| Titel: | Maschinen und Werkzeuge für die Bearbeitung von Röhren. |
| Fundstelle: | Band 274, Jahrgang 1889, S. 150 |
| Download: | XML |
Maschinen und Werkzeuge für die Bearbeitung von
Röhren.
Mit Abbildungen im Texte und auf Tafel 9.
Maschinen und Werkzeuge für die Bearbeitung von Röhren.
Hilles und Jones' Rohrblech-Biegemaschine. Der groſse
Bedarf von Blechröhren zur Leitung von Erdöl und natürlichem Erdgase in den Vereinigten Staaten ist
Veranlassung zur Ausbildung von Sondermaschinen zur Herstellung solcher Rohre.
Nach American Machinist, 1889 Bd. 12 Nr. 14 * S. 1,
bauen Hilles und Jones in Wilmington, Del., Amerika,
die im Schaubilde vorgeführte Biegemaschine, welche hauptsächlich wegen ihrer
Abmessungen bemerkenswerth erscheint. Auf dieser Maschine können Bleche von 6100mm Länge zu Röhren von 235mm und mehr Durchmesser gerollt werden.
Fig. 1., Bd. 274, S. 151
Die äuſseren Walzenlagerständer, sowie das mittlere Stützlager der Unterwalzen sind
auf einer gemeinschaftlichen Bettung aufgeschraubt, an welche sich der Rahmen für
das Triebwerk anschlieſst. An Stelle der bei uns üblichen Verschiebung der beiden
Betriebsriemen zum Zwecke des Vor- und Rücklaufes der Biegewalzen, sowie zur
Abstellung der Maschine ist eine doppelte Reibungskuppelung angebracht, auf deren
Losscheiben je ein offener und ein geschränkter Riemen aufläuft. Mittels
entsprechend starker Räderumsetzungen wird der Betrieb der unteren Walzen
eingeleitet. Von der ersten Antriebswelle aus wird durch ein besonderes Räderwerk
eine Mittelwelle betrieben, an deren Enden mittels Winkelräder die Schraubenspindeln
bethätigt werden, welche die beiden Lager der freilaufenden oberen Biegewalze
verschieben. Selbstverständlich ist das linke Lager zum Kippen eingerichtet, wodurch
der Walzenzapfen freigelegt und das geschlossene Rohr herausgeschoben werden kann.
Das Gewicht dieser Maschine ist zu 12t
angegeben.
D. Saunders' Gewindeschneidmaschine. Um die
vortheilhafteste Arbeitsgeschwindigkeit einhalten zu können, wird der erforderliche
Wechsel der Umlaufszahl dadurch herbeigeführt, daſs zwischen der Stufenscheibe und
der Hauptspindel noch eine Welle eingeschaltet ist. Diese steht mit der Hauptspindel
durch ein Räderpaar in feststehender Verbindung, während dieselbe mit der
Stufenscheibenwelle mittels Versatzräder einen Eingriff von wechselnder Uebersetzung
erhält.
Nach Iron vom 18. Januar 1889, * S. 51, besitzt diese
Maschine zwei Gewindeschneid Vorrichtungen, von denen die vordere zum Anschneiden
von Gewinden am kurzen Rohrende, die hintere zum Wegdrehen eingerichtete aber für
längeres Gewinde bestimmt ist. Zum Halten dient die mittels Doppelschraube versehene
Führungskluppe am Schlitten. Auſserdem ist noch ein kleiner Schrägschlitten für den
Abstechstahl vorgesehen. Um während des Betriebes ein Ecken oder Schieſstellen des
Hauptschlittens zu verhindern, erfolgt der Vorschub desselben gleichzeitig mittels
zweier Zahnstangentriebwerke auf gemeinschaftlicher Welle.
Fig. 2., Bd. 274, S. 152
Die hohle Hauptspindel, sowie die selbstcentrirende Spannscheibe ist für Rohre von
100 bis 300mm Durchmesser eingerichtet.
L. Liebrecht's Rohrschneider. Auſser dem früher beschriebenen Handrohrschneider (vgl. D. p. J., 1888 270 * 528)
haben L. Liebrecht in Berlin noch die in Fig. 3 und 4 dargestellten
Ratschenrohrschneider sich patentiren lassen (D. R.
P. Nr. 40699 vom 22. Februar 1887), welche in drei Gröſsenabstufungen für Rohre,
Wellen u. dgl. von 50 bis 210mm Durchmesser
hergestellt werden.
