| Titel: | Amerikanische Fräsmaschinen. |
| Fundstelle: | Band 269, Jahrgang 1888, S. 193 |
| Download: | XML |
Amerikanische Fräsmaschinen.
Mit Abbildungen auf Tafel
10.
Amerikanische Fräsmaschinen.
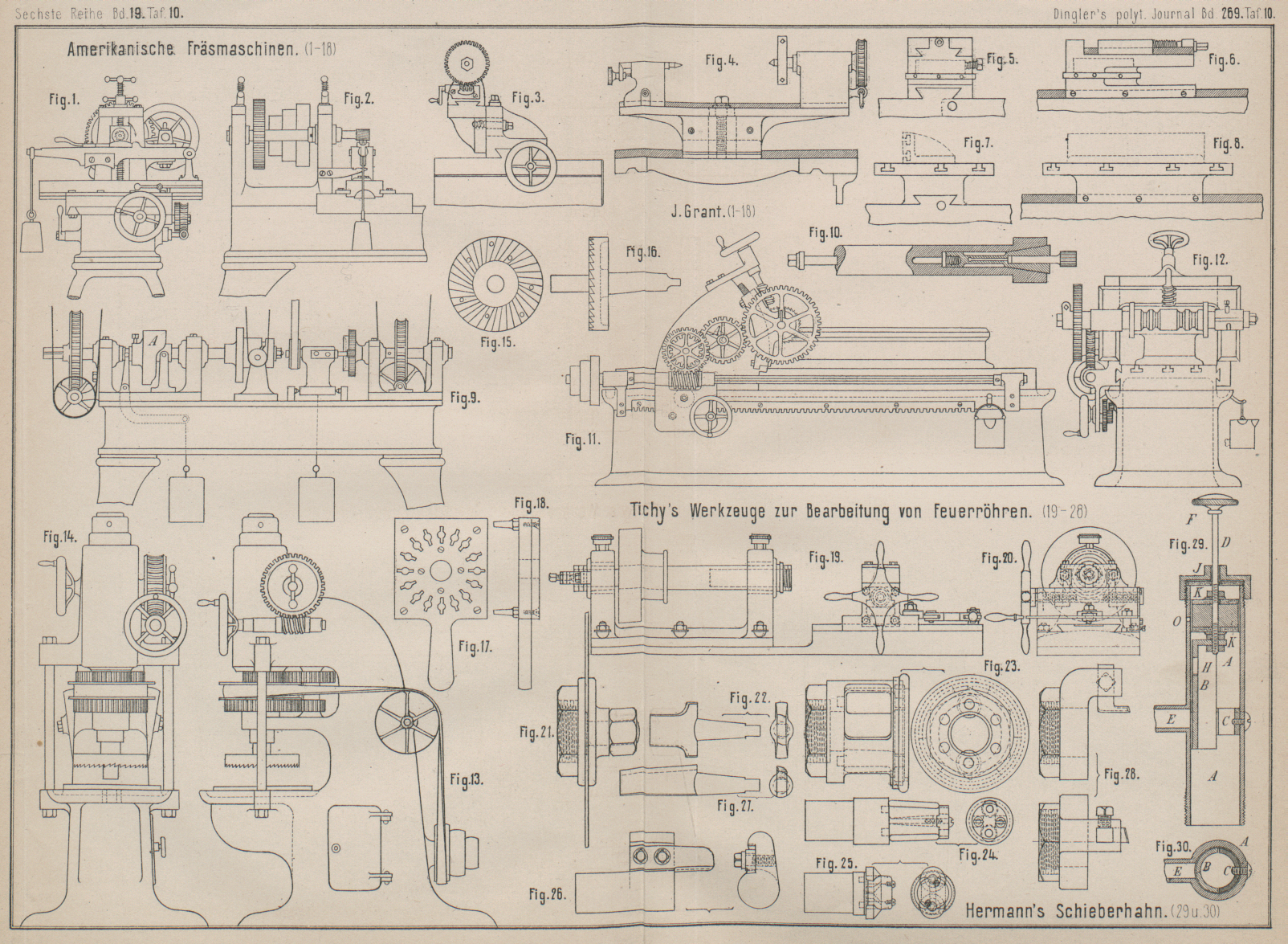
Im American Machinist, 1887 Nr. 31 * S. 6, sind von John J. Grant Vorrichtungen und Maschinen beschrieben,
die Erwähnung verdienen, trotzdem Bekanntes wiederholt wird.
