| Titel: | Neue Maschinen und Werkzeuge zur Holzbearbeitung. |
| Fundstelle: | Band 274, Jahrgang 1889, S. 241 |
| Download: | XML |
Neue Maschinen und Werkzeuge zur
Holzbearbeitung.
(Patentklasse 38. Fortsetzung des Berichtes S. 206
d. Bd.)
Mit Abbildungen auf Tafel
13.
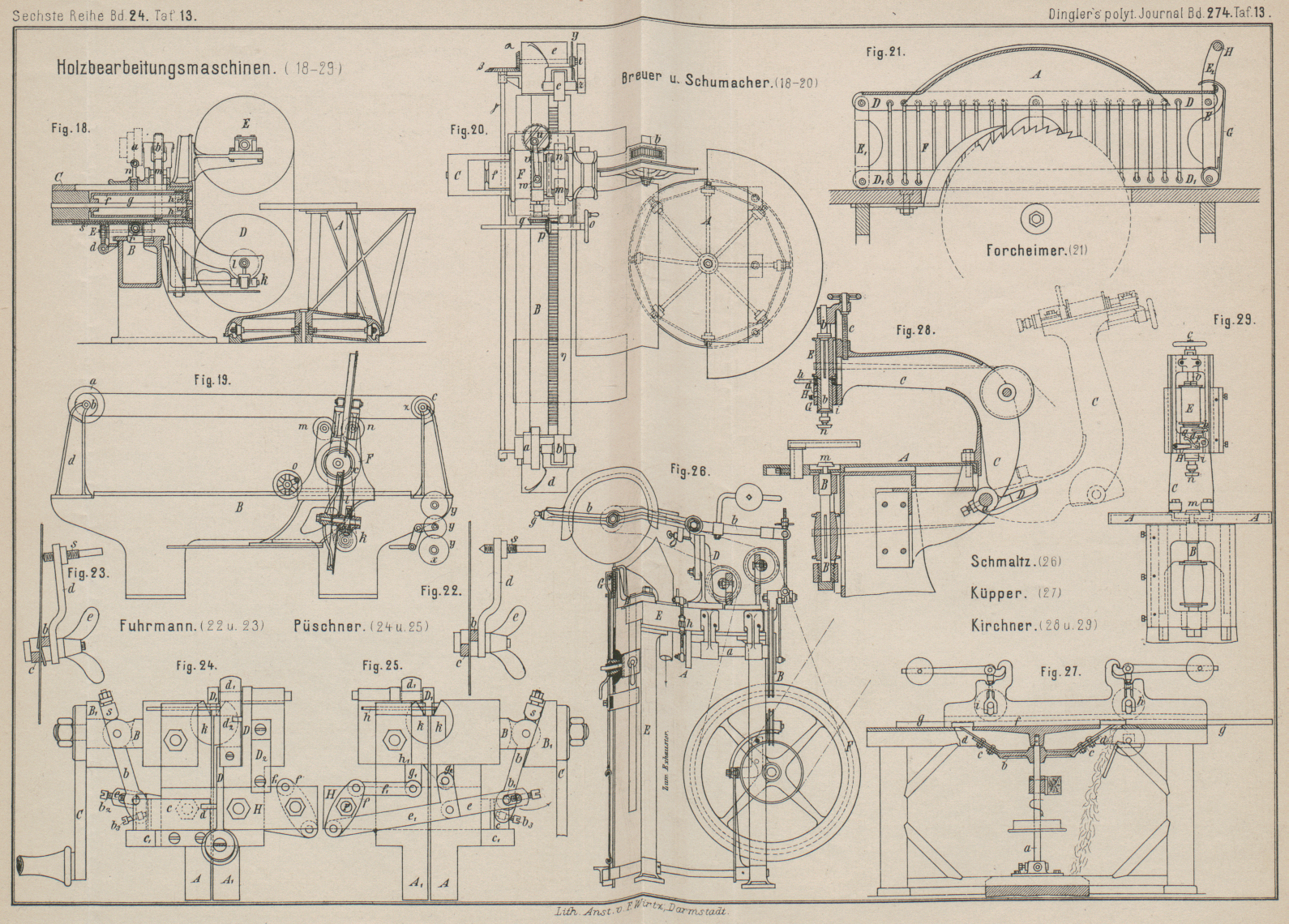
Neue Maschinen und Werkzeuge zur Holzbearbeitung.
Bandsägen.
Zwecks Erzielung eines günstigen Zahneingriffes bezieh. Schnittes gibt die Kalker Werkzeugmaschinenfabrik S. W. Breuer, Schumacher und
Comp. in Kalk bei Köln (* D. R. P. Nr. 47295 vom 23. Juni 1888) dem
Bandsägegestelle eine schwingende Bewegung um eine normal zur Schnittfläche des
Blockes liegende Drehachse.
