| Titel: | Fortschritte in der Hutfabrikation. |
| Autor: | H. Glafey |
| Fundstelle: | Band 268, Jahrgang 1888, S. 441 |
| Download: | XML |
Fortschritte in der Hutfabrikation.
Patentklasse 41. Mit Abbildungen auf Tafel 24 und 25.
Fortschritte in der Hutfabrikation.
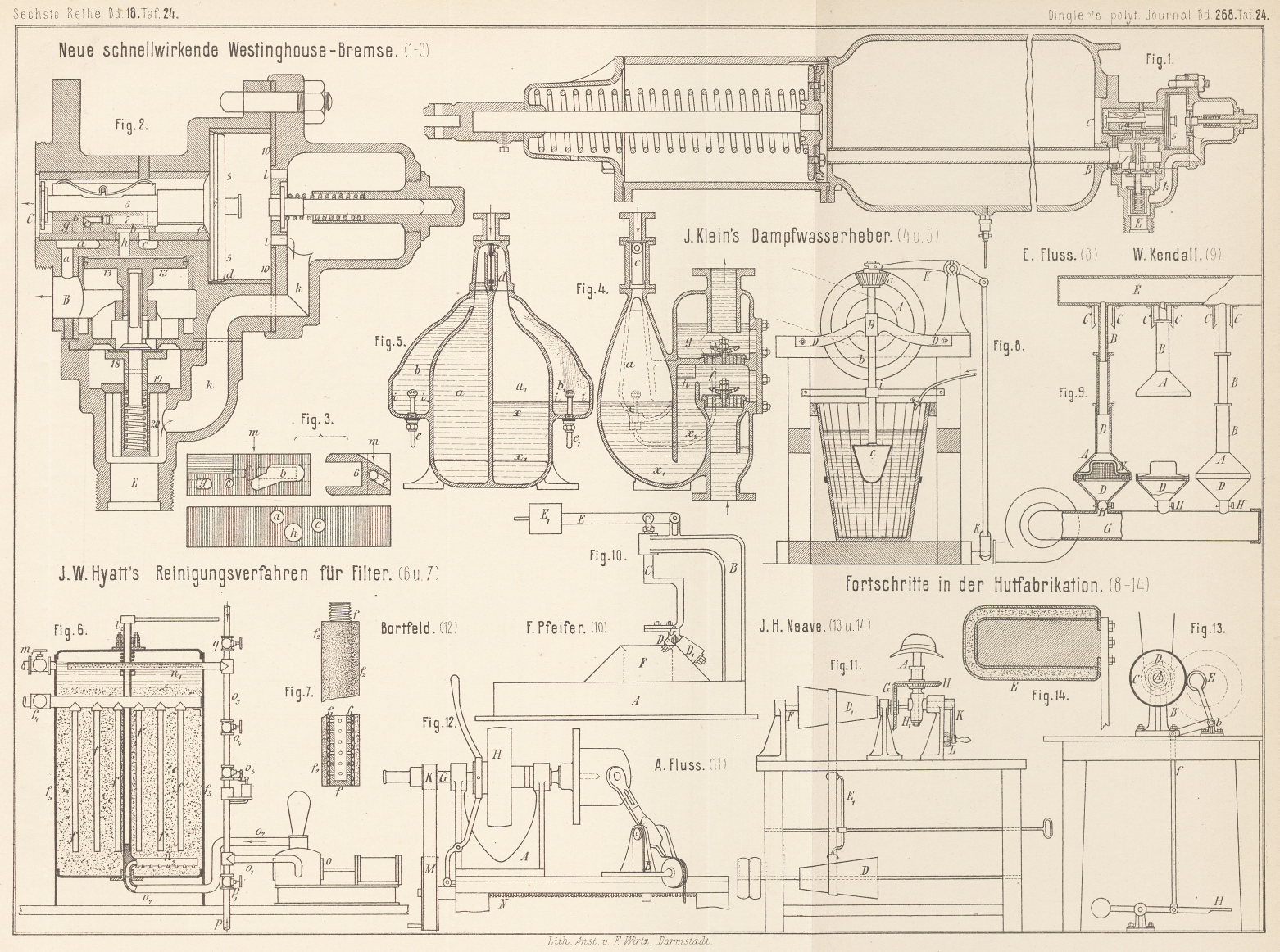
Hutspülmaschine von E. Fluss in Freiberg, Mähren (*
D.R.P. Nr. 35712 vom 25. November 1885). Die in Fig. 8 Taf. 24
dargestellte Maschine hat den Zweck, ein kräftiges Abspülen des den Hüten
anhaftenden überschüssigen Farbstoffes oder sonstigen Schmutzes zu bewirken. Der
Vorzug dieser Spülmaschine gegenüber der bisherigen Handarbeit, mit oder ohne
Anwendung von Bürsten, liegt darin, daſs die Hüte durch sehr rasche Drehung unter
Wasser nicht nur sehr schnell, sondern auch gründlicher gereinigt werden als es
durch die Hand möglich ist, und auſserdem die Haardecke bedeutend geschont wird.
