| Titel: | Ueber Neuerungen im Eisenhüttenwesen. |
| Autor: | Stn. |
| Fundstelle: | Band 268, Jahrgang 1888, S. 63 |
| Download: | XML |
Ueber Neuerungen im Eisenhüttenwesen.
(Patentklasse 18. Fortsetzung des Berichtes Bd.
266 S. 386.)
Mit Abbildungen auf Tafel
5 und 6.
Ueber Neuerungen im Eisenhüttenwesen.
a) Der Hochofen-Prozeſs.
Auf der Frühjahrs Versammlung 1887 des Iron and Steel
Institute hielt E.C. Potter einen Vortrag über
die von ihm geleiteten South-Chicago-Stahlwerke.
Letztere besitzen 4 Hochöfen mit 2 Aufzügen. Jeder Ofen hat 3 Whitwell-Apparate von 6m,4 Durchmesser und 18m,29 Höhe. Der
allen gemeinsame Schornstein ist 58m hoch und 3m,7 weit. 8 Gebläsemaschinen mit 1m,37 Hub, 0m,914
Dampfcylinder- und 2m,13 Windcylinder-Durchmesser
liefern bei 40
Umdrehungen in der Minute 2832cbm Wind. Der Dampf
wird durch Hochofengase in 72 Kesseln von 1m,22
Durchmesser und 10m,97 Länge erzeugt. Die Zugesse
ist 53m,34 hoch und 4m,57 weit. Die Oefen sind 22m,86 hoch
und haben im Kohlensack einen Durchmesser von 6m,4
und an der Gicht von 3m,35. Ersterer liegt 9m,75 und die Formenebene 1m,44 über dem Bodenstein. Der Rastwinkel beträgt
76°, die Herdweite 2m,74. Die erste Campagne
dieser Oefen dauerte jedoch nicht lange. Sie muſsten wegen ganz unregelmäſsigen
Betriebes bald wieder ausgeblasen werden. Man veränderte deshalb die Innenform der
Oefen in der Weise, daſs man den Kohlensack 6m,09
und den Herd 3m,35 weit machte, und daſs man
ersteren 10m,66 und die Formenebene 1m,67 über den Bodenstein legte. In Folge dessen
stieg der Rastwinkel auf 80,5°. Die Gicht erweiterte man bis auf 4m,66. Der 0m,810
starke Herd wird durch 3 Lagen zu je 6 Kühlplatten gekühlt. Diese neue Zustellung
hob die Production der Oefen, aber auch den Koksverbrauch. Man machte deshalb
Versuche zur Herabminderung desselben und kam fast bis zu 1k Koks auf 1k
Eisen, wobei gleichzeitig die Production stieg. Einer der Oefen machte sogar 200t in 1 Tag mit durchschnittlich 867k Koks für 1t,
was besonders dem geringen Kalkzuschlag, welcher von 35 auf 13 Proc. des Erzes fiel,
zu verdanken war. Alle 4 Oefen machten früher wöchentlich 5500t. Die Anlagekosten betrugen 3780000 M. (vgl. auch
Fritz W. Lürmann in Stahl
und Eisen, 1887 S. 698).
Nach The Engineering and Mining Journal, 1887 Bd. 44 S.
344, machten die South-Chicago-Stahlwerke im August und
Oktober 1887 22982t und 23690t Roheisen; dabei kamen auf 1t Eisen 975k und
927k Koks.
Ebenda S. 312 wird über eine stehende Edwin Reynold'sche
Patent-Gebläsemaschine folgendes angegeben: Dieselbe wurde von E.P. Allis und Company in den Reliance Works in Milwaukee, Wis., für den Ofen „F“ der Edgar Thompson Steel Works gebaut, welcher täglich
419t Eisen erzeugt. Die Windsaugventile sind
aus Bronze, die Druckventile und ihre Sitze aus Stahl. Als Dichtungsmittel der
letzteren benutzt man Leder. Dieses und die Ventile überhaupt sind leicht zugänglich
und auswechselbar. Die beiden Dampfcylinder liegen zwischen den starken 4 Ständern,
welche oben die beiden Windcylinder tragen. 4 mächtige Schwungräder regeln den Gang
der Maschine. Bei einem 3 stündigen Vergleichsversuche, wobei 2100cbm Wind von 0k,45 Pressung in 1 Minute erzeugt wurden, brauchte die Maschine nur 11k,06 Wasser in 1 Stunde.
Ebenda S. 3 wird berichtet, daſs von der Friedrich-Wilhelms-Hütte zu Mühlheim a.d. Ruhr neuerdings 2 liegende Gebläsemaschinen gebaut worden sind, von denen
die eine, eine Einzelmaschine mit Condensation, für die Mathilden-Hütte bei Harzburg bestimmt ist. Der Gebläsecylinder hat einen
Durchmesser von 2m,825, der Dampfcylinder von 1m,350. Der Hub beträgt 2m,2. Die andere, eine Zwillingsmaschine, ist vom
Hörder
Eisenwerk bestellt und hat Cylinderdurchmesser von 2m,825 bezieh. 1m,65. Der Hub beträgt 2m,2. Die erstere
Maschine liefert bei 20 bis 22 Umdrehungen in 1 Minute Wind von 0k,7 Druck. Die Steuerung erfolgt mittels
Doppelsitzventilen mit veränderlicher Expansion. Die Dampfkolbenstange,
Kurbelzapfen, Ventilspindeln u.s.w. sind aus Stahl; die Schwungradwelle, Kurbeln,
Kurbelstangen, Kreuzkopf und die hohle Gebläsekolbenstange von 375mm äuſserem Durchmesser aus bestem Hammereisen.
Das Schwungrad hat einen Durchmesser von 10m. Die
Maschine wiegt 182200k.
Die Hörder Maschine soll 1000cbm Wind in 1 Minute ansaugen und auf einen Druck
von 0k,8 bringen. Die Abmessungen der Maschine
sind im Allgemeinen diejenigen der ersteren; nur beträgt der
Dampfcylinderdurchmesser 1m,65, da sie ohne
Condensation arbeitet. Die Maschine wiegt 281000k
und dürfte die gröſste und leistungsfähigste Maschine in Deutschland sein und nur
von wenigen Maschinen im Ausland übertroffen werden.