Fig. 3., Bd. 274, S. 152
Fig. 4., Bd. 274, S. 152
Fig. 5., Bd. 274, S. 152
Für gröſsere Durchmesser wird das doppelschneidige Abstechmesser mittels der
Druckspindel entsprechend zurückgestellt, während der Schnittvorschub mit
Handbetrieb durch den Querstift vorgenommen wird. Zur Abminderung der Reibung sind
Gegendruckrollen vorgesehen, zur bequemen Anlage an die abzuschneidenden Rohre ist
diese Vorrichtung zweitheilig hergestellt.
Noble, Hull and Co. in Erie, Amerika, bringen in ihrem
Rohrschneider Acme (Fig. 5) statt eines
Schneidstahls einen Stahlwürfel zur Anwendung, dessen 12 Kanten abwechselnd zum
Schneiden verwendet werden. Zur Vermeidung des Kippens umfaſst der das
Schneidwerkzeug enthaltende Obertheil gabelartig den Stützhebel (Industries, 1888 * S. 207).
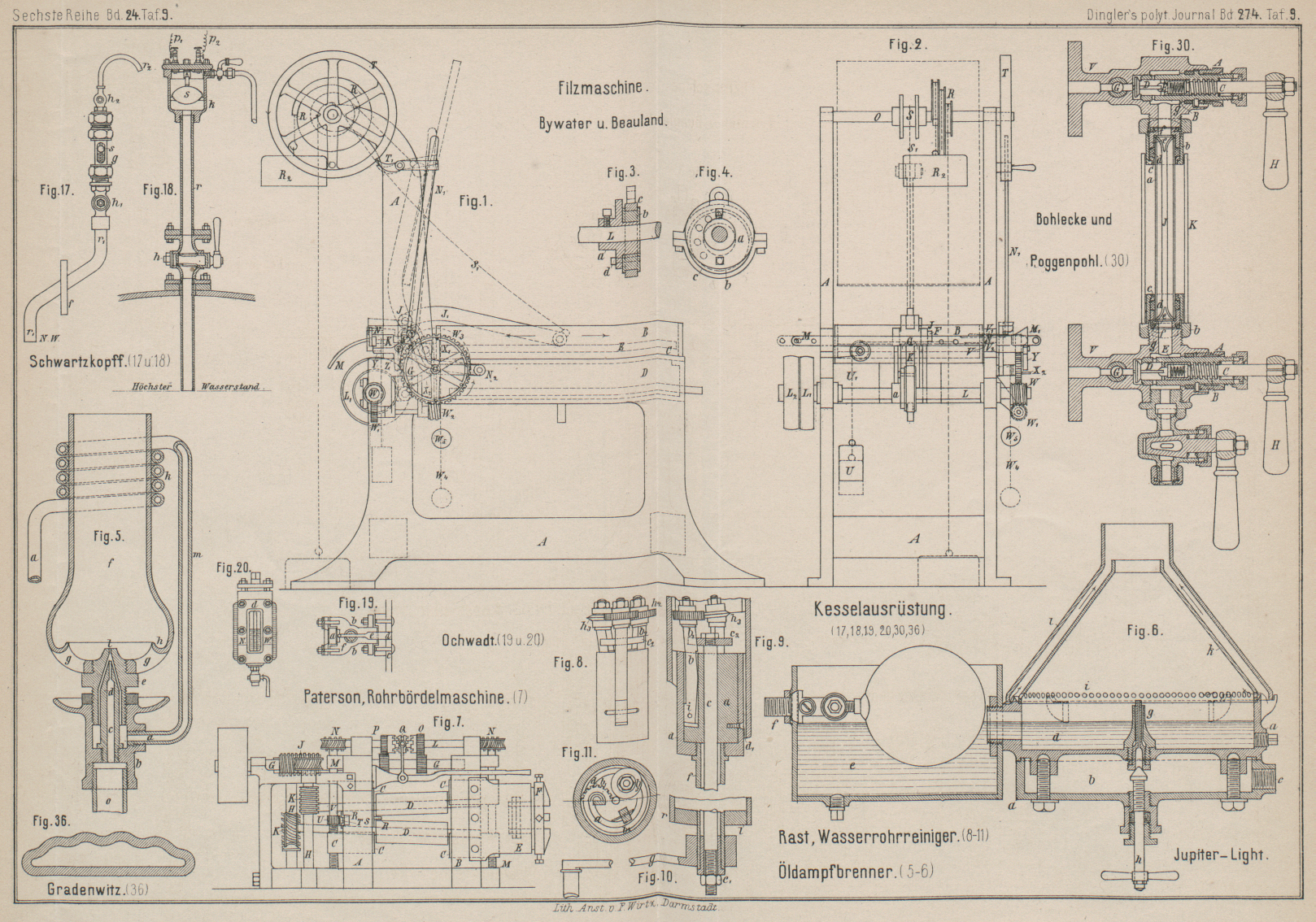
A. Paterson's Rohrbördelmaschine. Zum Bördeln, Anwulsten und zur Formgebung von
Rohrenden wird von A. Paterson in Mackeesport,
Pennsylvanien, Amerika, eine Maschine für Kraftbetrieb gebaut, die nach dem
Englischen Patent Nr. 17119 vom 13. December 1887 in Fig. 7 Taf. 9 dargestellt
ist.