Der zu spülende Hut wird auf die auf der Welle b
sitzende Hutform c gebracht. Die letztere wird am
besten aus Metallfedern hergestellt, wodurch ein festes Aufsitzen des Hutes und ein Waschen von
innen und auſsen möglich wird. Macht sich nur ein Waschen der Auſsenseite des Hutes
erforderlich, so genügt eine einfache hölzerne runde oder besser ovale Form, welche
nur 10cm unter Wasser zu tauchen braucht und ein
festes Aufsitzen des Hutes überflüssig macht, da dieser durch den Druck des Wassers
an die Form angepreſst wird. Die die Form c tragende
Welle b erhält von dem Kegelrad A aus, unter Vermittelung des Kegelrades a
ihren Antrieb und kann durch den Tritt K nach Belieben
in ihren Lagern iD gehoben oder gesenkt, d.h. es kann
der Trieb a mit dem Trieb A in oder auſser Eingriff gebracht werden, zu dem Zweck, die Form c über Wasser zu bringen und den Hut auszuwechseln.
Trockenapparat für Hüte von W.H. Kendall in Brooklyn,
New-York (* Amerikanisches Patent Nr. 358674 vom J. 1887). Die zu trocknenden Hüte
werden auf die Formen N gebracht und mit diesen auf die
trichterförmigen Träger D (Fig. 9 Taf. 24), welche
wiederum auf dem mit einem Exhauster in Verbindung stehenden Rohr G sitzen und von demselben durch je eine Drosselklappe
H abgesondert werden können. Jeder Formenträger D kann durch eine Glocke A
überdeckt werden, welche wiederum durch teleskopartig verbundene Rohre B mit einem Heizapparat E
in Verbindung stehen. Die Glocken A können nach oben
geschoben werden behufs Auswechselns der Hüte und werden in dieser Lage durch zwei
Sperrklinken C gehalten. Der Exhauster saugt, sobald
die Glocke A auf den Formträger D herabgelassen und die entsprechende Drosselklappe geöffnet ist, die
warme Luft aus dem Heizapparat E durch die Rohre B und den auf der aus Drahtgeflecht oder perforirtem
Blech bestehenden Form N sitzenden Hut und trocknet
denselben hierdurch.
Apparat zum Einmangeln des Lackes zur Steifung von Hüten und
Hutkrempen von Fr. Pfeifer in Braunschweig (* D.R.P. Nr. 34483 vom 26. Juni
1885). Der Apparat besteht aus dem tischartigen Gestell A (Fig.
10 Taf. 24), an dessen hinterer Seite ein Galgen B angebracht ist, welcher einer Kurbelwelle C
als Führung dient. An dem unteren Ende dieser Kurbelwelle befinden sich zwei
kegelförmige Rollen DD1
, welche durch das auf dem Hebel E befestigte Gegengewicht E1 auf eine darunter stehende Form F herabgedrückt werden. In diese Form wird der zu
steifende Hut gebracht, dessen Rand über die Form gezogen und mit Lack
eingestrichen. Schiebt man die Form mit dem Hut unter die Kurbelwelle und versetzt
letztere in Umdrehung, so wird der Lack gleichmäſsig in die Hutkrempe eingemangelt.
