| Titel: | Rogers' Maschine zur Herstellung von Holzschrauben. |
| Autor: | Pr. |
| Fundstelle: | Band 272, Jahrgang 1889, S. 577 |
| Download: | XML |
Rogers' Maschine zur Herstellung von
Holzschrauben.
Mit Abbildungen auf Tafel
29.
Rogers' Maschine zur Herstellung von Holzschrauben.
Die verhältniſsmäſsig breiten Köpfe von Schraubnägeln werden in einer
Schmiedemaschine mit drei auf einander folgenden Schlagwirkungen kalt derart
angestaucht, daſs diese Wirkung, nur an der getroffenen Stelle auftretend,
Gratbildungen vermeidet.
Der aus dem Schaft gebildete Kopf zeigt nach dem zweiten Arbeitsgange einen Wulst,
dessen Material bei der Schlitzbildung seitlich ausweichen kann und so die reine
Ausbildung des Versenkkopfes ermöglicht.
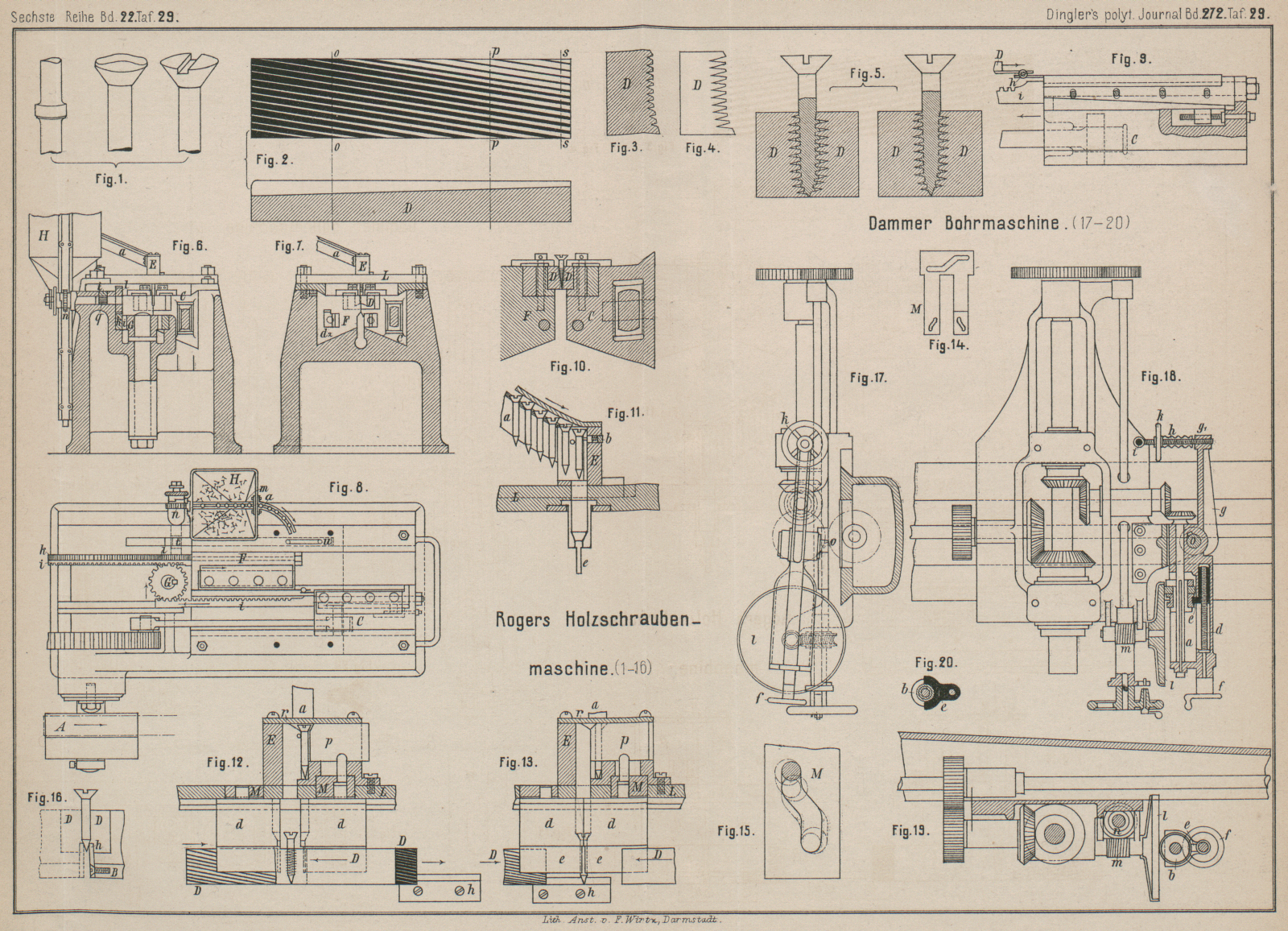
An diesen kalt geschmiedeten Schraubstiften wird nun in Rogers' Maschine das Gewinde mittels zweier gegensätzlich geradlinig
bewegter Gewindeplatten (Fig. 2, 3 und 4) eingewalzt, wobei
wieder zur Vermeidung von Gratbildungen beachtet ist, daſs nicht die
Riefenquerschnitte, sondern nur die Gewinderippen abgestumpft sind, so daſs sich die
Gewindefurchen der Walzplatten allmählich vertiefen. In Fig. 3 ist der Querschnitt
der Walzplatte am vorderen Kopfende, in Fig. 4 die Endansicht
dargestellt, während Fig. 5 die fortschreitende Gewinde-Ausbildung des Schraubbolzens
zeigt.
