| Titel: | Bandeisenwalzwerk von Wilhelm Bansen in Kattowitz (O.-Schl.). |
| Autor: | Stn. |
| Fundstelle: | Band 269, Jahrgang 1888, S. 438 |
| Download: | XML |
Bandeisenwalzwerk von Wilhelm Bansen in Kattowitz (O.-Schl.).
Mit Abbildung auf Tafel
21.
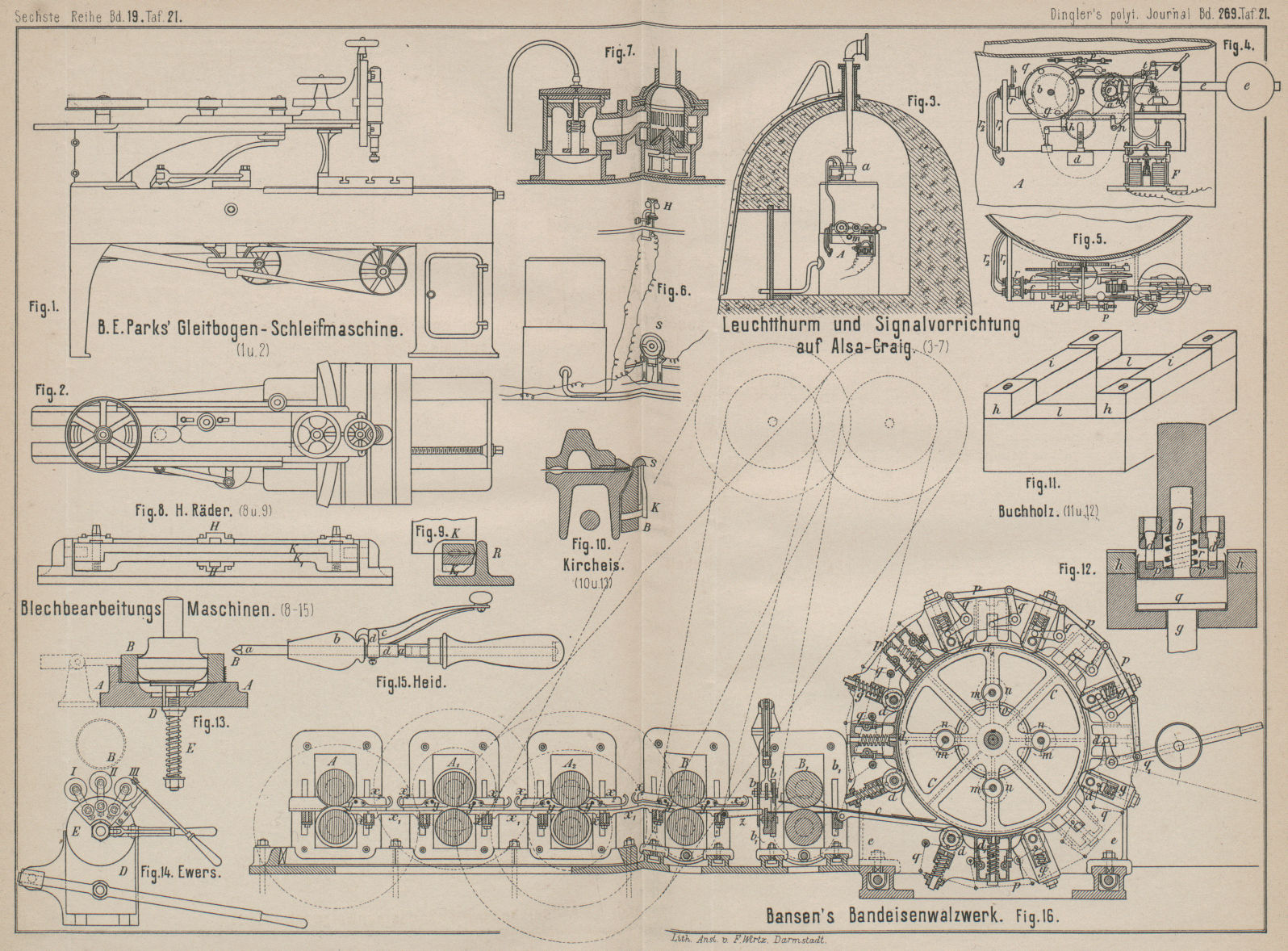
Bansen's Bandeisenwalzwerk.