Damit auch der obere Rand zwischen beiden Rollen D Di mitbearbeitet wird, ist hinter den Rollen
D noch ein Laufrad G
angebracht.
Behufs Herstellung des Glanzes und Striches auf Hüten werden dieselben, nachdem ihre
Oberfläche möglichst glatt gebürstet oder abgerieben ist, auf Hutformen oder
Huthalter gebracht, mit Wasser angeleuchtet und mit einem heiſsen Eisen trocken
gebügelt. Diese Operation wird ein oder mehrere Male wiederholt, je nach der
Qualität des betreffenden Hutes bezieh. der Beschaffenheit des gewünschten Glanzes.
Zuweilen wird auch zur Erleichterung der betreffenden Manipulation die Hutform oder
der Huthalter in Umdrehung versetzt, so daſs man das heiſse Eisen nur gegen den sich
drehenden Hut zu halten braucht oder es erfolgt auch die Bewegung des Bügeleisens
selbstthätig.
Eine Vorrichtung der ersten Art ist die Bügelmaschine von
Alfred Fluſs in Freiberg, Mähren (* D.R.P. Nr. 32164 vom 5. Februar 1885).
Dieselbe gestattet, den zu behandelnden Hut leicht in jede beliebige senkrechte,
wagerechte oder schräge Lage zu bringen und dabei beliebig rasch sich drehen zu
lassen, je nachdem dieses erforderlich ist. Die Maschine ist in Fig. 11 Taf. 24
dargestellt. Die den Hut aufnehmende Form sitzt auf der mit einem Kegeltrieb H versehenen Welle A,
welche sich in der mit der Kurbel K verbundenen Hülse
H1 frei drehen kann
und mit der letzteren durch die Kurbel in jede Lage gebracht und durch einen an der
Kurbel sitzenden Schnepper, der in einen Gradbogen L
einfallt, in dieser Lage gehalten werden kann. Die Welle A bleibt in jeder Stellung mit dem auf der Welle F sitzenden Kegeltrieb G durch den Trieb H in Eingriff und wird je nach der Stellung, welche der
Riemen E1 auf den
beiden kegelförmigen Scheiben DD1 einnimmt, in langsamere oder schnellere Umdrehung
versetzt.
Bei der Bügelmaschine von Bortfeldt in Bremen (* D.R.P.
Nr. 42817 vom 14. Juli 1887) wird der auf eine Form aufgesteckte Hut in Umdrehung
versetzt und das Bügeleisen während derselben selbstthätig an dem Hut hin und her
geführt. Die die Hutform aufnehmende Achse G (Fig. 12 Taf.
24) ist in dem Lagerstuhl A gelagert und empfängt ihren
Antrieb durch die ausrückbare Riemenscheibe H. Von der
Welle G aus wird unter Vermittelung der Riemenscheiben
KM die Schraubenspindel N in Umdrehung versetzt und hierdurch der auf ihr sitzende, das Bügeleisen
tragende, Schlitten B parallel zur Achse N hin und her bewegt. Der Bügelkörper ist kugelförmig
gestaltet und wird durch Gas geheizt. Der Arm C,
welcher das Bügeleisen trägt, ist in dem Schlitten B
drehbar gelagert und an seinem freien Ende derart belastet, daſs der Bügelkörper
beständig an die Hutform angedrückt wird, während dieselbe sich in Umdrehung
befindet und der Schlitten B hin und her bewegt
wird.
Das Verfahren, Hüte in der vorstehend beschriebenen Weise dem Bürst- bezieh.
Glänzprozeſs zu unterwerfen, ermöglicht nicht, Hüten ohne wollige Oberfläche einen
Glanz oder Strich zu verleihen. Durch die Maschine von John
Henry Neave in Rainow near Macclesfield, England (* D.R.P. Nr. 40777 vom
24. März 1887) wird dieses erreicht, und zwar bringt man bei derselben den Hut mit
einer rotirenden, mit Sammt besetzten Trommel in Berührung. Das Lager, welches den Hut
aufnimmt, besteht aus einem elastischen Material und ist mit Luft, Wasser u.s.w.
gefüllt, wodurch ein gleichmäſsiger Druck auf alle Theile des Hutes erzielt wird,
indem sich die Oberfläche des Lagers vermöge ihrer Elasticität allen Unebenheiten
anschmiegt.
