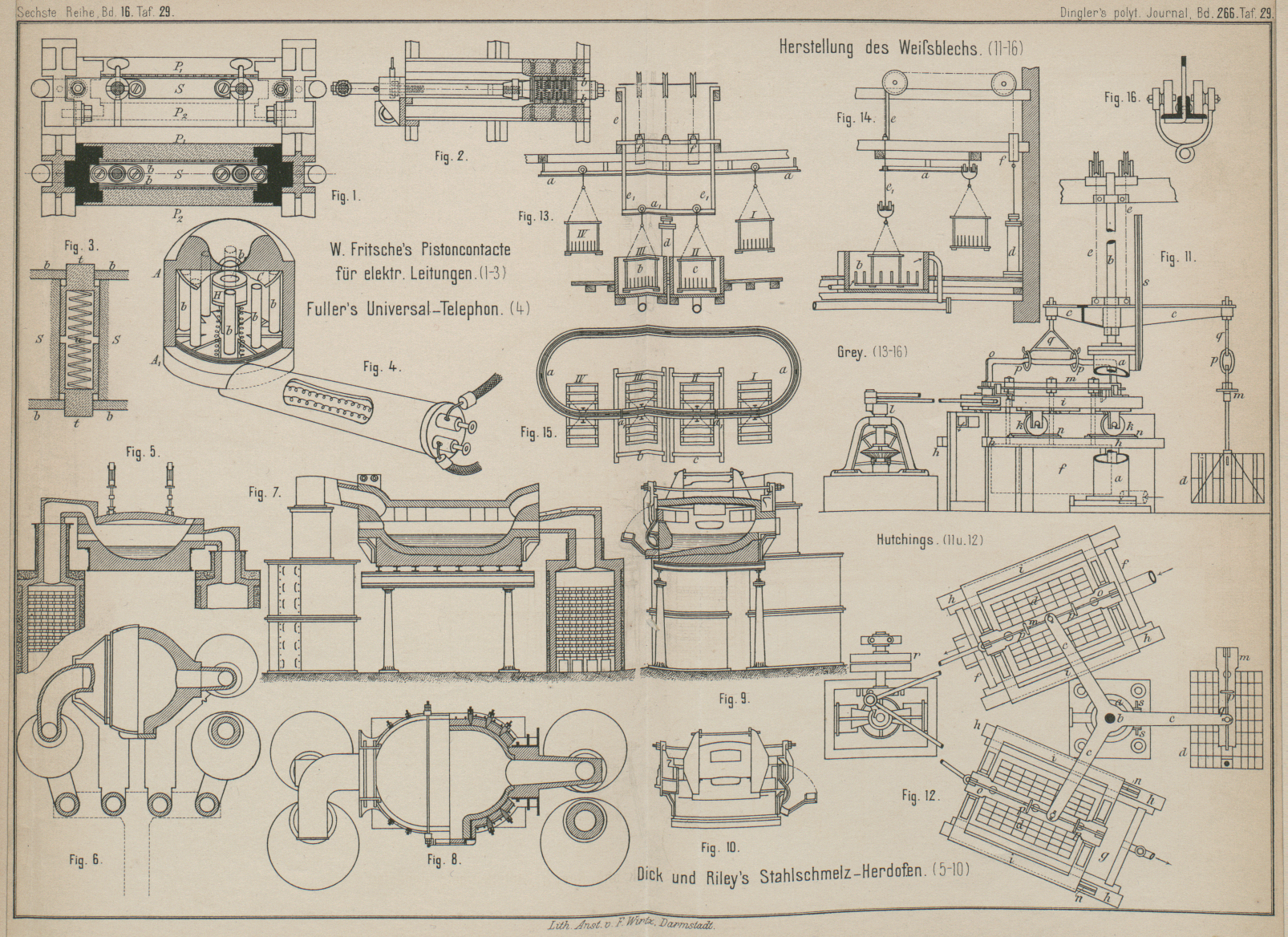
Bei der Hutchings'schen Beize (Fig. 11 und 12) werden
die Körbe in den Beiz- und Waschbottichen horizontal
bewegt, nach vollendetem Beiz- und Waschprozeſs aus den Bottichen gehoben, um einen festen Mittelpunkt
herumbewegt und wieder gesenkt, worauf sich derselbe Prozeſs in anderer Folge der
Körbe wiederholt. Den Mittelpunkt der Maschine bildet ein senkrechter Dampfcylinder
a; in demselben spielt ein Kolben, dessen Stange
b im Dachgebälk geführt ist. An b ist ein dreiarmiges Querhaupt c befestigt, an welchem 3 Körbe d aufgehängt
sind. Das Gewicht derselben wird durch ein an den Ketten e hängendes Gegengewicht ausgeglichen. Neben dem Cylinder a sind 2 Bottiche fg im
Winkel derart angeordnet, daſs die Mittelpunkte derselben unter den von den Enden
des Querhauptes c beschriebenen Kreis fallen. An den
Längsseiten der Bottiche sind Böcke h angeordnet, auf
welchen Schütten i mittels Räder k laufen. Die Schlitten werden von einem im
Schnittpunkt der Mittellinien der Bottiche gelegenen Motor (Kurbel l mit Riemenantrieb) auf Schienen n hin und her bewegt. Auf den Schlitten i ruhen die an Traversen m
und Bügeln o befestigten Körbe d. Die Bügel o sind an 2 Stellen gekröpft, um
mittels 2 Ringen p und einem Dreieckhaken q vom Querhaupt c gehoben
werden zu können. Bei der Bewegung der Schlitten i
nimmt c eine so tiefe Lage ein, daſs die Bügel o frei durch die Ringe gleiten können. Der Betrieb
vollzieht sich nun in der Weise, daſs die in dem Beiz- bezieh. Waschbottich g bezieh. f hängenden
Körbe d von der Kurbel l
so lange hin und her bewegt werden, bis der Beizprozeſs beendet ist; unterdessen
wird der stillstehende (rechte) Korb entleert und mit noch zu beizendem Blech
gefüllt. Nunmehr stellt man durch Ueberführen des Riemens auf die Losscheibe r die Kurbel l still, so
daſs die Kröpfungen der Bügel o in den Ringen p stehen und läſst Dampf unter den Kolben im Cylinder
a. Es werden dadurch alle 3 Körbe d gehoben. Man dreht dann das Querhaupt c um 120° herum und senkt es wieder, wobei die Schienen
s einem der Arme c als
Führung dienen. Dabei gelangt der frische Korb in die Beize, der gebeizte Korb in
die Wäsche und der gewaschene Korb an die Entleer- bezieh. Füllstelle. Nun wird die
Kurbel l wieder in Umdrehung gesetzt und der
beschriebene Arbeitsgang wiederholt.
