| Titel: | Riemscheiben-Formmaschine von Anthon und Söhne in Flensburg. |
| Autor: | Stn. |
| Fundstelle: | Band 270, Jahrgang 1888, S. 102 |
| Download: | XML |
Riemscheiben-Formmaschine von Anthon und Söhne in
Flensburg.
Mit Abbildungen auf Tafel
7.
Anthon's Riemscheiben-Formmaschine.
Bei der Riemscheiben-Formmaschine von Anthon und Sohne
in Flensburg, Schleswig-Holstein (* D. R. P. Kl. 31 Nr. 43347 vom 4. September 1887)
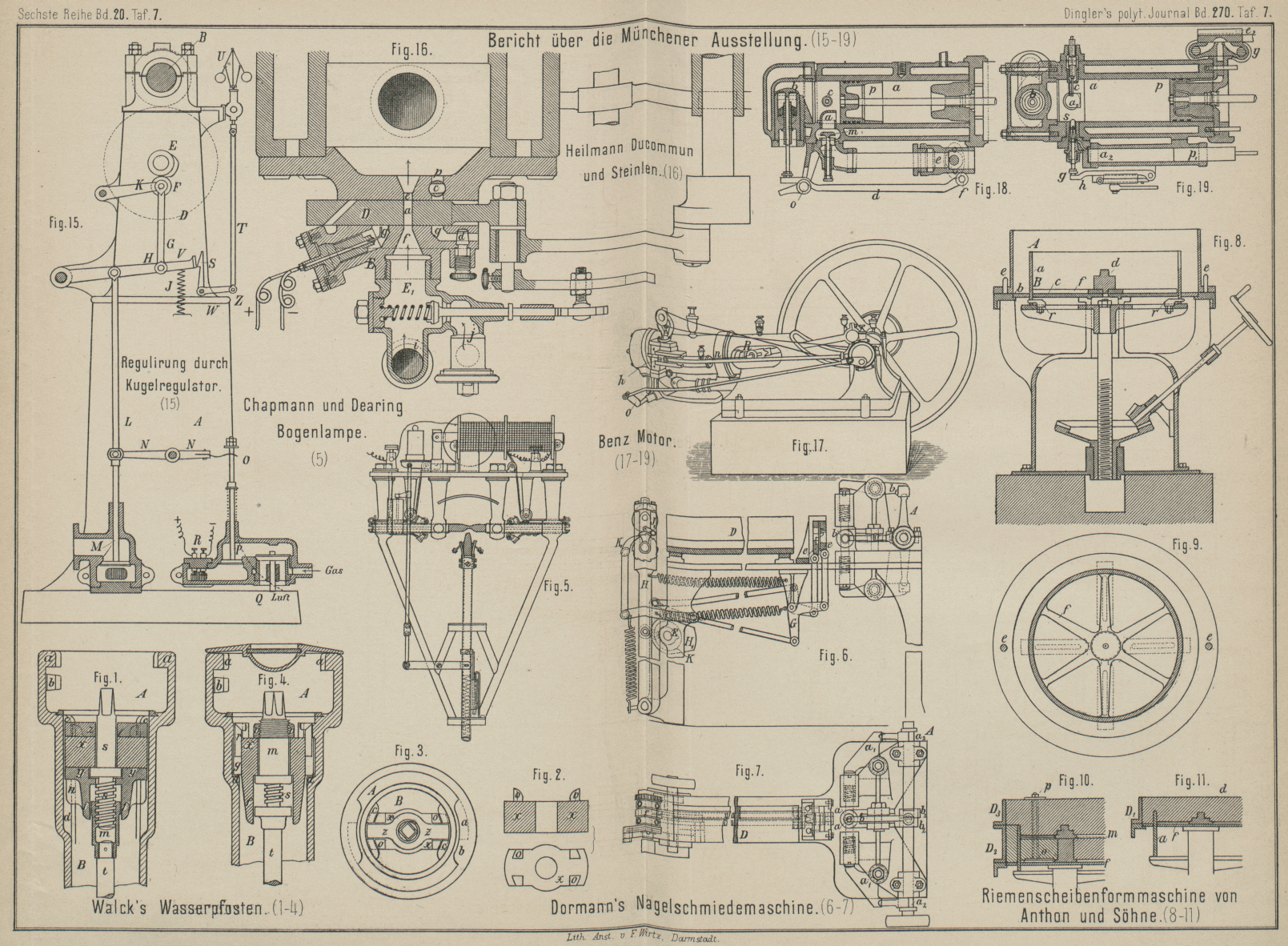
kann der den Kranz bildende Modellring a (Fig. 8 und 9) in bekannter
Weise auf beliebige Breite eingestellt werden, während je eine auſsen und innen sich
anschlieſsende Abstreifplatte b und c beim Herausziehen des Ringes aus der aufgestampften
Sandform den Sand festhält. Die innere Platte c trägt
ein Armkreuz f in der halben Dicke der gegossenen Arme, auf welches
beliebige Naben d aufgesteckt werden können. Das
Verfahren beim Formen von Riemscheiben auf dieser Maschine besteht darin, daſs zwei
Formkastenhälften, welche durch die Centrirstifte e in
eine ganz bestimmte Lage zu dem Armkreuze f gebracht
werden, nach dem Abformen, mit den Innenflächen einander zugekehrt, auf einander
gesetzt werden und, durch die Centrirstifte e in
richtige gegenseitige Lage gebracht, die vollständige Form einer Riemscheibe
ausmachen. Die Breite einer Riemscheibe wird dadurch bestimmt, daſs der Modellring
mehr oder weniger hoch über die Abstreifplatten b und
c gestellt wird. An solchen Formmaschinen, die man
bisher nur für Riemscheiben mit gleicher Kranzstärke anwendete, benutzen die
Erfinder ungleich starke Modellringe a, so daſs
dieselben am oberen Ende bei A dünner sind als unten
bei B. Daraus folgt, daſs jede Scheibe gegen die Arme
zu stärker als am Kranze wird, und daſs schmale Scheiben einen schwächeren Kranz
erhalten als breite, wie es der richtigen Construction einer Riemscheibe entspricht.