Die in den Lagerständern B ruhende Welle A (Fig. 13 und 14 Taf. 24)
mit Antriebsscheibe D trägt an dem einen Ende die
Trommel C, deren Mantel mit Sammt oder sammtartigem
Stoff überzogen ist. Wenn sich die Trommel mit genügender Schnelligkeit dreht, wird
der Hut auf das Lager E aufgebracht und von dem
Arbeiter durch einen Druck auf den Tritt H gegen die
sich drehende Trommel C gepreſst. Durch stärkeres und
schwächeres Treten wird die Stärke, mit welcher der Hut an die Trommel C angedrückt wird, regulirt. Das Lager E ist mit einem doppelwandigen, mit einem Gase oder
einer Flüssigkeit gefüllten Ueberzuge aus Kautschuk oder mit einem anderen
elastischen Material versehen und an den Arm einer Welle b befestigt, die durch Stange f mit dem
Tritthebel H verbunden ist.
Die zur Erzeugung des Glanzes oder Striches auf Hüten umgelegten und an der
Hutoberfläche angedrückten kleinen Haare richten sich mit der Zeit wieder auf,
wodurch die Oberfläche wieder rauh wird und sich in Folge dessen der glänzende
Strich verliert. Diesem Uebelstand will John Henry
Neave in Rainow near Macclesfield, England (* D.R.P. Nr. 41421 vom 23. März
1887) dadurch abhelfen, daſs er die Hüte zunächst mit Hilfe der vorstehend
beschriebenen Maschine mit dem gewünschten Glanz oder Strich versieht und dann, um
diesen Strich haltbar zu machen, den Hut mit Alkohol, Wasser, Naphta, Paraffin
u.s.w. gleichmäſsig befeuchtet und schlieſslich unter Anwendung von Wärme einem
hohen Druck aussetzt. Die in der Preſsform sich aus der dem Hut anhaftenden
Flüssigkeit entwickelnden Dämpfe umhüllen die Fasern und Haare und versetzen