Die Gewindewalzmaschine von Rogers besteht nach The Iron Age, 1889 S. 3, bezieh. Zeitschrift des Vereins deutscher Ingenieure, 1889 * S.
444, auch Revue industrielle, 1889 Nr. 11 S. 101, aus
einem Gestelle (Fig.
6, 7
und 8), in
dessen Schrägführungen die Kreuzköpfe gleiten, welche seitlich die
Gewindewalzplatten D tragen.
Die Bethätigung erfolgt durch die Kurbelstange C von
einem Rädertriebwerke aus, die Abhängigkeit beider Kreuzköpfe ist aber durch das
Zahngetriebe (Fig.
8), welches gleichzeitig in die Zahnstangen der beiden Kreuzköpfe
eingreift, hergestellt, wodurch auch die gegensätzliche Bewegung ermöglicht
wird.
Die Befestigung der Gewindeplatten D mit den
Kreuzköpfen, aus Fig. 9 und 10 ersichtlich, erfolgt
mittels Ueberlegplatten und Keileinstellung.
Bemerkenswerth ist die Zuführungseinrichtung, mittels welcher bei jedem Hube ein
Schraubenstift den Gewindeplatten zugeführt wird. Durch die Masse der im Sammeltroge
H befindlichen Schraubenstifte schwingt ein aus
zwei Leisten bestehendes offenes Geleise m (Fig. 8) nach
ab- und aufwärts, fängt hierbei eine Anzahl Stifte an ihren Köpfen und führt
dieselben durch die seitliche Wandöffnung einer geneigten Rinne zu.
Diese Schwingungen werden durch die linke Kreuzkopfzahnstange herbeigeführt, welche
auch an ihrer oberen Seite gezahnt ist, dadurch eine wagerechte Getriebwelle (Fig. 6) dreht,
welche wieder die stehende Zahnstange am Sammelbehälter bethätigt, an welcher die Fangleisten m befestigt sind.
Ueber dem Maschinengestelle ist eine Querplatte C gelegt
(Fig. 7),
auf welcher in der Mittellinie der Maschine der Vertheilungskopf E (Fig. 11, 12 und 13) gestellt ist.
In diesem oberen Gehäuse E verlegt ein Schieber p (Fig. 13) den Eintritt und
schiebt jedesmal einen Schraubenstift den beiden Klemmbacken e, e zu, welche den lothrecht fallenden Stift derart lose fassen, daſs
eine Drehung desselben möglich bleibt. Wenn nun nach beendetem Walzvorgange die
Klemmbacken sich öffnen, fällt der fertige Schraubstift in einen untergestellten
Trog.
Die Bewegung dieser Klemmbacken e, sowie diejenige des
Schluſs- oder Zuführungsschiebers p geschieht durch
eine Nuthplatte (Fig. 14), welche vermöge einer kleinen von s
aus (Fig. 6
und 8)
bethätigten Zahnstange und mittels eines Stiftes u
(Fig. 8)
quer zur Hauptbewegungsrichtung der Gewindeplatten hin und her geschoben wird.
Dieser Stift u greift in die gekrümmte Nuth f, während in die Seitennuthen im Gabelstücke (in Fig. 15
vergröſsert gezeichnet) die Stifte der Klemmbacken e
einsetzen, sowie der Schieberstift von p von oben
eingreift.
Ein kleiner Federstift (Fig. 11) hält den
eintretenden Schraubenstift und verhindert den vorzeitigen Fall desselben; hingegen
gewähren zwei an die Gewindeplatten D angeschraubte
Verlängerungsschienen h (Fig. 12, 13 und 16) dem herabgefallenen
Stifte einen der Gewindehöhe angemessenen Stützpunkt bis zum beginnenden Eingriffe
der Walzplatten.Ueber Walzen von Schraubengewinden vgl. Heinrichs bezieh. Simon, 1880 238 * 458. Daelen,
1883 250 * 497. Harvey, 1885 255 * 501. Fairbairn und Wells, 1887 263 * 413.
Pr.
Tafeln