| Titel: | Neue Mess- und Faltmaschine für Gewebe. |
| Autor: | E. M. |
| Fundstelle: | Band 267, Jahrgang 1888, S. 241 |
| Download: | XML |
Neue Meſs- und Faltmaschine für
Gewebe.
Mit Abbildungen im Texte und auf Tafel 12.
Neue Meſs- und Faltmaschine für Gewebe.
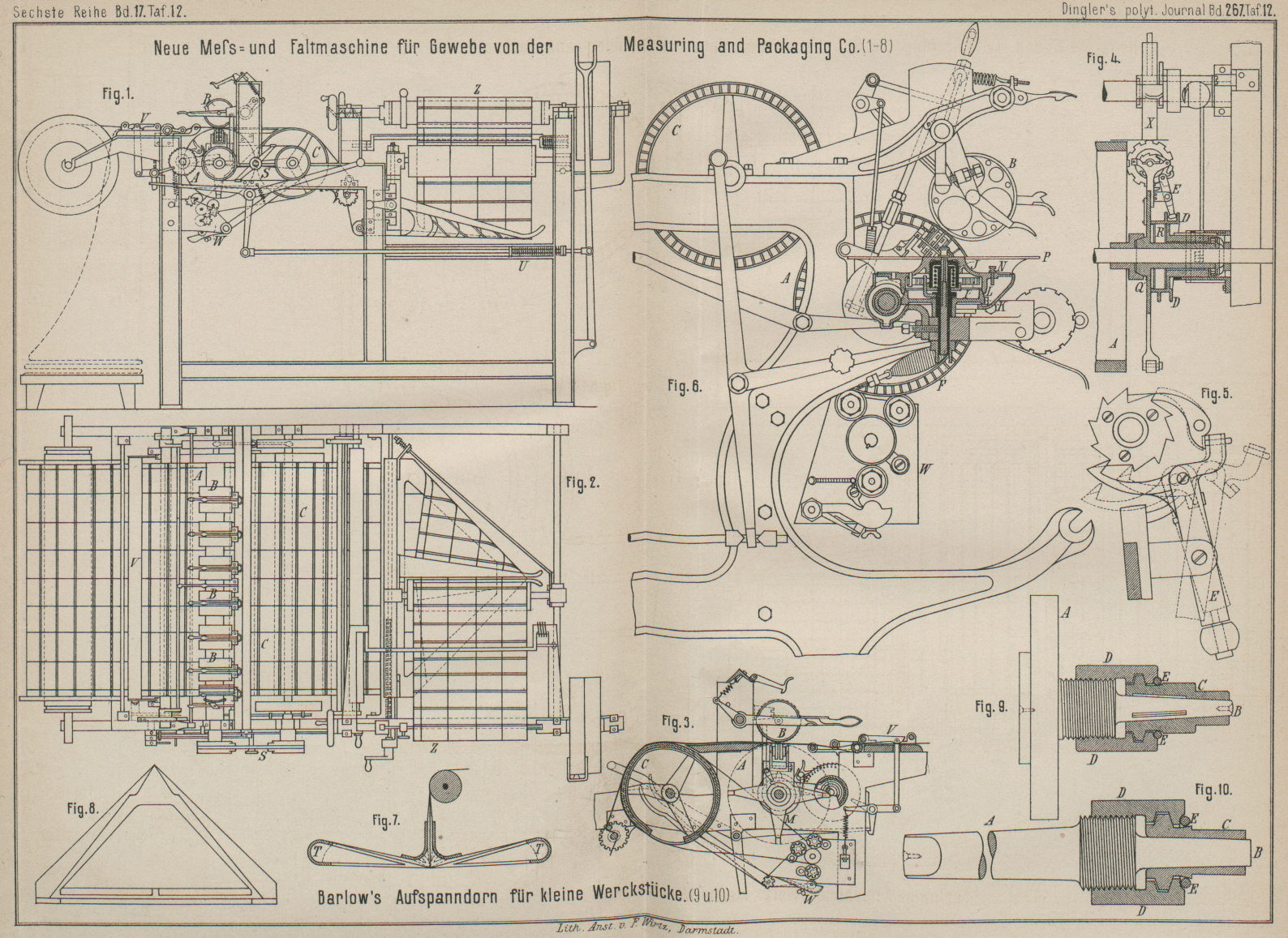
Die Fig. 1 bis
8 Taf. 12
geben eine neue Meſs- und Faltmaschine für Gewebe wieder, wie solche in Industries, 1887 Bd. 3 * S. 574 beschrieben ist. Auf
der Maschine wird die Waare nicht nur gemessen, sondern es werden gleichzeitig auch
auf der Sahlleiste die Theilstriche mit der zugehörigen
Maſsbenennung aufgedruckt, während an einer
Theilscheibe die jeweilige durchgegangene Länge abgelesen werden kann. Nach dem
Falten der Länge nach kann der Ballen entweder durch Aufwickeln oder durch
Querfaltung gebildet werden.