dieselben in eine dauerhafte Lage, wodurch ein haltbarer Glanz oder Strich erzeugt
wird.
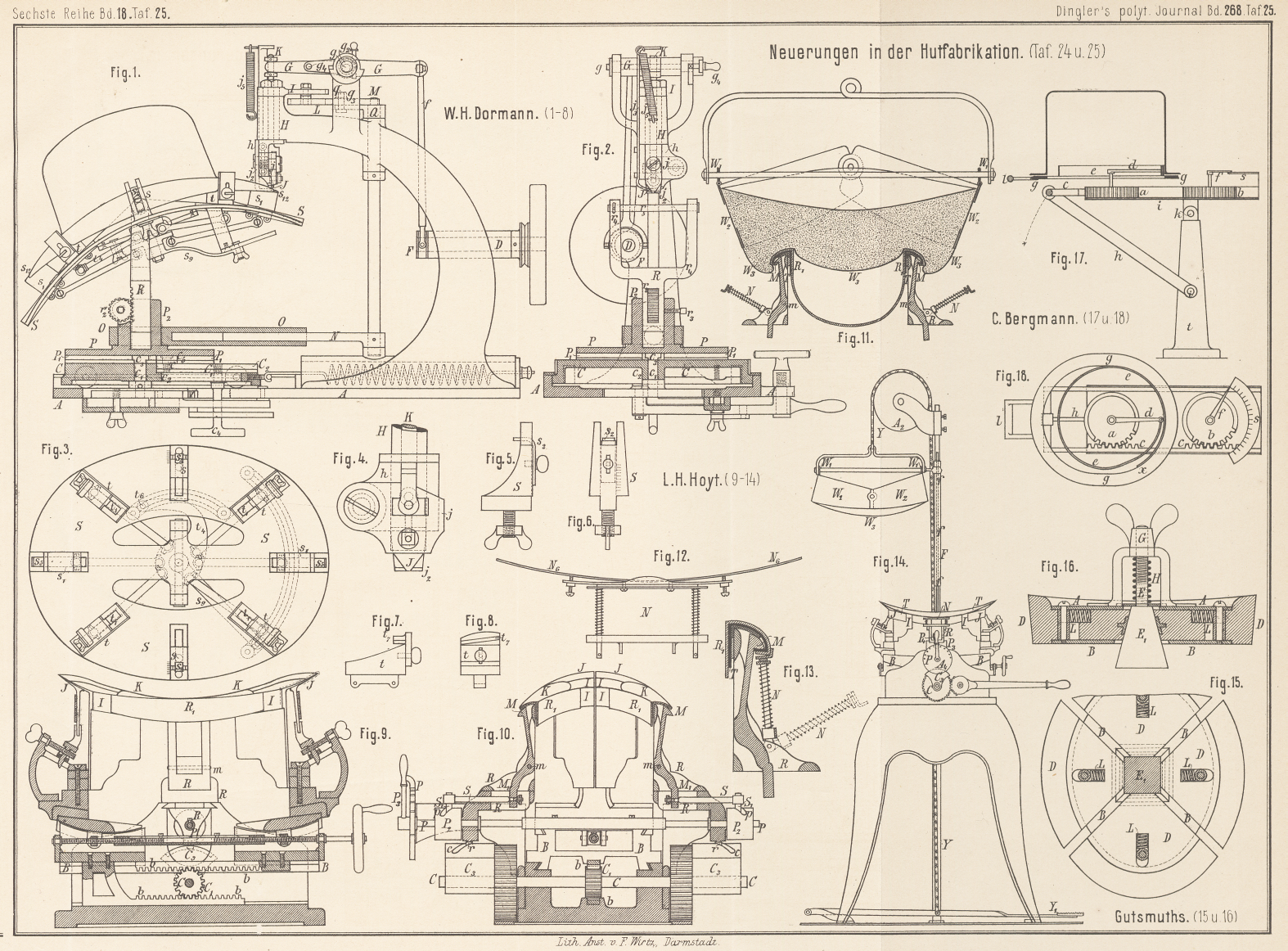
Maschine zum Beschneiden von Hutkrempen von William Henry
Dormann in Stafford, England (* D.R.P. Nr. 37893 vom 21. März 1886). Das
Beschneidemesser J wird von dem auf der Antriebswelle
D (Fig. 1 Taf. 25) sitzenden
Excenter F aus unter Vermittelung der Zugstange f, des in den Lagerböcken g3 excentrisch gelagerten Hebels G und der von diesem in der drehbaren Hülse H auf und ab bewegten Stange K mit Hilfe des Hebels j in Schwingung
versetzt. Befindet sich das Messer in Arbeitsstellung, so nimmt die Achse g die aus Fig. 1 Taf. 25
ersichtliche Lage ein. Durch theilweises Drehen derselben in ihren Lagern mit Hilfe
des Handgriffes g4 wird
der Hebel G und damit das Messer J aus seiner Arbeitsstellung gehoben, so daſs der
beschnittene Hut gegen einen anderen ausgewechselt werden kann.
Der zu beschneidende Hut wird auf dem tellerartigen Support S
(Fig. 1 bis 3 Taf. 25) durch
Druckwirkung auf die äuſsere Kante seiner Krempe festgehalten. Die Befestigung
erfolgt in der Weise, daſs zunächst mittels des Griffes s9 die in den Schlitzen s5 des Supportes
beweglich angeordneten Blöcke s1 so weit gegen einander bewegt werden, bis die
Krempe an ihren Schultern s12 anliegt. Hierdurch ist der Hut auf die Längenrichtung eingestellt.
Darauf werden alle vier in den Schlitzen t1 beweglichen Blöcke t
mittels des Griffes t4
gleichzeitig unter die Krempe bewegt und ihre Schutzleisten t7 so eingestellt, daſs die Krempe auf
ihnen aufsitzt (Fig.