Nach Stahl und Eisen, 1888 S. 6, machen die Südstaaten
Nordamerikas ungeheure Fortschritte in der Erzeugung von Roheisen. Dieselbe stieg
von 23187t im J. 1872 auf 390388t im J. 1885. Neuerdings ist zu Gusley in Alabama
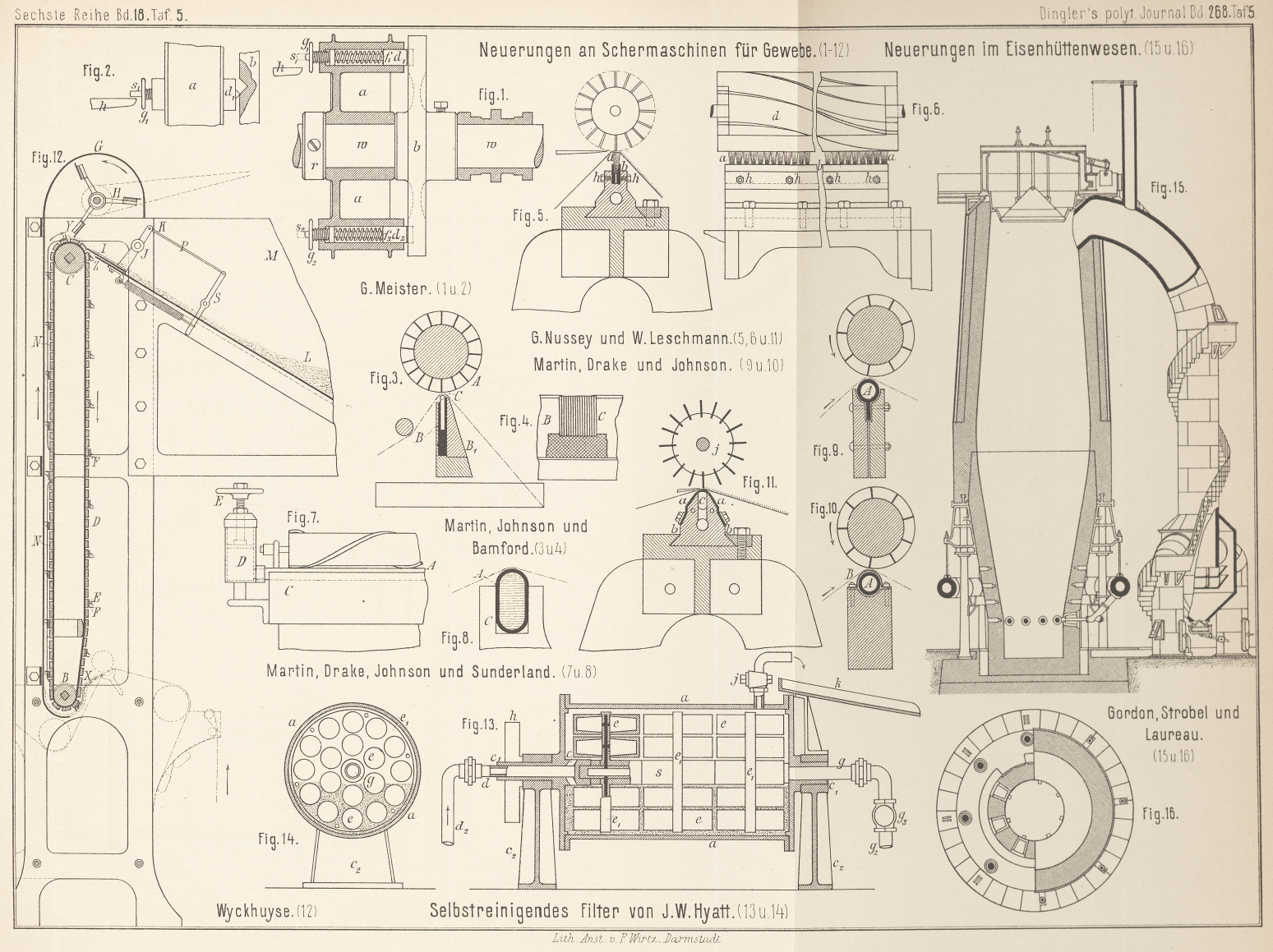
eine Hochofenanlage mit 4 Oefen entstanden. Dieselbe ist von der Firma Gordon, Strobel und Laureau, Limited, in Philadelphia
entworfen. Die Oefen haben einen Kohlensack von 6m,09 Weite und sind 24m,5 hoch. Jeder Ofen
soll täglich 180t Eisen erzeugen und 1114k Koks auf 1t
Eisen gebrauchen. Jeder Ofen hat 4 Gordon-Whitwell-Cowper-Apparate, von welchen einer in Reserve bleibt. Der
Dampf wird in 64 Cornwall-Kesseln von 1m,21 Durchmesser und 10m,36 Länge mit 2 Feuerrohren von 0m,38 Durchmesser erzeugt. Die überdachten
Gieſshallen sind je 18 × 53m und der ebenfalls
überdachte Lagerplatz ist 23 × 200m groſs. 6
Grebläsemaschinen von 2m,13 und 0m,91 Cylinderdurchmesser und 1m,21 Hub geben den Wind.
Fig. 15 und
16 Taf. 5
geben Schnitte der Hochöfen. Der Schacht nebst Mantel ruht auf einem von 8 Säulen
getragenen guſseisernen Ringe; die um den Hochofen herum laufende
Windvertheilungsleitung ist an dem Ringe mittels verstellbarer, schmiedeeiserner
Stangen aufgehängt. Der untere Theil des Kohlensackes ist mit wassergekühlten Ringen
versehen, welche nach Belieben aus- und eingesetzt werden können, ohne daſs das
Mauerwerk verletzt wird. Die Düsenstöcke sind mit Kugelgelenken und einigen
besonders von Gordon erfundenen Vorrichtungen versehen,
welche die richtige Einstellung derselben zu einer leicht ausführbaren Arbeit
gestalten sollen.