In Fig. 1 und
2 Taf. 10
ist nach der angeführten Quelle eine Vorrichtung zum Fräsen nach der Schablone
dargestellt, die an jeder Drehbank leicht anzubringen ist. Am Supportquerschlitten
wird ein Lagerböckchen angeschraubt, in welchem ein Hebel schwingt, der zugleich
Träger für das Werkstück und für die Lehre (Schablone) ist. Indem nun in die Spindel
ein Fräserwerkzeug eingesetzt und am Spindelstocke ein Führungsstift angebracht
wird, kann bei der Verschiebung des Schlittens und an der Arbeitsstelle eine
Hebelschwingung hervorgebracht werden, die je nach Lage des Führungsstiftes der
Schablone zum Fräser bezieh. je nach der veränderlichen Hebelübersetzung mehr oder
weniger unregelmäſsig sich gestaltet. Richtig wird die Wiedergabe der
Lehrenbegrenzung nur dann, wenn Werkstück und Lehre genau gegenüber liegen. Ein
Uebelstand dieser Formfräsereieinrichtung ist aber darin enthalten, daſs ein
Ausweichen des Werkstückes in Folge verstärkten Widerstandsdruckes an der
Fräserstelle ausgeschlossen ist, so daſs dadurch der Bestand des Werkzeuges
gefährdet erscheint. Die in Fig. 1 und 2 vorgesehene
Verstellbarkeit der Hauptspindel kann bequemer durch ein verrückbares Hebellager
bezieh. verstellbaren Führungsarm des Schablonenstiftes ersetzt werden, womit jede
Drehbank für Fräsearbeit einzurichten ist.
Wird die Fräserscheibe auf einen zwischen den Drehbankspitzen laufenden Dorn
gesteckt, so benutzt man nach Nr. 42 * S. 4 der genannten Zeitschrift, 1887, den in
Fig. 3 und
4
angegebenen Tischwinkel, auf welchem ein kleiner Spindel- und Reitstock für das
Werkstück sich befinden, und dem mittels einer Schraube die erforderliche
Hochstellung am Schlittenbocke ertheilt wird. Mit dieser Vorrichtung, die noch mit
einer einfachen Theilscheibe ausgerüstet ist, können Reibahlen und selbst kleinere
Zahnräder ausgefräst werden. Für Massenartikel leistet ein auf einen Drehtisch
aufgesetzter Parallelschraubstock (Fig. 5 und 6) gute Dienste, während
der in Fig. 7
und 8
dargestellte Schlittenwinkel nur für bestimmte Arbeiten verwendbar erscheint.
Nuthscheiben u. dgl. werden nach Nr. 40 * S. 7 des American
Machinist, 1887, mit der in Fig. 9 gezeichneten
Maschine bearbeitet. Der Spindel des linksstehenden Maschinentheiles wird Drehung
durch das Schneckenrad und gleichzeitig achsiale Verschiebung in ihren Lagern
dadurch ertheilt, daſs eine auf die Spindel festgemachte Modellscheibe A vermöge eines belasteten Winkelhebels an einem
feststehenden Führungsstifte angeschoben wird. Am freien Ende der Spindel ist das
Werkstück aufgespannt,
gegen welches winkelrecht der durch einen besonderen Riemen betriebene Fräser
eingestellt wird, dessen Spindel in Fig. 10 ein
eigenthümliches Einspannfutter zeigt.
Der in Fig. 9
rechts stehende Theil, welcher für das Fräsen von Kammscheiben bestimmt ist, hat
eine festgelagerte Spindel, an welcher das Werkstück und die Modellscheibe
nebenliegend aufgesetzt sind. In einem schwingenden Winkelrahmen ist die
Fräserspindel parallel dazu und auch parallel zur Spindelachse ist die Führungsrolle
angeordnet. Um die Genauigkeit der Arbeit zu erhöhen, macht man die
Modellkammscheiben gröſser als das Werkstück. Der Fräser von 12mm Durchmesser erhält bei 150 minutlichen
Umdrehungen einen Vorschub zur Spanbildung von ⅛mm
für je eine Umdrehung desselben.
Durch die in Nr. 45 * S. 4 des American Machinist, 1887,
und in Fig.
11 und 12 dargestellte Maschine wird die Fräsearbeit auf Werkstücke auszudehnen
gesucht, die sonst den Hobelmaschinen zugewiesen waren. Auf festen Bettführungen
gleitet der Fräserrahmen, dessen Spindellager auf einer kreisförmigen Bahn sich
verschiebt, dessen Mittelpunkt in A liegt, damit der
Eingriff der Antriebsräder bei den verschiedenen Einstellungen nicht gestört werde.
Von einer auf der seitlichen Keilnuthwelle gesteckten Stufenriemenscheibe wird der
Betrieb durch Vermittelung eines Schneckentriebwerkes auf die Fräserspindel
übertragen, während Stirnrädersätze die Vorschubbewegung des Fräserrahmens durch
eine feste Zahnstange ausführen.
Schwache Platten werden nach Nr. 47 * S. 6 der genannten Zeitschrift, 1887, auf einer
stehenden Maschine (Fig. 13 und 14) mittels
Fräserscheiben (Fig. 15 und 16) bearbeitet und
mittels einer Vorrichtung (Fig. 17 und 18) gehalten,
welche aus zwei Platten zusammengesetzt ist, in deren Schlitzöffnungen
Widerhalthaken eingesetzt werden, und welche einen Handgriff erhält, womit das
Werkstück auf den festen Tisch aufgelegt und gehalten wird. Die Fräserspindel erhält
Handverstellung durch ein Schneckenrad und Hochstellung nach erfolgter Auslösung
unmittelbar durch das links stehende Handrädchen.
Tafeln