8 Taf. 25). Schlieſslich werden dann die einstellbar in dem Support S liegenden Seitenblöcke s
gegen einander bewegt und die Krempe darauf mittels der Klemmen s2 festgeklemmt (Fig. 5 und 6). Da die
Blöcke s einzeln adjustirt werden müssen, so ist Sorge
zu tragen, daſs sie möglichst genau den gleichen Abstand vom Centrum des Hutes
erhalten. Hierzu ist an der einen Seite der Blöcke s
auf der Platte S eine Skala vorgesehen. Eine ähnliche
Skala ist auch auf den Seiten der Blöcke s selbst
angebracht, um das gleichmäſsige Einstellen der Klemmen s2 zu sichern. Der Support ist so
gekrümmt, daſs wenn der Hut auf die ihn unmittelbar stützenden Blöcke s1
st aufgesetzt ist, die innere Kante der Krempe
annähernd parallel mit dem Support liegt.
Die Hutkrempe stützt sich beim Beschneiden auf die an dem das Schneidemesser durch
den Hebel j tragenden Block h angebrachte Platte j2 und wird durch den durch Feder j5 beeinfluſsten
Drücker j3 gegen
dieselbe gepreſst, welcher mit dem Anheben des Messers auch gleichzeitig von der
Platte j2 entfernt
wird.
Der Hutsupport S wird mittels des Zapfens r5 in den Armen r4 der Stange R gehalten, welche im Sockel P2 der Platte P durch das Zahnrad r2 senkrecht verstellt und in jeder Stellung durch
die Schraube r3
festgehalten werden kann (Fig. 1). Die den
Hutsupport tragende Platte P ist mit unter rechtem
Winkel sich kreuzenden Nuthen P1 versehen und auf der Plattform des mittels Rollen
auf der Grundplatte A hin und her beweglichen
Schlittens C zugleich drehbar und hin und her gehend
beweglich angeordnet, und zwar derart, daſs in der Längsnuth C1 der Plattform eine lange Schiene C2 verschiebbar ist,
von welcher aus ein fester Bolzen c mit dem um ihn
beweglichen Block c5 in
die Nuthen P1 faſst,
während ein zweiter Bolzen c1 in einem am Schlitten C gebildeten Lager
c2 rotiren kann und
mit seinem Kopfe ebenfalls in die Nuthen P1 faſst. Mittels der T-Kopfschraube c4
kann die Schiene C2 im
Schlitten C in jeder Lage festgestellt und somit die
Stellung des Bolzens c zu dem Bolzen c1 verändert
werden.
Wird die Platte P gedreht, so gleiten ihre Nuthen P1 gleichzeitig auf dem
Block c5 und Bolzenkopf
c3 rück- und
vorwärts, wodurch eine solche Bewegung der Platte P
erzielt wird, daſs die Krempe des von ihr getragenen Hutes sich in einer
elliptischen bezieh. ovalen Bahn unter dem Messer J
hindurchbewegt. Durch Verstellen des Bolzens c in Bezug
auf den Bolzen c1 kann
die kleine Achse der von der Hutkrempenkante zu bildenden Ellipse verändert werden,
während die groſse Achse dieselbe bleibt.
Die tangentiale oder nahezu tangentiale Einstellung des Messers J zur Schnittlinie erfolgt durch die dasselbe führende
Hülse H von dem Sockel P2 der Platte P aus, unter Vermittlung der Theile ONMLI.
Bisweilen ist es wünschenswerth, den Winkel des Messers beim Beschneiden der
entgegengesetzten Seiten der Hutkrempe verändern zu können. Zu diesem Zweck wird der
Hebel L nicht direkt an der Welle M befestigt, sondern lose aufgesetzt und unterhalb
desselben an der Welle ein Sector Q befestigt, in
dessen Schlitz er mittels des Schraubenbolzens q in
gewünschter Lage zum Sector festgestellt werden kann, wodurch der Winkel, den er mit
dem Hebel N bildet, und also auch der Anstellwinkel des
Messers verändert wird.