Bei starken Scheiben, die einen gewölbten Kranz erhalten sollen, erfolgt die Wölbung
unter Zuhilfenahme einer im Centrum um einen eingesteckten Bolzen drehbaren
Schablone durch Ausdrehen des Sandes, und zwar wird zu dem Zwecke erst der
auſserhalb des Modellringes befindliche Raum vollgestampft, dann ersterer ganz
heruntergezogen und nunmehr die Wölbung mittels der Schablone ausgedreht. Nachdem
letztere entfernt und der Modellring wieder auf seine frühere Höhe hinaufgeschraubt
worden ist, wird der übrige Raum des Formkastens vollgestampft. Dieses Verfahren ist
insofern vortheihaft, als man, ohne besonders starke Modellringe einsetzen zu
müssen, jeder Scheibe einen starken und gewölbten Kranz geben kann, auſserdem auch
weniger Dreharbeit an der gegossenen Scheibe in Rechnung zu ziehen hat, als wenn man
die Wölbung aus einem geraden Kranze erst herausdrehen muſs.
Um doppelarmige Riemscheiben (Fig. 10 und 11) zu formen,
bedient man sich des dreitheiligen Formkastens D1
D2
D3, eines zweiten
vollständigen Armkreuzmodelles m sowie verschiedener,
der Anzahl der Arme entsprechender Sandträger o nebst
Aufhängeschrauben p.
Diese Sandträger sind annähernd dreieckige flache Platten, passen zwischen je zwei
Arme des Armkreuzes f mit genügendem Spielraume hinein
und hängen an den Schrauben p. Das Formen geschieht
folgendermaſsen: Unter der Annahme, daſs jedes Armsystem ein Viertel der
Gesammt-Riemscheibenbreite vom äuſseren Rande entfernt sein soll, wird der
Modellring um dieses Viertel hochgestellt und zuerst der untere Kasten D1 (Fig. 11) geformt. Nun
wird der Modellring auf ¾ der ganzen Riemscheibenbreite vorgestellt (Fig. 10), und der
mittlere Kasten D2
auſserhalb des Ringes auf die ganze Höhe desselben, innerhalb des Ringes auf ¼ der
ganzen Riemscheibenbreite vom Ende vollgestampft, sodann das Armkreuzmodell m eingeformt und nun der Oberkasten D3 aufgestampft. Schon
beim Aufstampfen des mittleren Kastens formt man die oben erwähnten Sandträger o und Aufhängeschrauben p
ein, gebraucht auch die Vorsicht, über diese Schrauben, soweit sie in den Sand des
Oberkastens hineinreichen, kurze Stücke Gasrohr zu schieben, um das Abheben des
Oberkastens behufs Herausnahme des Armkreuzmodelles m
zu erleichtern. Nachdem dies geschehen, setzt man den Oberkasten D3 wieder auf und
verschraubt nun mittels der Schrauben p und Platten o die zwischen beiden Armsystemen liegende Sandpartie
fest mit der Sandpartie des Kastens D3, worauf man Kasten D2 und D3 zusammen abheben und auf den Unterkasten D1 setzen kann.
Die Befestigung der Modellringe a auf ihrem Untersatze
(Fig. 8)
geschieht durch Einschieben von Riegeln r in
eingebohrte Löcher der Ringe a; diese Befestigungsweise
gestattet, die Ringe schnell auszuwechseln, gleichzeitig aber eine sichere
Verbindung unter Berücksichtigung des Umstandes, daſs das Herausziehen des Ringes
aus der festgestampften Form eine ziemliche Gewalt erfordert.
Stn.
Tafeln