Fig. 1 zeigt
die Seitenansicht der Maschine, Fig. 2 den Grundriſs. Vor
dem Laufen über die Meſsrolle wird der zu messende Stoff zunächst durch Breithalter
vollständig von Falten befreit. Die hölzerne, mit eisernem Gerippe ausgerüstete
Meſsrolle A ist auſsen abgedreht und mit schmalen
Streifen von Sandpapier versehen. Der Umfang der Meſstrommel ist mit der Maſseinheit
übereinstimmend. Ueber der Meſsrolle sind eine Anzahl von schmalen Preſswalzenpaaren
B angeordnet, welche gleichfalls an ihrer
Oberfläche rauh gemacht sind. Dieselben sind in Hebeln
gelagert, an deren Schwanzenden Schraubenfedern angeschlossen sind. Der Druck dieser
Schraubenfedern ist durch Schrauben regelbar und läſst sich auſserdem jedes
Rollenpaar einzeln auslösen. Durch diese Festhaltung dürfte jedem Gleiten auf der
Meſsrolle vorgebeugt sein, was hier beim Aufdrucken der Unterabtheilungen besonders
störend sein würde, da die Markirtypen auf dem Armkreuze M (Fig.
3) angebracht sind, welches sich auf der Welle der Meſstrommel
befindet.
Unmittelbar hinter der Rolle A ist die ähnlich gebaute
Rolle C gelagert, welche durch den darüber gehenden
Stoff in Umdrehung versetzt wird. Die Rolle A wird nun
von der Rolle C vermittels eines Riemens S getrieben. Die Riemenscheiben auf den beiden Achsen
sind nach entgegengesetzten Seiten schwach verjüngt abgedreht, um durch Verschieben
des Riemens auch bei kleinen Abweichungen in den Durchmessern die Umdrehungszahlen
der beiden Rollen so in Einklang bringen zu können, daſs weder ein Schlaffwerden,
noch ein Verziehen zwischen den beiden Rollen eintritt.
Die Markirvorrichtung ist in den Fig. 3 und 4 für sich dargestellt,
der Zusammenhang mit dem übrigen Theile der Maschine ist aus den Fig. 1 und 2 zu erkennen. Auf dem
Ende des Schaftes, welcher die Meſsrolle A trägt, ist
eine Scheibe mit vier Armen (bei vier Unterabtheilungen), drei davon haben Schuhe,
welche die Typen für die Bruchtheile der Einheiten tragen, hier also ¼, ½, ¾,
während im vierten Arme die Typenräder gelagert sind zum Aufdrucken der Ganzen. Der
Abstand der Druckfläche der Zahlen von der Drehachse ist natürlich gleich dem
Meſstrommelhalbmesser. Die Scheibe ist durch eine Reibungskegelkuppelung Q mit der Achse verbunden, wodurch beim Drehen der
Welle von A die Scheibe in derselben Richtung
mitgenommen wird, bis die Kuppelung gelöst wird. Ueber die Nabe der Scheibe ist noch
eine am Gestelle feste Muffe D geschoben, welche auf der Umfläche zu einer Curvennuth ausgebildet ist.
In dieser Nuth läuft die kleine Rolle des Hebels E,
welcher an dem anderen Ende den Schalt- und die Sperrkegel (Fig. 5) trägt für die zwei
Schalträder; entsprechend den zwei Typendruckrädern, die jedes mit den Zahlen 0 bis
9 versehen sind. In dem Schaltrade, welches mit der „Einerscheibe“ verbunden
ist, ist an einer Stelle ein Zahn tiefer eingeschnitten, entsprechend dem kleineren
Schaltrade, welches die „Zehnerscheibe“ treibt. Bei jeder Umdrehung der
Einerscheibe wird also durch den ein Mal tiefer einfallenden Schaltzahn die
Zehnerscheibe nur um einen Zahn weiter geschaltet werden.
Es mag nun noch das Zurückbringen beider Scheiben auf „Null“ erläutert werden.
In jedem Typenrade ist eine Zurückführfeder enthalten. Das eine Ende derselben ist
an der Welle befestigt, um welche die Räder sich drehen, während das andere mit
einem Filzstücke ausgerüstete Ende sich gegen die Innenfläche der Räderflansche
legt. Wenn die Räder geschaltet werden, wird die Feder so lange aufgewunden, bis die
Spannung so groſs wie die Reibung ist, welche dann bleibt, bis das Rad freigelassen
wird. Ein kleiner Stift an jedem Typenrade hebt beim Vorwärtsgange die federnde
Sperrklinke einer Hemmung auf, welche aber beim Rückwärtsgang zur Wirkung gelangt,
und damit jedes Rad auf Null anhält. An der am Gestell festen Muffe D ist gleichfalls ein Federhaus R angebracht, welches eine Schleiffeder enthält. Ein Ende derselben
schleift auf der Innenfläche des Federhauses, während das andere mit einer
Spiralfeder gekuppelt ist, welche an der auf Null zurück zu bringenden Scheibe
befestigt ist. Auch diese Feder wird beim Vorwärtsgang gespannt bis die Schleiffeder
schleift und wirft also gleichfalls beim Loslassen das Armkreuz auf Null zurück.