Während die Hutchings'sche Beize 2 Motoren bedarf und
die Bleche horizontal bewegt, führt die Morris'sche
Beize die Bleche vertikal auf und ab und bedarf in
Folge dessen nur eines Motors. Derselbe ist eine
Dampfmaschine (Cylinder und Kolben), welche wie bei der Hutchings'schen Beize zwischen den beiden Bottichen steht. Auf dem
Cylinder steht eine Säule, auf deren oberem Rand ein dreiarmiges Querhaupt sich
dreht. Auf diesem sind Rollen angeordnet, über welche einerseits an den 3 Körben,
andererseits an der Kolbenstange befestigte Ketten laufen. Geht also die
Kolbenstange auf und ab, so zieht sie die Körbe mittels der über die Rollen gelegten
Ketten ebenfalls auf und ab. Die Umstellung der Körbe von dem Beiz- in den
Waschbottich, von diesem zur Füllstelle und von dieser in den Beizbottich erfolgt
wie bei Hutchings.
Bei der Grey'schen Beize (Fig. 13 bis 16) werden
die Körbe ebenfalls vertikal auf und ab bewegt, der bewegende Dampfcylinder steht
aber nicht zwischen beiden Bottichen bc, wie bei Morris,
sondern in einiger Entfernung seitlich neben denselben, so daſs die Bottiche mit den
Längsseiten an einander gestellt werden können, welche Anordnung die Beize für
beschränkte Räume besonders geeignet macht. Ueber der Maschine ist am Dachgebälk ein
in sich geschlossenes Geleise a aufgehängt, dessen
einer Strang über die Mitten der Bottiche bc
hinwegführt und auf der Länge derselben durch ein heb- und senkbares Geleisstück a1 unterbrochen ist.
Letzteres wird durch feste Führungen ee1 gerade geführt und ist durch Ketten mit
Gegengewichten f und dem Kolben des Dampfcylinders d verbunden. Die Steuerung geschieht wie bei Morris durch Stoſsknaggen (ohne Katarakt). Auf dem aus
2 Winkeleisen gebildeten Geleise (Fig. 16) laufen 4
Katzen, an welchen 4 Körbe I bis IV hängen. Während sich die beiden an dem auf und ab
gehenden Geleisstück a1
hängenden Körbe II, III in der Beize c bezieh. der Wäsche b
befinden, wird Korb I gefüllt, Korb IV entleert. Nach Beendigung des Beizprozesses wird das
Geleisstück a1 bis in
die Linie des festen Geleises a gehoben und werden nun
die Körbe in bekannter Weise gewechselt. Dabei fährt der entleerte Korb IV auf dem hinteren Geleisstrang bis zur Füllstelle
u.s.w.
Die Leistung dieser in Deutschland, Oesterreich, Frankreich und England allgemein
eingeführten Beizen schwankt je nach der Gröſse bis zu 1800 Kisten (à 112 Blechen)
in 24 Stunden.
Bei diesen Beizen flieſst das Waschwasser dem Waschbottich an einer Breitseite am
Boden zu und an der entgegengesetzten Seite oben in breitem Strahl ab. Säure und
Wasser gelangen in den Beizbottich durch über den Rand desselben gelegte Bleirohre
und Schläuche und werden durch ein am Boden angeordnetes Bleirohr mit säurefestem
Ventil abgelassen. Die Anwärmung der Beize geschieht durch Dampfschlangen. Der
Säureverbrauch ist 2k,75 auf eine Kiste Blech. Die
Arbeitslöhne betragen 7 bis 8 M. gegen 28 M. für 100 Kisten bei den Handbeizen. Als
Beize bedient man sich der Salz- und Schwefelsäure, welche gewöhnlich 60° B. haben.
Die Beizdauer beträgt je nach dem Alter der Beize 5 bis 10 Minuten.
Die Beizbottiche bestehen aus Holz, Guſsblei, Guſseisen, seltener aus Stein. Die
hölzernen und guſseisernen Bottiche werden innen mit 5mm starkem Bleiblech belegt. Eine Tafel des letzteren hat zweckmäſsig die
Gröſse der in eine Ebene niedergeklappten Bottichwände und wird durch Zusammenfalten
zu einem Kasten geformt. Man umgeht auf diese Weise die leicht undicht werdenden
Löthstellen.
Nach dem ersten Beizen der Schwarzbleche werden dieselben getrocknet und dann
geglüht.
(Fortsetzung folgt.)
Tafeln