Die Abmessungen sind:
Hochöfen:
Höhe
24,38m
Durchmesser
an der Plattform
4,64
„
im Kohlensack
6,09
Durchmesser
im Gestell
3,20m
„
der Glocke
3,42
„
des Glockenrumpfes
4,54
8 Säulen 5m,48 hoch,
7 Düsen 0m,15 Durchmesser,Höhe der
Düsen über dem Bodenstein
1,98
7 Düsenstöcke, innerer Durchmesser
0,22
Windvertheilungsrohr:
Mittlerer
Durchmesser
des Kreises
9,29
Aeuſserer
„
„ Rohres
0,99
Innerer
„
„ „
0,50
Warmwindleitung:
Aeuſserer
Durchmesser
des Rohres
1,21
Innerer
„
„ „
0,76
Kaltwindleitung
0,76
Winderhitzer:
Höhe
19,81
Durchmesser
6,09
Kamin:
Lichter Durchmesser
1,37
Höhe
12,19
Durchmesser
des Kaminventiles
1,16
„
„ Warmwindventiles
0,76
„
„ Kaltwindventiles
0,66
„
„ Luftventiles
0,60
„
„ Gaseinlaſsventiles
0,60
Ebenda * S. 88 wird das neue Hochofenwerk der Oesterreichischen Alpinen-Montan-Gesellschaft in Hieflau beschrieben. Der
Hochofen derselben besteht aus einem 2m hohen
Sockel und hat eine Höhe von 19m, eine Gichtweite
von 3m,3, eine Kohlensackweite von 4m,6 und eine Gestellweite von 2m,5 in der Formenebene. Diese liegt 1m,35 über dem Boden. Der Fassungsraum beträgt
200cbm und soll eine tägliche Production von
100t ergeben. Die Durchgangszeit ist 17
Stunden. Die aus einer Lürmann'schen Schlackenform
flieſsende Schlacke fällt in einen Topf, worin im Wirbel heftig bewegtes Wasser
dieselbe ohne eine Spur von Dampf- und Schwefelwasserstoffbildung in den
Schwemmkanal abführt. Hierbei haben sich Unzuträglichkeiten in Folge der groſsen
Wassermasse des Ennsflusses nicht ergeben. Die Zwillings-Verbund-Gebläsemaschine ist
von Riedler in Aachen construirt und von der Prager Maschinenbau-Actiengesellschaft, vormals Ruston und Compagnie, gebaut. Sie liefert 450cbm Wind von 0k,5 Pressung bei 40 Umdrehungen in 1 Minute. In Folge der besonderen Steuerung
der Saug- und Druckwindklappen wird der schädliche Raum der Windcylinder auf ½ Proc.
des Fassungraumes erniedrigt. Die ganze Anlage hat 5 Dampfkessel, wovon 3 in Reserve
stehen. Jeder hat einen Ober- und Unterkessel. Da der Ofen nur weiſses Eisen
erblasen soll, so hat man Röhrenwinderhitzer angelegt. Dieselben sind vom
Hüttendirekter Belani construirt, haben stehende
Röhren, aber keine Krümmer und keine im Feuer liegende Muffenverbindungen. Die
Heizfläche beträgt 300qm. Die Innenfläche der
Rohre ist gerippt, was die Herstellungskosten derselben unwesentlich, die Festigkeit und Heizfläche
derselben aber um etwa 30 Proc. erhöht. Die Kosten der Anlage betragen 700000 M.,
wobei zu berücksichtigen ist, daſs die Maschinen mit Ausnahme des Gebläses in den
Werkstätten der Gesellschaft gebaut worden sind.
Ebenda 1887 S. 835 gibt Fritz W. Lürmann einen Vergleich
der Einrichtungen und der Baukosten verschiedener neuerer Hochofenanlagen, worauf
hier nur kurz hingewiesen werden soll.
Im Engineering, 1888 Bd. 45 S. 63, sind Untersuchungen
über den Niedergang der Materialien im Hochofen von Robert
H. Richards und Richard W. Lodge des Mass. Institute of Technology in Boston veröffentlicht.
Dieselben benutzten ein 1m,01 hohes Holzmodell,
dessen Längsschnitt demjenigen des Hochofens „D“ der Edgar Thomson-Werke entsprach. Die Tiefe des Modelles war aber auf der
ganzen Länge nur 30cm; der Querschnitt war also
rechteckig. Die offene Vorderseite des Modelles war von einer Glasplatte überdeckt.
Man füllte das Modell mit verschiedenen Mischungen von 4 Materialien verschiedener
Korngröſse und beobachtete, wann nach dem constanten Abziehen der untersten und
Aufgeben neuer oberster Materialschichten die Füllung ein constantes Aussehen
erhielt. Dann wurde die Füllung photographirt. Auf diese Weise erhielt man 16
Photographien, welche über die Art des Niederganges einigen Aufschluſs geben, im
Uebrigen aber noch sehr viele Fragen ungelöst lassen. Von ganz erheblichem Einfluſs
scheinen die Gestalt und Gröſse des Begichtungstrichters zu sein.
The Engineer, 1888 Bd. 65 * S. 47, berichtet über neuere
Bauer'sche Koksöfen. Dieselben liegen entweder in
einer Linie neben einander oder im Kreise um eine gemeinschaftliche Esse. Ersteres
System ist bei 2 Gruppen zu 40 Oefen auf den Werken von Schneider und Compagnie in Creusot ausgeführt. Die senkrechten
Verkokungskammern sind 41cm breit, 305cm hoch und 183cm tief und enthalten ungefähr 2t
Kohlen. Die Füllung der Kammern erfolgt von oben, das Abziehen des Koks von unten.
Dabei gleiten dieselben in Folge eines schrägen Bodens aus der Kammer heraus, wenn
die Thür geöffnet wird. Die Verkokungskammern werden von Räumen zum Mischen von Gas
und Luft und zum Aufspeichern und Abgeben der Abhitze derselben vollständig umgeben,
so daſs eine hohe Temperatur der Kammern bewirkt wird, die für die Herstellung von
festem Hochofenkoks günstig ist (1887 264 189).
Eine kreisförmige Gruppe von 40 Koksöfen ist auf den Blair
Ironworks in Dalvy in Schottland eingerichtet und kostet 46000 M. Es sollen
darin 80t Koks in 24 Stunden erzeugt werden
können.
b) Der Herdschmelzprozeſs.