Die bis jetzt gebräuchliche Bandeisenfabrikation geschieht in der Weise, daſs der in
den Vorwalzen von quadratischem Querschnitte gebildete Stab behufs Umformung in den
rektangulären flachen Querschnitt ein oder mehrere Flachkaliber eines
Flachwalzenpaares passiren muſs, wobei der Stab in Folge der Kaliberanordnung nach
jedesmaligem Passiren eines Flachkalibers von den Walzarbeitern um 180° gedreht
wird, um im nächstfolgenden Flachkaliber die etwa entstandene Walznaht wieder
herunter zu walzen. Die Flachkaliber sind in dem Walzenpaare in der Weise neben
einander liegend eingedreht, daſs die Unterwalze die Matrize und die Oberwalze die
Patrize bildet. Nachdem der Stab in den Kaliberwalzen seine ihm bestimmte Breite und
Dicke erhalten hat, wird derselbe in einem glatt abgedrehten Walzenpaare
geschlichtet und dann nach Passirung eines Schabers, behufs Entfernung der
Oxydschicht, zwischen Hartwalzen polirt. Das Bandeisen wird dann an den Enden
beschnitten, nach Abkühlung zusammen gebogen und mit Eisenbändern gebunden. Schon
hieraus geht hervor, daſs die Fabrikation sehr zeitraubend ist, nur kurze (bis 15m lange) Bänder herzustellen erlaubt und auſserdem
ein groſses, gut geschultes Arbeiterpersonal verlangt.
Wilhelm Bansen in Kattowitz (O.-Schl.) schlägt deshalb
ein Walzwerk (*D. R. P. Kl. 7 Nr. 43041 vom 19. Juni 1887) vor, bei welchem das
Eisen durch hinter einander angeordnete Kaliberwalzen ausgewalzt, dann direct
geschlichtet, polirt und endlich auf eine selbsthätige Trommel aufgewickelt wird.
Dann erfolgt auf einer besonderen Vorrichtung die Zusammenbiegung und Bindung der
Bunde.
Das Walzwerk (Fig.
16 Taf. 21) hat drei Duowalzenpaare A A1
A2
, deren Anzahl je nach Bedarf vermehrt oder vermindert
werden kann, und welche in den Seitenständern wagerecht und parallel hinter einander
in bekannter Weise gelagert sind.
Die Walzen A A1
A2 haben geschlossene
Kaliber, und diese sind in die Walzen so eingedreht, daſs das erste Walzenpaar A die Matrizen in der Unterwalze, das zweite Walzenpaar
A1 die Matrizen in
der Oberwalze und das dritte Walzenpaar A2 die Matrizen wieder in die Unterwalze trägt, daſs
also die Matrizen und die Patrizen in zwei auf einander folgenden Walzenpaaren in
Ober- und Unterwalze abwechseln. Durch diese Anordnung wird erreicht, daſs das
bisher übliche Wenden des zu walzenden Materiales und die Bildung von Walznähten
vermieden wird. Damit beim Durchlaufen des Eisens durch die hinter einander
liegenden Walzen keine schädliche Spannung im Bandeisen auftritt, sind hinter den
unteren Abstreichmeiſseln x die fest liegenden und unnachgiebigen
Ueberbrückungen x1
angeordnet, die bis zum folgenden Walzenpaare reichen. Zwischen den oberen
Abstreichmeiſseln y dagegen befinden sich
scharnierartig nach oben ausweichende Führungsschenkel x2, welche eine Bogenbildung des Bandes
nach oben gestatten.