Der Bandsägeapparat bewegt sich auf einem langen Bette gegen den
zu sägenden Block vorwärts, während gleichzeitig das Blatt, durch die beiden
Bandsägescheiben angetrieben, mit diesen letzteren derart in schwingende Bewegung
versetzt wird, daſs dasselbe in jedem Momente an einem anderen Punkte des zu
sägenden Blockes angreift. Auſserdem ist der ganze Bandsägeapparat noch während des
Ganges transversal verstellbar, um entweder Abweichungen von der geraden Linie oder
mehrere parallele Schnitte nach einander herzustellen; der Aufspanntisch ist von
Hand drehbar zum Sägen von Curven u. dgl. Arbeiten.
Der Antrieb geschieht gemäſs Fig. 18, 19 und 20 Taf. 13 vom
Deckenvorgelege aus auf eine Stufenscheibe a, welche
mit der Riemenscheibe b auf ein und derselben Welle
aufgekeilt ist, welch letztere in einem auf dem Ende des Bettes montirten Lagerbock
d gelagert ist. Der Riemenscheibe b entspricht eine gleich groſse Riemenscheibe c, welche auf einer Welle mit der Riemenscheibe z aufgekeilt ist, welche Welle in dem auf dem anderen
Ende des Bettes, dem Lagerbocke d, symmetrisch
gegenüber angeordneten Lagerbocke e lagert. Auf dem
Bette der Maschine bewegt sich ein Ständer mit unten angegossenem Schlitten und
cylindrisch ausgebohrter Hülse F, in welch letzterer
ein oben Schlitzartig offenes cylindrisches Gehäuse C
drehbar und verschiebbar gelagert ist, auf dessen vorderem Ende der Bandsägeapparat
mit den Rollen E und D
befestigt ist und somit um die Centralachse desselben schwingen kann. In diesem
Gehäuse C ist eine lange Riementrommel f (central angeordnet) gelagert. Der Ständer trägt
ferner, über der Hülse f liegend und symmetrisch
angeordnet, zwei Lageraugen, welche zwei Leitrollen m
und n tragen. Es geht ein Riemen ohne Ende von der
Riemenscheibe b über die Leitrolle m auf die Trommel f und
von dieser über die Leitrolle n nach der Riemenscheibe
c und von da nach der Scheibe zurück, wodurch die
Trommel f am Punkte g, die
Riemenscheibe c und die Leitrollen m und n ihre rotirende
Bergung erhalten. Ein anderer Riemen überträgt diese Bewegung von der Trommel f beim Punkte h auf die
unten im Bandsägeapparate liegende Riemenscheibe und deren Welle, mittels der darauf
sitzenden Schnecke k auf das Schneckenrad l, und so auf die auf derselben Welle sitzende
Bandsägescheibe D, Welche ihrerseits durch das
bandförmige Blatt die obere Bandsägescheibe E mit in
Bewegung setzt. Durch das Handrad o, die Kegelräder p und q und das mit
letzterem auf gleicher Welle sitzende Triebrad r,
welches in die Zahnstange s des cylindrischen Gehäuses
C eingreift, kann man letzteres und den darauf
befestigten ganzen Bandsägeapparat transversal (auch während des Ganges) verstellen.
Es wird sich dann der Betriebsriemen ohne Ende auf der Trommel f seitlich verschieben, wodurch der Angriffspunkt g desselben wechselt.
Die Leitrolle n (Fig. 20) betreibt eine
auf der Welle derselben sitzende Schnecke und diese ein wagerecht liegendes
Schneckenrad u, mit Hubscheibe versehen, welche, mit
veränderlichem Hube mittels Zugstange v und Hebels w an dem cylindrischen Gehäuse C angreifend, dieses mit dem daran befindlichen ganzen Bandsägeapparate in
schwingende Bewegung versetzt. Die durch den Betriebsriemen mittels der Scheibe c angetriebene Welle überträgt deren Umdrehung von ihrer ferneren
Riemenscheibe z auf die unten liegende Riemenscheibe
x und von da durch mittels Hebels regulirbare
Reibungsscheiben y und die Kegelräder α und β auf die längs des
Bettes gelagerte Schneckenwelle γ, die, in ihrer ganzen
Länge genuthet, eine vom Bettschlitten des Ständers mitgenommene Schnecke trägt und
so das Schneckenrad bewegt, auf dessen im unteren Theil des Ständers gelagerter
Welle ein Triebrad sitzt, welches sich in der im Bette befestigten Zahnstange η abwickelt und so den Vorschub des Ständers und mit
ihm denjenigen des ganzen Bandsägeapparates gegen das Arbeitsstück bewirkt.
Durch die schwingende Bewegung greift das Blatt in jedem Momente
an einem anderen Punkte des zu sägenden Blockes an, während, wenn es nicht schwingen
würde, es mit seinen sämmtlichen Zähnen in der ganzen Dicke des Blockes zugleich
angreifen würde, wodurch es des groſsen, dadurch sich ergebenden Widerstandes halber
zerreiſsen müſste.
Die cylindrisch ausgebohrte Hülse F
dient dem cylindrischen Gehäuse C als Führung, und ist
diese letztere darin nicht nur drehbar, sondern auch verschiebbar und kann durch
eine Verschiebung in der Längenachse desselben die Transversalbewegung des
Sägeblattes bewirkt werden, da der ganze Sägeapparat auf dem vorderen Ende des
Gehäuses C befestigt ist.