Mit der wie bisher beschriebenen Anordnung werden die Krempen mit einer elliptischen
Contour beschnitten. Um nun auch das Beschneiden von Krempen zu ermöglichen, deren
äuſsere Contour von der einer echten Ellipse abweicht, wird die Bewegung des
Supportes S durch eine Curvenscheibe beeinfluſst,
wodurch der Schlitten C1 longitudinal verschoben wird. Gehört kein Theil der Krempencontour einer
echten Ellipse an, so wird die Curvenscheibe so construirt, daſs sie während der
ganzen Umdrehung der Platte P auf den Schlitten
verschiebend wirkt. Auch können zwei Curvenscheiben angewendet werden, von denen die
eine nur während des Schnittes an den Krempenenden und die andere nur während des
Schnittes an den Krempenseiten wirksam ist, und kann dann das Beschneiden auch ohne
Platte P stattfinden.
Apparat zum Formen von Huträndern von Lucius Hector Hoyt
in Danbury (* D.R.P. Nr. 36822 vom 23. März 1886). Der Apparat ermöglicht die
Ueberführung von Huträndern verschiedener Gröſse und Breite in eine beliebige Form.
Die Theile, welche das Formen bewirken, bestehen aus einer Anzahl dünner Formstücke,
welche einander überlappen und für alle Verschiedenheiten in der Länge und Breite
und für alle Veränderungen der Schweifung des Hutrandes passend eingestellt werden
können. Ferner sind Vorrichtungen für passende Vergröſserung und Verkleinerung des
Raumes des Hutkopfes sowohl in der Länge als auch der Breite getroffen.
Alle Theile für das Formen des Vorder- und Hintertheiles sind geschlitzt und durch
Einhängen mit einander verbunden. Die Veränderung in der Schweifung des Hutrandes
vorn und hinten können, ohne den Raum für den Hutkörper zu verändern, vorgenommen
werden. Der Hutrand wird in die gewünschte Schweifung oder Rundung gebracht, ohne
der Kante des Hutes die Umkehrung in Richtung des Hutkopfes zu ertheilen, was besser
vor dem Formen geschieht.
Anstatt Sandsäcke mit der Hand zur Anwendung zu bringen, um durch die Schwere ihres
nachgiebigen Inhaltes einen gleichmäſsigen Druck auf den ganzen oder einen groſsen
Theil des Hutrandes auszuüben, werden solche hier mittels eines Trittes zugeführt,
so daſs die Hände anderweitig thätig sein können.
Der Apparat ist in den Fig. 9 bis 14 Taf. 25
veranschaulicht. Die Verstellung des Hutraumes gleichzeitig in der Längen- und
Breitenrichtung wird mittels der Schlitten B und R von der Achse C aus
dadurch bewirkt, daſs die Schlitten B mittels
Zahnstangen b und des zwischenliegenden auf der Achse
C sitzenden Zahnrades C1, die Schlitten R mittels der auf der Achse C sitzenden
Segmente C3 mit Nuthen
c und in diese eingreifender Rollenstifte r aus einander oder gegen einander bewegt werden (Fig. 9 und 10). Auf den
Schlitten R sind um die Zapfen m drehbar die Formstücke M für die
Seitenränder der Hüte angeordnet und können durch Drehung der Welle P mittels der auf dieser sitzenden genutheten Scheiben
P2 und der
Uebertragungsmechanismen SS1
M1 verstellt werden.
Die Gröſse der Verstellung wird mittels des feststehenden gekerbten Rades A4 und des Klinkhebels
P3
P4 bestimmt (Fig. 14). Der
um die Formstücke M umgelegte Hutrand wird gegen die
letzteren durch die zurückklappbaren federnden Seitenstützen N mit den stellbaren Formflächen N6 angepreſst (Fig. 12 und 13).
Die Verstellung der Hutrandformflächen erfolgt mittels der getheilten, von den
Schlitten B bezieh. R
getragenen, sich überlappenden und gegen einander verschiebbaren Formflächen IJ und K, wobei die
Seitenformflächen K die Formflächen I und alle zugleich die Formstücke M überlappen, um bei jeder Stellung der Schlitten B und R eine geschlossene
Formfläche für den gesammten Hutrand darzubieten. Um den letzteren vor schädlichen
Eindrücken der Formstücke JKI zu schützen, sind die
letzteren durch einen auswechselbaren, elastischen Ueberzug T von Gummi oder ähnlichem Material, an den Theilen R1 und M befestigt, überzogen.