Die Geschwindigkeiten der Kaliberwalzen verhalten sich zu einander wie die Abnahme
der Kaliberquerschnitte und bleiben für die Walzen A
A1 und A2 constant bei allen zu walzenden Querschnitten. Die
Geschwindigkeiten bei den Schlichtwalzen B und
Polirwalzen B1 wechseln
dagegen bei jedem Querschnitte. Der Antrieb der Kaliberwalzen A A1 und A2 kann demnach mittels
Zahnräder erfolgen, dagegen muſs derselbe für die Schlichtwalzen B und Polirwalzen B1 veränderlich sein, und erfolgt derselbe deshalb
mittels conischer Riemscheibentrommeln. Durch diesen Antrieb mit veränderlichem
Uebertragungsverhältnisse und durch die nach oben ausweichenden Ueberbrückungen wird
erreicht, daſs man, wenn während des Walzens Spannungen in dem Walzenstabe dadurch
eintreten, daſs z.B. die Walze A1 der Walze A, oder B1 der Walze B voreilt, diese Spannungen leicht dadurch und selbst
während des Walzprozesses aufheben kann, daſs man beim Walzenpaare A die Ober walze niedriger stellt, also den Querschnitt
des Kalibers verringert und bei dem Walzenpaare B1 durch Verrückung des Riemenantriebes auf den
conischen Riementrommeln die Geschwindigkeit der Walzen B verringert, so daſs sich schlieſslich zwischen den Kaliberwalzen A und A1 ein Bogen bildet. Wird der Bogen während des
Walzprozesses bemerkt, so ist man sicher, daſs der Eisenstab zwischen den
betreffenden Kaliberwalzen an keiner Stelle eine Spannung besitzt, und ist es
zweckmäſsig, diese Bogen zwischen allen hinter einander liegenden Walzenpaaren durch
entsprechende Einstellung der Oberwalzen eintreten zu lassen. Die Ueberführungen
reichen zweckmäſsig bis vor das Polirwalzenpaar B1
, und wird das zu balzende Eisen hiernach durch den mit
Scharnier versehenen, auf dem Rahmenstücke b1 ruhenden Balken z
übergeführt, welcher sich mit dem Schaber b hebt und
senkt. Schaber b und Rahmenstück b1 sind zu diesem
Zwecke durch Klammern mit einander verbunden.
Hinter dem Polirwalzenpaare B1 ist die Aufwindetrommel C angeordnet (*D.
R. P. Kl. 7 Nr. 43056 vom 19. Juni 1887). Dieselbe ist mittels langer Nabe auf einer
Welle festgekeilt und trägt in achsialer Richtung verschiebbar einen
Abstreifcylinder. Diese Verschiebung wird durch vier mit Gewinde versehene Spindeln
m bewirkt, die in der Aufwindetrommel C drehbar gelagert sind und am vorderen Ende je ein
Zahnrad n tragen. Diese vier Zahnräder greifen in das
auf der Trommelachse drehbar sitzende Antriebsrad o,
welches mittels Handrades vor- oder rückwärts gedreht werden kann und somit den
Abstreifcylinder vor oder zurück schiebt. Am Umfange der Aufwindetrommel C sind in radialer Richtung acht Frictionsrollen d in Führungsbacken gelagert, welche wieder in einem die
Trommel C umschlieſsenden Gehäuse e so angeordnet sind, daſs sie durch die Spiralfedern
g gegen den Umfang der Trommel C angedrückt werden, so daſs die Rollen d bei der Drehung der Trommel C durch Reibung mitgenommen werden. Zwischen je zwei elastisch gelagerten
Rollen d ist stets ein unter Federwirkung stehendes
Führungssegment d1
radial verschiebbar angeordnet. Die betreffenden Spiralfedern sollen die
Führungssegmente d1
einen kleinen Zwischenraum zwischen Trommel C und
Führungssegmenten d1
freilassend, gegen die Trommel C halten. Um die Rollen
d während der ganzen Aufwickelungsperiode nicht
mitlaufen zu lassen, werden dieselben und gleichzeitig auch die Führungssegmente d1, wenn der Bandstab
die Trommel C einmal umlaufen hat und die zweite
Umlauftour beginnt, ausgerückt. Dies geschieht mittels der Winkelhebel q und der dieselben verbindenden Zugbänder p in der Weise, daſs der verlängerte Winkelhebel q1 niedergedrückt wird.
Hierdurch drückt der freie Schenkel eines jeden Winkelhebels gegen die vorspringende
Nase sowohl der Führungsbacken, als auch gegen diejenige der Führungssegmente d1 und hebt die Rollen
d und Führungssegmente d1 gleichzeitig hoch und setzt somit die
sämmtlichen Rollen auſser Thätigkeit.
Ist ein Bund Bandeisen auf die Trommel C aufgewickelt,
so streift man es ab und legt es auf einen Tisch, um zwei aus demselben vorstehende
Daumen. Diese werden dann durch Schraubenantrieb aus einander gezogen, so daſs der
Bund eine flache gestreckte Gestalt erhält. In dieser Form wird er gebunden und dann
abgenommen. Angeblich sollen nach diesem Verfahren Bandeisen von bis 150m Länge hergestellt werden können.
Stn.
Tafeln