Nach Stahl und Eisen, 1887 S. 850, ist der steyerische
Magnesit (vgl. auch 1887 266 256) ganz besonders zur
Verwendung im basischen Herdschmelzofen geeignet. Der Magnesit enthält 90 bis 96
Proc. MgCO3, 0,5 bis 2 Proc. CaCO3, 3
bis 6 Proc. FeCO3, bis 1 Proc. SiO2 und bis 0,5 Proc. Mn2O3. Er wird meist zur Herstellung von
Steinen benutzt, während Stampfmasse nur zur Ausgleichung von Unebenheiten des
Herdes dient. Die Steine werden wie gewöhnlich mit Theer- oder Magnesitmörtel
vermauert; ersterer hat aber den Vorzug, daſs man den damit hergestellten Ofen
sofort in Betrieb nehmen kann. Hauptgewicht ist in beiden Fällen auf möglichst
schmale Fugen zu legen. Das basische Mauerwerk kann man ohne besondere Zwischenlage
mit dem sauren zusammenstoſsen lassen. Beim Aufstampfen
des Futters benutzt man gemahlenen, durch engmaschige Siebe geworfenen
todtgebrannten Magnesit, ausnahmsweise kaustischen Magnesitmörtel zur Herstellung
der obersten Lage. Die Stampfschichten dürfen nur 3cm dick sein und müssen einzeln aufgesintert werden, was jedesmal eine
halbe Stunde dauert. Da der Herd bis 30cm dick
ist, so nimmt das Stampfen und Sintern viel Zeit fort. Trotzdem ist aber die
Sicherheit des Herdes nicht groſs, weil eine einzige weniger sorgfältig gestampfte
Stelle den Durchbruch veranlassen kann. Man legt deshalb gerne auf den Herd zuerst
eine Schicht Magnesitziegel. Besser sind unter allen Umständen gemauerte Herde. Die
Steine sind 65 × 120 × 250mm groſs und können in
den verschiedensten Verbänden zusammengestellt werden, entweder liegend oder
stehend, oder beides zusammen. Nach Aufmauerung des Herdes heizt man ihn langsam an
und überdeckt ihn 15 bis 30mm mit gemahlenem
schärfst gebranntem Magnesit, welchen man mit 30 bis 60k schweren Klopfern festschlägt. Hierbei muſs eine höchste Ofentemperatur
unterhalten werden. Zuletzt folgt eine 2 bis 3cm
starke Kalkschicht. Um eine rauhe gemauerte Fläche zu
erhalten, auf welcher die Stampfmasse besser haftet, stellt man die Steine gerne schräg, oder gibt den Steinen eine
entsprechende Form. Das Gewölbe kann man entweder direkt auf die basischen
Seitenwände des Ofens aufsetzen, oder man fängt es durch die sauren Auſsenwände des Ofens ab, in welchem Falle letztere ein
basisches Futter erhalten. Die Abstichöffnung wird entweder überwölbt oder durch
einen besonders groſsen Stein flach überdeckt, was einfacher und besser ist. Die
Dauer der Magnesitherde ist eigentlich unbegrenzt; zerstörend wirkt aber leicht von
der sauren Decke heruntertropfende Schlacke, weshalb man vielleicht gut thut, auch
diese aus Magnesitziegeln aufzumauern. Ein gut aufgeführter Herd hält 500 bis 600
Hitzen aus; nach 300 Hitzen bricht man wohl die oberste Steinschicht aus und ersetzt
sie durch eine neue, was aber nicht absolut nothwendig ist. Nur muſs man nach jeder
Hitze den Herd genau untersuchen und ausbessern, wozu man meist keinen mit Theer
angemachten Mörtel verwendet. Durchschnittlich verbraucht man hierzu 20 bis 25k Magnesit auf 1t Stahl. 1t Magnesitziegel bezieh.
Stampfmasse kostet 140 bezieh. 115 M. loco Westfalen. Ein 10t-Ofen verbraucht demnach für die Aufmauerung:
12000k Steine zu
1680 M.
3000k Stampfmasse zu
345 „
–––––––
Summa
2025 M.
Bei gänzlicher Erneuerung des Herdes nach 500 Hitzen mit 5000t Produetion kostet also das Zustellungsmaterial
2025 M. und das Ausbesserungsmaterial 5000 × 20k =
100t zu 11500 M., was zusammen 13525 M.
ausmacht. Der Magnesitverbrauch stellt sich also auf 2,70 M. für 1t Rohstahl. Dafür hat aber der Magnesit den
Vortheil, daſs er eine Entphosphorung bis zu 98 Proc. des Gesammtphosphorgehaltes
und einen Erzzusatz von über 30 Proc. gestattet.
In Industries, 1887 S. 647, ist ein Vortrag, welchen F.W. Harbord kürzlich vor dem South Staffordshire Institute über den Wailes'schen Ofen (vgl. 1887 266 * 488) hielt,
veröffentlicht. Nach demselben ist der Ofen für South Staffordshire wegen seines
Reichthumes an Phosphor haltigen Eisenerzen ganz besonders werthvoll. Eine kleine
Menge Erz, welche mit dem Roheisen aufgegeben wird, genügt, um alles Silicium, 90 Proc. des Mangans und 40 Proc. des
Phosphors während des Niederschmelzens zu entfernen.
Eine gröſsere Menge Erz ergab eine fast vollständige Entphosphorung (0,06 Proc.) und
Entkohlung (0,1 Proc.) nach dem Niederschmelzen. Danach ist es wohl möglich, die
Dauer der Hitze von 8 auf 4 bis 5 Stunden zu beschränken. Die folgenden 5 Proben
wurden innerhalb einer Stunde nach dem Niederschmelzen
genommen- dabei war der Ofen mit Schlacke beschickt worden, bevor Roheisen
eingelassen wurde:
Bestandtheile des Satzes
ProbeNr. 1
ProbeNr. 2
ProbeNr. 3
ProbeNr. 4
ProbeNr. 5
Proc.
Proc.
Proc.
Proc.
Proc.
Proc.
Si
1,000
0,025
0,020
0,016
0,040
0,043
P
1,500
0,134
0,088
0,122
0,081
0,146
Mn
1,321
0,288
0,200
0,140
0,160
0,180
S
0,130
0,127
0,160
0,150
0,170
–
C
2,500
0,140
0,111
0,130
0,100
0,140
Gab man keine Schlacke mit dem Roheisen auf, so fand eine viel langsamere Entfernung
der Unreinigkeiten statt, wie aus folgender Tabelle hervorgeht:
Bestandtheile des Satzes
ProbeNr. 1
ProbeNr. 2
ProbeNr. 3
Proc.
Proc.
Proc.
Proc.