Auch hier ist eine federnde Sperrklinke angeordnet.
Um die Markirvorrichtung auf Null zurück zu bringen,
sind drei. Fälle vorgesehen; entweder das Auslösen geschieht durch Hand, oder es wirkt eine Ausrückvorrichtung, wenn eine gewisse Länge durch die Maschine gelaufen ist,
oder endlich tritt dieselbe in Thätigkeit, wenn das Stück zu
Ende ist.
Die Ausrückvorrichtung steht in Verbindung mit der Zählscheibe P, deren Antrieb in Fig. 6 wiedergegeben ist.
Auf der unteren Seite der Theilscheibe ist ein Hohlkegel L angebracht, welcher durch die Schraubenfeder J gegen den Vollkegel K gepreſst wird. Durch
Lüften des Knopfes der Stange F kann diese
Reibungskuppelung gelöst werden und es bringt dann die Spiralfeder I in der schon mehrfach beschriebenen Weise die
Zählscheibe auf Null zurück. Der Antrieb der Theilscheibe erfolgt von der Meſstrommelwelle
aus. Auf derselben sitzt eine Muffe, welche wiederum durch eine Reibungskuppelung
mitgenommen wird. Die Muffe ist auſsen als Schraube ohne Ende ausgebildet und greift
in den zum Schneckenrad ausgebildeten Vollkegel K ein;
dieselbe trägt auſserdem noch ein Sperrrad, in welches, sobald die Theilscheibe
angehalten werden soll, ein Sperrkegel einfällt; hierdurch wird die Schnecke und
damit die Theilscheibe festgehalten, obgleich sich die Welle der Meſstrommel noch
weiter drehen kann.
Um die Theilscheibe und die Maschine anzuhalten, wenn eine bestimmte Stofflänge die
Maschine durchlaufen hat, wird in das betreffende Loch der Theilscheibe ein
Anschlagstift N eingesteckt; derselbe löst dann im
geforderten Augenblicke eine Falle aus, welche ihrerseits wiederum einen Hebel frei
gibt, mittels welchem die Riemengabelstange gehalten wird. Die gespannte Feder U schiebt dann die Riemengabel von der festen auf die
Losscheibe (vgl. Fig. 1) und bringt damit die Maschine zum Stillstand. Um endlich die
Maschine anzuhalten, wenn das gemessene Zeug die Maschine durchlaufen hat, ist eine
Fühlrolle V angebracht (Fig. 3). Sobald unter
derselben kein Zeug mehr ist, fällt sie nach unten, sperrt durch entsprechende Hebel
die Theilscheibe und löst den Mechanismus aus, welcher alle Scheiben auf Null
zurückbringt und die Riemengabel auslöst.
Das Auftragen der Farbe auf die Typen geschieht durch das Farbwerk W (vgl. Fig. 1, 3 und 6); die Rolle X dient beim Aufdrucken für die Sahlleiste als
Gegenhalter.
Textabbildung Bd. 267, S. 243 Das Falten, welches dem Messen und Aufdrucken
folgt, geschieht durch den in Fig. 7 und 8 dargestellten Falter, dessen Einrichtung durch die nebenstehende
schematische schaubildliche Darstellung ohne Weiteres klar werden dürfte. Der Falter
ist mit den zugehörigen Preſsrollen auf einem besonderen Rahmen angebracht, welcher,
damit das Falten an jeder gewünschten Stelle der Breite erfolgen kann, seitwärts
verschiebbar ist (Fig. 2). Das gefaltete Zeug wird im gezeichneten Falle auf die Walze Z aufgewickelt, welche unmittelbar angetrieben
wird.
Durch Anwendung der vorliegenden Maschine, welche Eigenthum der Measuring and Packaging CompanyVertreter sind E. Collier und Comp.,
Brown-street, Manchester. in New York ist, dürfte mannigfachen
Streitigkeiten zwischen Fabrikanten, Kaufleuten und Kunden vorgebeugt werden, da die
jeweilige Länge immer aufgedruckt ist. Das Verfahren vereinfacht auch
auſserordentlich die Controle der Waarenbestände, da der Abgang und der Rest jedes
Stückes sofort zu bestimmen ist. (Vgl. 1886 260 *
459.)
E. M.
Tafeln