Der Sandsack wird aus den durch Zapfen verbundenen Rahmen W1
W2 und Stoff W3 gebildet. Die Theile
W1
W2 stellen sich nach
dem Niederlassen auf die Formtheile IJK selbstthätig
schräg ein und zwingen en Sack, sich um und bis unter die Formtheile M zu schwingen (Fig. 11). Behufs
Aufziehens und Niederlassens ist der Sandsack durch eine über die Rolle A2 geführte Kette Y mit dem Hebel Y1 verbunden, beim Aufziehen des Sandsackes erfolgt
gleichzeitig ein Zurseitedrehen, beim Niederlassen ein Zurückdrehen senkrecht über
die Hutform und wird dieses dadurch bewirkt, daſs der Träger des Sandsackes mittels
eines mit dem letzteren verkuppelten Schiebers F
verbunden ist, der die entsprechende Drehung erfährt, indem F mit seiner spiralförmigen, aber am oberen Ende geraden Nuth f an einem festen Stift entlang gleitet (Fig. 14).
Apparat zum Ausweiten von Hüten von Gutsmuths in
Leipzig-Eutritzsch (* D.R.P. Nr. 34529 vom 8. September 1885). Die bisher im
Gebrauch befindlichen Vorrichtungen zum Weiten von Hüten haben den Nachtheil, daſs
sie nur in der Längenrichtung der Kopfform wirken, nicht aber in der Querrichtung
derselben. Dieser Uebelstand bedingt eine einseitige Dehnung und erfordert eine
besondere Manipulation zur Erzielung einer quer gerichteten Dehnung. Der in den Fig. 15 und
16 Taf.
25 dargestellte Apparat von Gutsmuths ermöglicht nun
ein Vergröſsern der Hutweite nach allen Richtungen gleichzeitig, und zwar erfolgt
dies durch die Formbacken D, welche zwischen den
Platten A und B liegen,
mittels der Keilschraube EE1
GH nach allen Richtungen hin gegen die Hutwand gepreſst
und durch die Federn L in ihre Anfangsstellung
zurückgeschoben werden.
Hutmeſsapparat von Carl Bergmann in Guben (* D.R.P. Nr.
38745 vom 4. Juli 1886). Der in den Fig. 17 und 18 Taf. 25
dargestellte Apparat besteht im Wesentlichen aus den beiden Rädchen a und b, welche durch
Verschiebung der Zahnstange c in Umdrehung versetzt
werden. Auf dem Rädchen a sitzt der Arm d, an dessen freiem Ende das Metallband e befestigt ist. Auf dem Rädchen b sitzt ein Zeiger f,
welcher auf der Skala s die Kopfweite des Hutes
anzeigt. Die zu messenden Hüte werden auf den Rahmen g
gelegt, an welchem das Meſsband e bei x befestigt ist. Die Zahnstange c ist drehbar mit dem Hebel h verbunden,
welcher wiederum gelenkig an dem den Tisch i tragenden
Fundament t sitzt. Der die Getriebe abc und den Rahmen gl
tragende Tisch i ist durch das Scharnier k mit dem Fundament t in
Verbindung. Aus dieser Anordnung der einzelnen Mechanismen ergibt sich, daſs sobald
auf den Rahmen g ein Hut aufgelegt ist und dieser
Rahmen am Griff l um Bolzen k nach abwärts gedreht wird, die Zahnstange c
sich nach auſsen bewegen muſs und hierdurch die Triebe a und b in Umdrehung versetzen wird. Eine
Folge davon ist, daſs sich das Meſsband an die innere Hutwand anlegen und der Zeiger
f, da er eine ebenso groſse Winkelgeschwindigkeit
hat wie der Arm d, die Weite des Hutes auf der Skala
s angeben wird.
H. Glafey.