Si
0,463
0,035
0,030
0,016
P
1,082
1,388
1,175
1,397
Mn
1,100
0,256
0,266
0,266
S
0,064
0,066
0.069
0,78
C
1,750
1,150
0,750
1,180
Bei der schnellen Entfernung der Verunreinigungen wurde aber nichts gewonnen, weil
das Eisen nach der Reinigung noch nicht heiſs und flüssig genug war, um es abzustechen. Deshalb scheint
es am besten zu sein, die eine Hälfte der Schlacke mit dem Roheisen aufzugeben und
die andere Hälfte, nachdem es niedergeschmolzen ist. Man muſs sich jedoch davor
hüten, zu viel Schlacke aufzugeben, sonst wird die Ofenschlacke zu dünn, das
Metallbad zu sauerstoffreich und zu wild in den Formen; auch wird die Schlacke zu
eisenreich. Letztere soll nicht mehr als 10 Proc. Eisen enthalten. Schlacke mit
weniger Eisengehalt verlangsamt die Arbeit sehr und macht auch eine gänzliche
Entphosphorung schwierig. Das Roheisen enthält am besten 2,5 Proc. P, 1,25 bis 1,5
Proc. Mn, 1 Proc. oder weniger S und nicht über 1 Proc. Si. Ein höherer Gehalt an S
schadet im Allgemeinen nicht, denn man hat mittels Manganerz den Gehalt an S von 0,2
Proc. schon bis auf 0,05 Proc. heruntergebracht- vorsichtiger ist es aber auf alle
Fälle, mit weniger S zu arbeiten. Eigenthümlich ist dabei, daſs Mn in das Metallbad
übergeht, also als Oxydationsmittel wirkt. Man kann dadurch an dem späteren Zusatz
von Eisenmangan sparen und sogar leicht Manganstahl erzeugen. Der Phosphorgehalt des
Roheisens kann beim Wailes-Ofen bis 3 Proc. steigen,
nur dauert dann die Hitze länger. Oftmals werden bis 80 Proc. Schrot als Zuschlag
benutzt, besonders bei geringem Phosphorgehalt. Gewöhnlich braucht man aber nur 20
bis 40 Proc. Aus Hematit-Eisen läſst sich ein
vorzügliches Eisen darstellen, wie aus folgender Tabelle hervorgeht. Die 4 Proben
sind in Zwischenräumen von einer halben Stunde nach dem Schmelzen genommen
worden.
Bestandtheile des Satzes
Probe Nr. 1direkt nach demSchmelzen
ProbeNr. 2
ProbeNr. 3
ProbeNr. 4
Proc.
Proc.
Proc.
Proc.
Proc.
Si
1,60
0,04
0,020
0,010
Spur
P
0,058
0,03
0,025
0,020
0,016
Mn
0,860
0,144
0,130
0,180
0,420
S
0,060
0,126
0,123
0,102
0,084
C
3,00
0,67
0,42
0,27
0,110
Die erste Probe hielt sich unter dem Hammer gut, war nur etwas rothbrüchig, welches
dem sehr niedrigen Mn-Gehalt und dem hohen S-Gehalt zuzuschreiben ist. Das
Endproduct ist aber ein ganz vorzügliches und steht dem besten schwedischen Eisen in
nichts nach.
Der Wailes'sche Ofen hat in Amerika bereits Nachahmer
gefunden. * The Iron Age vom 8. September 1887
berichtet von einem Ofen, welcher vor 2 Jahren von H.W.
Lash in Pittsburg erfunden wurde und auf den gleichen
Constructionsbedingungen beruht, wie der Wailes'sche
Ofen. In Pittsburg sind bereits 12 dieser Oefen mit Erfolg in Betrieb. Carnegie, Phipps und Comp., Lim., besitzen 4 Oefen à
40t; Park Bro. und
Company, Lim., haben 5 Oefen à 30t und
The Linden Steel Company, Lim., besitzt einen Ofen
à 20t. Die übrigen Oefen haben eine kleinere
Fassung. Der Ofen hat einen kreisförmigen Grundriſs und steht über einer Grube, so daſs die Herdsohle in die
Hüttensohle fällt. Diese Einrichtung soll die Arbeitslöhne zur Beschickung und
Ausbesserung des Ofens sehr vermindern. Durch die Grube kann man den Boden des Ofens
leicht erreichen, während die Wände von der Hüttensohle aus leicht zugänglich sind.
Das Innere des Ofens kann man durch 5 Arbeitsthüren übersehen und ausbessern. Die
Wärmespeicher erstrecken sich vom Ofen aus unter der Hüttensohle bis zur Esse, aber
so, daſs der Ofen nicht auf den Wärmespeichern ruht bezieh. über denselben steht. Vor dem Abstich ist eine kleine Grube zur Aufnahme
der an einem Gieſskrahn hängenden Pfanne angeordnet. Um diesen Gieſskrahn herum
liegt die eigentliche halbkreisförmige Gieſsgrube. Der Arbeitslohn bei einem 30t-Ofen beträgt nur 5 M. (1 Doll. = 4 M.), in
einigen Fällen nur 3,80 M. für 1t Blöcke. Diese
für amerikanische Verhältnisse geringe Summe wird besonders der tiefen Lage des
Ofens und seiner Arbeitsöffnungen zugeschrieben.