In den bügelförmigen Gerüstständern A und B sind zwei Walzen D, D
derart schräg und gleichzeitig versetzt gelagert, daſs das zu formende Rohr
längsseits zwischendurch geführt werden kann. Die entsprechenden, in den
Ständerführungen gleitenden Walzenlager C, C sind
vermöge stehender Schraubenspindeln M in der
Höhenrichtung stellbar.
In wagerechter Führung des Ständers A sind hingegen
mittels Zahnstangen T die Zapfenklötzchen S, R für die Bördelrollen verschiebbar, während durch
das am Ständer B angeschraubte Futtergehäuse E und das hierin sich frei drehende Backenwerk F das Rohr durchgeht und gehalten wird.
Der Betrieb der Schrägwalzen D geht von der
Schneckenwelle G durch J
auf die stehenden Seitenwellen K über, von wo er
mittels zweier Schneckenradtriebwerke K auf die
Walzenwellen übertragen wird. Diese Antriebsweise gestattet mit Leichtigkeit
Schrägstellungen der Walzen wellen D.
Fig. 6., Bd. 274, S. 153
Die Anstellung oder die eigentliche Steuerung wird von der Antriebswelle G mittels Wechselgetriebe O,
P und der Zahnkuppelung Q abgeleitet und durch
die Welle L mittels der Schneckentriebwerke N auf die vier stehenden Lagertragspindeln ohne
Weiteres übertragen, so daſs hierdurch die Walzenentfernung geändert bezieh. die
Walzen D einander genähert oder entfernt werden können,
und hiermit das durchgeschobene Rohr in Drehung versetzt wird.
Mit dieser Walzenverschiebung werden aber gleichzeitig durch Vermittelung der auf den
zwei linksseitigen Spindeln M befindlichen Getriebe U die Zahnstangen T und
mit diesen die Zapfenklötzchen S der Bördelrollen R genähert und entfernt.
Rohrklemmen und Rohrschlüssel. Hierfür dürfte wohl die
bildliche Darstellung als genügend zureichend sein.
Bauer and Son in Brockley Tool Works, Kent, bauen die
Zangenklammer Fig.
6.
Felthousen and Sherwood in Buffalo, N. Y., Amerika,
stellen den in Fig.
7 ersichtlichen Gasrohrschlüssel her, welcher aus einem Keilstiel und
Ueberlegklammer besteht. Wird die Klammer nach links verlegt, so dient diese
Vorrichtung ganz wohl als Schraubenschlüssel.
Fig. 7., Bd. 274, S. 154
Fig. 8., Bd. 274, S. 154
Fig. 9., Bd. 274, S. 154
Fig. 10., Bd. 274, S. 154
Ellrich Hardware in Plantsville, Connecticut, Amerika,
erzeugen nach Industries vom 25. Mai 1888 die
Parallelzange Fig.
8 und T. R. Ellins in Sheffield gepreſste
Rohrzangen aus Stahl (Fig. 9), während von A. Ambler in Springfield, Ohio, ein gewöhnlicher
stellbarer Schraubenschlüssel dadurch als Rohrschlüssel gebraucht werden kann, daſs
ein kleines geriffeltes Stahlröllchen Fig. 10 zwischen Rohr und
Spannbacken eingelegt wird.
A. Rast's Wasserrohrreiniger. Um die Innenwandung der Siederöhren bei
Wasserrohrdampfkesseln von Kesselstein zu reinigen, ist von A. Rast in Wien die in Fig. 8 bis 10 Taf. 9 ersichtliche
Vorrichtung ersonnen worden.
Nach dem Englischen Patent Nr. 16657 vom 28. December 1888 besteht dieselbe aus einem
Kolbenkörper a mit Rohrverlängerung f und Kurbel g.
Durch die Achse von a schiebt sich die Stange c, welche eine Druckscheibe trägt, die vermöge einer
Mutter c1 zurückgezogen
werden kann.
Dadurch werden drei federnde Zapfenhebel nach auswärts gepreſst, von denen einer ein
Schneidrad, die anderen aber Zahnrädchen tragen.
Diese zerschneiden und zerkrümeln die abgelegte Kesselsteinhaut, wodurch beim
gleichzeitigen Drehen und Durchschieben dieser Vorrichtung das Kesselrohr gereinigt
wird.
Tafeln