Ueber die Heizung von Martin-Oefen mit Wassergas macht
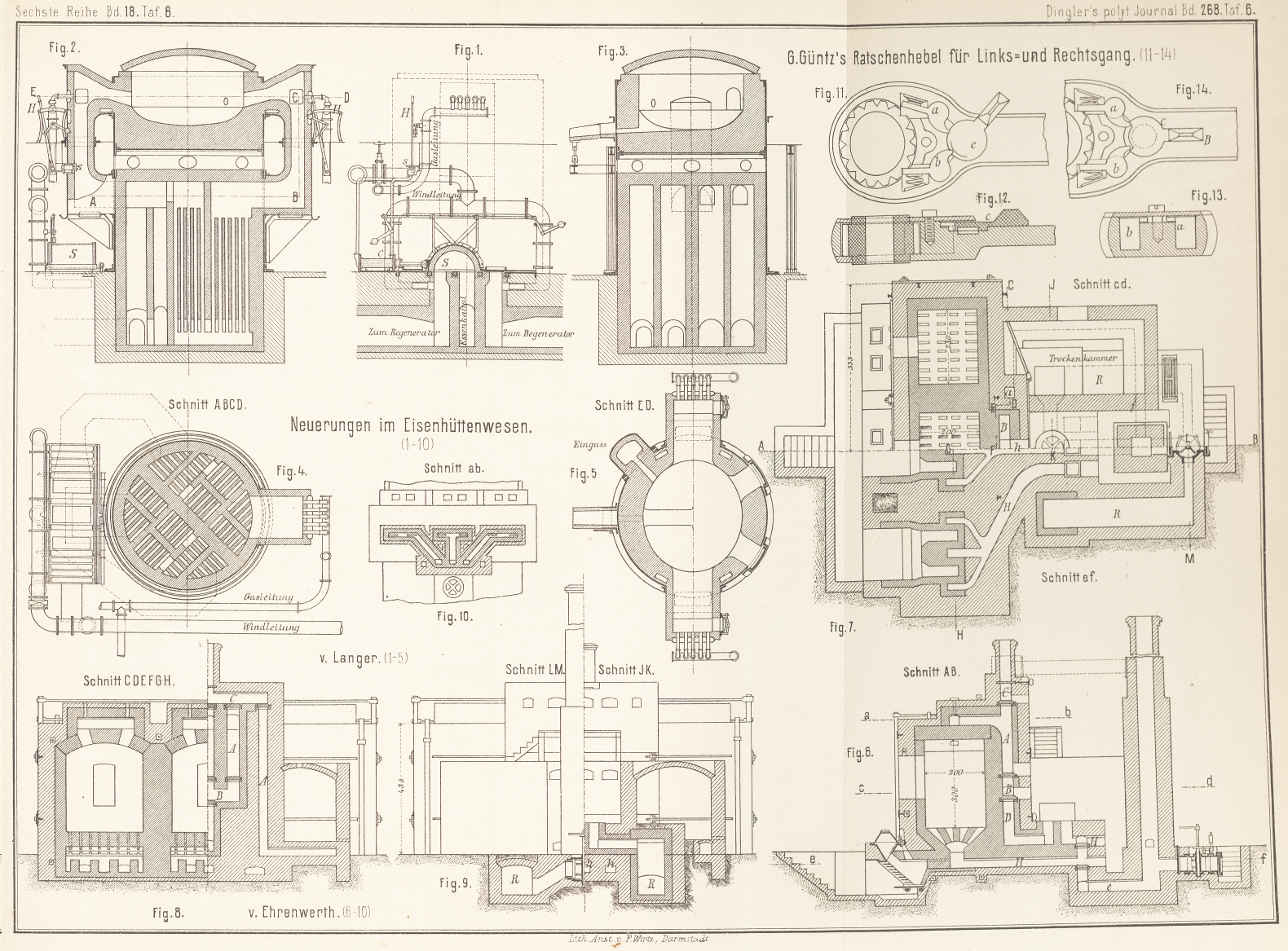
v. Langer folgende Mittheilungen (vgl. auch Zeitschrift für die Chemische Industrie, 1887 S. 183).
Die Herde (Fig.
1 bis 5 Taf. 6) sind rund und mit einem Blechmantel umgeben. Der Boden ist mit
Luft gekühlt. Die Wärmespeicher liegen gerade unter dem Herd, während die
Verbrennung in den beide verbindenden Kanälen stattfindet. Die Gewölbe können
abgehoben werden. Hierzu ist ein starker Krahn zwischen je 2 Oefen aufgestellt,
welcher auch die Aufgabe hat, die Gieſspfanne, beim Verarbeiten flüssigen Roheisens,
auf die erforderliche Höhe zu heben. Jede Gasdüse, welche in der Richtung der
Ofenachse in den horizontalen Theil der Seitenkanäle einmündet, besitzt einen Hahn,
welcher durch eine Zugstange mit den übrigen Hähnen so verbunden ist, daſs
sämmtliche Hähne einer Batterie gleichzeitig umgestellt werden können. Die beiden
Gasrohre, von welchen die Gasdüsen bei jedem Ofen abzweigen, besitzen
Drosselklappen. Die Luft wird durch ein Roots-Gebläse
unter eine kleine Glocke geblasen, welche den nothwendigen Winddruck von 110mm erzeugt. Die Windleitungen zweigen in 2 Armen
bei jedem Ofen ab und münden in die Ofenkanäle, durch welche die Essengase aus den
Wärmespeichern in die Esse gelangen. Durch den Steuerschieber S ist jeweilig einer dieser Kanäle geschlossen, der
andere mit der Esse verbunden. Die Luft wird durch Drosselklappen in der Windleitung
so geleitet, daſs sie in denjenigen Ofenkanal eintritt, welcher durch den Schieber
geschlossen ist, und von dort durch den früher geheizten Wärmespeicher in den
Verbrennungsraum, wo sie mit den Wassergasen zusammentrifft. Wird irgend ein Ofen
umgesteuert, so wird das Gas an beiden Seiten in den Düsen abgesperrt und der Hebel
H umgestellt, wodurch auch die Drosselklappen in
den Gaszuleitungen umgestellt werden. Ein Schieber s in
der Druckwasserleitung wird dann so umgestellt, daſs das Wasser den Kolben c und somit den Schieber S
in die andere Stellung
bringt. Der Schieber S stellt dann durch Mitnehmer die
Drosselklappen in der Windleitung um. Von irgend einer Gefahr bei Anwendung von
Wassergas im Groſsen kann hiernach nicht die Rede sein. In einem Wassergas-Martin-Ofen werden in 24 Stunden 20t Stahl erzeugt. Der Gasverbrauch beträgt dabei
etwa 8cbm in einer Minute. Die Luft wird angeblich
auf 1200 bis 1400° erwärmt; die Temperatur im Herd ist nahezu Platinschmelzhitze.
Die Wärme der abziehenden Gase hinter den Wärmespeichern ist noch 400 bis 500°. Es
kommen also auf 100k fertigen Stahles 60cbm Gas oder etwa 15k Kohlenstoff bezieh. 19k Kohle, wobei
das Anheizen und Einschmelzen des Bodens mit einbegriffen ist. Ein gewöhnlicher Martin-Ofen braucht dagegen 40k Kohlenstoff. Im Uebrigen leisten im
Wassergas-Martin-Ofen 169200 W.-E. dasselbe wie
353500 W.-E. im gewöhnlichen Martin-Ofen. Ersterer ist
also um 53 Proc. sparsamer. In Witkowitz stellten sich im ersten Halbjahr die
Erzeugungskosten des Wassergases auf 1 Pf. für 1cbm, Generatorgas dagegen kostete 0,34 Pf. (vgl. 1887 264 30).
c) Allgemeines.
The British Association for the Advancement of Science
beauftragte kürzlich eine Commission, bestehend aus: Prof. Tilden, W. Chandler Roberts-Austen und T.
Turner zur Untersuchung des Einflusses des Siliciums auf Stahl. Der
betreffende Bericht ist im Iron, 1887 S. 501,
veröffentlicht und enthält etwa folgendes. Als bekannt und feststehend setzte die
Commission folgendes voraus. 1) Ingoteisen wird durch Si im Guſs gesund gemacht,
dasselbe erhöht wie Kohlenstoff die Härte und Zähigkeit. Der Gehalt an Si sollte
0,15 Proc. nicht übersteigen, wenn das Eisen gewalzt wird. Zuweilen macht Si das
Eisen kaltbrüchig. 2) Auf Stahlguſs wirkt Si ähnlich. Doch sieht man es im
Allgemeinen als ein nothwendiges Uebel an, dessen Uebermaſs aber immer zu vermeiden
ist, da das Eisen sonst brüchig und spröde wird. 3) Guſsstahl mit einigen
Hundertstel Procent Si ist gesund; ein etwas höherer Gehalt schadet aber auch
nichts. 4) Mangan kann den schädlichen Einfluſs des Si ausgleichen.
Man untersuchte zuerst den Einfluſs des Si auf reines Eisen, welches man dem Bessemer-Prozeſs am Ende des Blasens, aber bevor
Eisenmangan zugesetzt wurde, entnahm. Dieses mischte man mit verschiedenen Mengen
Guſseisen mit 10 Proc. Si in einem Tiegel, schmolz die Mischung und walzte die
daraus gewonnenen Stäbe, soweit dies überhaupt angängig war, aus. Der Si-Gehalt
dieser verschiedenen Proben schwankte zwischen 0,0098 und 0,113 Proc. Das Ergebniſs
der Untersuchungen ist folgendes: Setzt man Si in der Form von Si reichem Roheisen
dem reinsten Bessemer-Eisen zu, so flieſst das Metall
ruhig in die Formen, selbst wenn der Zusatz nur einige Hundertstel Procente Si
beträgt. Dafür ist aber das Eisen rothbrüchig, besonders bei schwacher Rothglut, trotzdem läſst es sich in
der Schweifshitze gut bearbeiten. Die Rothbrüchigkeit steigt mit dem Si-Gehalt. Bei
gewöhnlicher Temperatur war das Eisen zähe und zeigte der Si-Gehalt wenig oder gar
keinen Einfluſs. Si steigert die Elasticitätsgrenze und Zugfestigkeit, vermindert
aber die Dehnung und die Querschnittsverminderung. Schon einige Hundertstel Procente
haben in dieser Hinsicht Einfluſs. Beim Zerreiſsen zeigt die Bruchfläche eine
seidenartige bis krystallinische Beschaffenheit, während bei dem durch einen Schlag
hervorgerufenen Bruch die Bruchfläche mehr derjenigen von Werkzeugstahl gleicht,
besonders wenn der Si-Gehalt ein höherer ist. Die Härte steigt mit dem Si-Gehalt und
zwar entsprechend der Zugfestigkeit. Bei 0,4 Proc. Si und 0,2 Proc. C konnte der
Stahl bei hohen Temperaturen nur schwer bearbeitet werden, kalt dagegen war er zähe;
auch konnte er gehärtet und als Drehstahl gut verwendet werden. In einigen Fällen
enthielt das Eisen oxydirtes Si, was dasselbe verschieden beeinfluſste; meistens
machte es das Eisen dem ursprünglichen Bessemer-Eisen
ähnlich. Mangan ändert das Verhalten des Si reichen Eisens sehr; es erzeugt weniger
Rothbrüchigkeit und kann man deshalb das Eisen leichter walzen und schmieden, selbst
bei mehreren Zehntel Procenten Si. Die geringe Dehnungsfähigkeit bleibt aber
bestehen und aus diesem Grunde ist für die meisten Fälle Si im weichen Stahl besser
nicht enthalten.
Zur Herstellung von sogen. „Faser-Eisen“ schlagen Alberto Laude Long in Stockton-on-Tees und Richard
Howson in Middlesborough-on-Tees, England, vor (vgl. * D.R.P. Nr. 41114 vom
10. December 1886), Tiegel-, Martin- oder Bessemer-Stahl durch Eingieſsen in Wasser zu granuliren
und die Granalien in einem Flammofen unter einer Decke von Schlacke zu entkohlen und
zusammenzuschweiſsen wie bei dem Puddeln. Es sollen dann Luppen gebildet werden, die
man wie gewöhnlich unter dem Hammer bearbeitet. Hierbei soll ein Product gewonnen
werden, welches eine stahlartige Beschaffenheit hat, sich aber von dem Blockstahl
durch seine faserige Structur unterscheidet.
d) Ziegelbrennöfen.
In der Oesterreichischen Zeitschrift für Berg- und
Hüttenwesen, 1887 S. 593, macht Josef v.
Ehrenwerth beachtenswerthe Vorschläge betreffs Ziegelbrennöfen mit
Regenerativgasfeuerung. Dieselben sind um so wichtiger, als gerade die Kosten des
Herdschmelzprozesses ganz wesentlich von der Dauer des Ofenmateriales abhängen.
Dasselbe gilt natürlich auch von allen anderen metallurgischen Oefen. Als
Hauptbedingung für widerstandsfähige Ziegel stellt v.
Ehrenwerth auf: Wahl der richtigen Korngröſse in entsprechenden
Verhältnissen, gute Mischung, möglichst starke Pressung in Formen bezieh. sehr
sorgfältiges Schlagen und gutes Brennen. Letzteres erfordert eine gleichmäſsige hohe
Temperatur. Diese läſst sich zwar in Ringöfen erreichen; die Production derselben
ist aber für viele
Fälle zu groſs; auch werden sie, wenn man die Luft vorwärmen will, räumlich zu
auegedehnt, weil sehr viele Kammern erforderlich sind.
Bei den von v. Ehrenwerth vorgeschlagenen Oefen (Fig. 6 bis 10 Taf. 6)
treten die Gase vom Generator direkt zum Verbrennungsraum, erfahren also keine
besondere Erhitzung. Ihr Strom kann, wenn wünschenswerth, durch eine
Abschluſsvorrichtung, die hier nicht gezeichnet ist, beliebig geregelt bezieh. auch
abgeschlossen werden.
Dagegen wird die Verbrennungsluft in Regeneratoren hoch erhitzt. Sie kommt im
vorliegenden Falle von der entgegengesetzten Seite durch den Heiſsluftkanal Hh zum Verbrennungsraum, von dem die Flamme in den
eigentlichen Ofen eintritt, welchen sie stets in einer Richtung durchströmt. Da die
Menge der abziehenden heiſsen Gase ungefähr doppelt so groſs ist, wie die der
zutretenden Verbrennungsluft, so ist für die Erwärmung der letzteren nur etwa die
Hälfte der ersteren ausnutzbar, wonach die restliche Hälfte für andere Zwecke
erübrigt und in verschiedener Weise verwendet werden kann, z.B. zum Vorwärmen des
nächsten Brandes, oder zur Wärmung der Trockenkammern, oder auch zum Brennen von
Ziegeln, die mindere Temperatur erfordern, von Quarz u.s.w. In der Zeichnung ist
deren Verwendung für die ersten beiden Zwecke durchgeführt und tritt der Abstrom
schlieſslich unten durch den Heiſsluftkanal des vorzuwärmenden Ofens in dessen
Abzweigung e unten in die Esse (Fig. 6). Der Abstrom
gelangt in den senkrechten Kanals, von dem er im Weiteren zwei Auswege hat; der eine
führt nach unten zunächst in einen gemeinsamen Kanal B,
der, wie die Zeichnung zeigt, mit den Regeneratoren in Verbindung steht. Dieser
Strom kann demgemäſs in zweifacher Weise verwendet werden. Man kann ihn durch den
Stromwechsler in die Regeneratoren oder durch den Abstromkanal eines anderen Ofens
in diesen und weiter in die Esse führen. Im ersten Falle dient er zur Erwärmung der
Verbrennungsluft, im letzten zur Vorwärmung des nächsten Brandes. Der zweite Ausweg,
nach oben, führt ebenfalls zunächst in einen gemeinsamen Kanal C, welcher einerseits mit einer kleinen Esse versehen
oder auch wohl mit der Hauptesse verbunden ist, andererseits aber eine Ableitung a durch die Wärmapparate der Trockenkammern in die Esse
hat. Dieser letzte Strom kann also entweder nutzlos abgeleitet oder zur Wärmung der
Trockenkammern benutzt werden.
Im vorliegenden Falle sind die Regeneratoren R in die
Trockenkammern gelegt, welche an die Oefen anschlieſsen. Dadurch wird auch die sonst
verloren gehende Wärme der Regeneratoren zur Wärmung jener nutzbar gemacht und somit
der Wärmeverlust möglichst verringert. Da Ziegelöfen und ähnliche Brennöfen nach
Vollendung jedes Brandes zum Zwecke des Aus- und Einlegens immer wieder abkühlen
müssen, andererseits aber zur Entzündung der Gase ein glühender Verbrennungsraum nothwendig ist, ist die
Feuerung so eingerichtet, daſs sie sowohl als direkte, wie als Gasfeuerung benutzt
werden kann. Man erzielt dies durch Anwendung eines Schiebers zur Regelung der
Schlitzweite des Fülltrichters.
Derselbe Umstand, die zeitweise Abkühlung der Oefen, führte auch zur Anwendung von
für mehrere Kammern gemeinsamen Regeneratoren, welche bei auf einander folgenden
Bränden stets heiſs bleiben, also beständig heiſse Luft geben, überdies aber auch
noch eine nicht unwesentliche Verbilligung der Anlage begründen.
Um sich den Betrieb zu vergegenwärtigen, denkt man sich sämmtliche Kammern, hier
drei, frisch gefüllt und alles kalt.
Man beginnt nun bei einer Kammer mit direkter Feuerung. Die abziehenden Gase leitet
man so lange, bis die letzten Ziegellagen trocken sind, direkt in die Esse, auch
wohl durch die kleine Esse ins Freie. Mittlerweile ist der Verbrennungsraum und auch
ein Theil des Einsatzes gut glühend geworden, und kann daher mit Gasfeuerung
begonnen werden. Man gibt deshalb auch dem Rost eine dickere Brennstoffschicht und
leitet die Abgase jeweilig in einen Regenerator, während der andere zur Erhitzung
der Verbrennungsluft ausgenutzt wird. Von Zeit zu Zeit wird umgesteuert. Hat sich
die glühende Schicht in den Regeneratoren bis nahe gegen das Ende derselben gezogen,
so benutzt man einen Theil der Abgase zur Vorwärmung der nächsten in Brand kommenden
Kammer. So arbeitet man fort, bis die erste Kammer fertig gebrannt ist. Dieselbe
wird sodann geschlossen und der Abkühlung überlassen.
Nun beginnt der Brand des zweiten Ofens, bei dem man, in Folge Vorwärmung desselben
und sofortiger Verfügbarkeit hoch erhitzter Verbrennungsluft, sehr rasch zur
Gasfeuerung übergehen kann. In dieser Weise wird von Ofen zu Ofen vorwärts
geschritten. Hat man 4 Kammern, so kann bereits ein vollkommen stätiger Betrieb
unterhalten werden, während bei nur 3 Kammern, der langen Abkühlungszeit wegen,
voraussichtlich kleine Zwischenpausen eintreten dürften. Dieselben haben jedoch
insofern wenig Nachtheil, als die abkühlenden Oefen eine groſse Menge Wärme
aufgespeichert haben, welche sich sowohl für Erwärmung der Verbrennungsluft, als
auch für Wärmung der Trockenkammer und für Vorwärmung des folgenden Brandes
verwenden läſst. Für die ersten beiden Zwecke leitet man Luft in entgegengesetzter
Richtung durch den heiſsen Ofen und führt sie durch den Heiſsluftkanal ab, und zwar
entweder durch den Heiſsluftkanal des in Brand befindlichen Ofens zu dessen
Verbrennungsraum (direkte Erwärmung der Verbrennungsluft) oder durch den
Stromwechsler und Abstromkanal in die Wärmapparate der Trockenkammern, und weiter in
die Esse (Wärmung der Trockenkammern).
Der letzte Zweck, die Vorwärmung des nächsten Brandes, wird bei Ausnutzung der Wärme
der Oefen ganz in der Art erreicht, wie bei Ausnutzung der Abgase, nur daſs statt dieser ein
heiſser Luftstrom verwendet wird. Den Abstrom, welcher reich an Wasserdämpfen und
kühl ist, leitet man zweckmäſsig ins Freie oder direkt in die Esse. In dem in der
Zeichnung gegebenen Beispiele durchzieht die Flamme den Ofen von unten nach oben.
Dasselbe Heizsystem ist aber auch für die entgegengesetzte Richtung, wie auch für
die liegenden Kammern anwendbar und in den Constructionen auch durchgeführt. Auch
verursacht es weder besondere Schwierigkeiten, noch groſse Kosten, bestehende Oefen
nach diesem System umzugestalten.
Derartige Oefen haben in Leoben bereits Verwendung gefunden und bewähren sich
gut.
Stn.