W. Gower in Wausau, Wisconsin, Nordamerika (* D. R. P.
Nr. 47137 vom 29. Mai 1888) ordnet die Bandsäge am Gestelle so an, daſs sie ohne
Verstellung des letzteren beiderseits desselben angebracht werden kann.
Zur Ausführung von Kreisbogenschnitten mit der Bandsäge, also etwa zur Herstellung
von Radfelgen u.s.w., hat C. M. Schubert in Sornzig bei
Mügeln (* D. R. P. Nr. 46130 vom 24. Juni 1888) eine Einrichtung vorgeschlagen,
welche im Wesentlichen aus einem segmentförmigen, um den Mittelpunkt desselben
schwingbaren Aufspanntische besteht.
Schutzvorrichtungen für Kreissägen.
Die in Fig. 21
dargestellte Schutzvorrichtung der Passauer
Holzhandlung (S. Forchheimer) in Stromlänge-Passau (* D. R. P. Nr. 47302 vom 4. November 1888) besteht aus einer
Schutzhaube A, welche über der Kreissäge aufgehängt
ist.
An den geradlinigen Unterkanten von A
sind beiderseits Flacheisen DD befestigt, an deren
Enden drehbar vier Gelenkarme EEE1
E1 hängen, welche
wieder paarweise unten durch Schienen D1
D1 mittels Drehzapfen
verbunden sind. Es hängt also an jeder Unterkante von A
ein Rechteck DED1
E1, welches sich durch
die Drehbarkeit der Eckpunkte und dadurch bedingte Beweglichkeit der drei Seiten in
der Längsrichtung in ein schiefwinkliges Parallelogramm verschiebt; in Folge dieser
Anordnung verschieben und heben sich die unteren Schienen D1
D1. D und D1 sind noch durch die Drahtstäbe F verbunden, welch letztere in D und D1
drehbar eingehängt sind. Die Schienenrechtecke auf jeder Seite des Sägeblattes
bilden also Gitter vor dem Sägeblatte. An der Einschubseite tragen die Schienen EE je einen Blechschild G,
so daſs auch die schmale Seite vor dem Sägeblatte durch einen Schutzschirm GG bis auf einen Spalt in der Mitte geschlossen
ist.
Wird ein zu schneidendes Brett oder Holz an der Einschubseite der
Sage behufs Durchschneidens eingeschoben, so verschiebt es das Rechteck in die Form
des schiefwinkligen Parallelogramms, so daſs die Unterkante gerade um die zu
schneidende Holzdicke sich hebt und diese durchläſst, wobei die gitterartige
Umrahmung an beiden Seiten des Sägeblattes und die Schilde GG1 den Arbeiter vor jeder Berührung mit
dem Sägeblatte beim Schneiden schützen. Die Verlängerung E2 der Schienen E dient zum Heben der Gitter mit der Hand, wenn man beim Stillstande etwas unter dem Gitter zu
thun hat. Die Verlängerungen E2 können noch durch einen Bügel H verbunden werden, wenn man haben will, daſs sich
beide Gitter gleichzeitig heben; besteht die Verbindung beider Gitter durch den
Bügel H nicht, so hebt sich, wenn schmälere Bretter
geschnitten werden, nur das vom Brette geschobene eine Gitter. Man kann auch Federn
anbringen, um das Herunterfallen der Gitter nach dem Durchgange des Holzstückes oder
Brettes zu beschleunigen.
Schränken und Schärfen.
Das Schränkeisen von C. Fuhrmann in Düsseldorf (* D. R.
P. Nr. 47298 vom 21. August 1888) dient zum gleichzeitigen Schränken zweier
Zähne.
Das in Fig. 22 und 23 gezeichnete
Werkzeug braucht nur immer nach einer Seite gedreht zu werden, da es bei der
einmaligen Drehung immer einen Zahn nach rechts und den anderen nach links setzt, so
daſs der dritte Zahn durch die Drehung in gleicher Richtung wieder nach rechts und
der vierte nach links gebogen wird. An dem Schränkeisen ist eine Stellvorrichtung
angebracht, durch welche ein gleichmäſsiges Schränken der Sägezähne herbeigeführt
wird. Das Schränkeisen besteht aus dem mit einem Hefte versehenen Metallschafte.
Derselbe ist oben an der Arbeitsstelle getheilt, so daſs hier die beiden Druckbacken
b und c gebildet sind,
welche sich gegenüber stehen. Das Schränkeisen wird nun so in die Sägezähne
eingesetzt, daſs der Backen b an der einen Seite des
ersten Zahnes und der Backen c an der anderen Seite des
zweiten Zahnes anliegt. Wird nun das Schränkeisen entsprechend gedreht, so werden
die Zähne in der gewünschten Weise verbogen bezieh. geschränkt. Um nun die Drehung
zu begrenzen, so daſs eine gleichmäſsige Schränkung aller Zähne herbeigeführt wird,
wurde der Arm d angebracht, welcher durch die
Klemmschraube e gehalten wird. Derselbe ist mit der
Stellschraube s versehen, welche bei der Drehung des
Schränkeisens an das Sägeblatt trifft.
Bei dem selbsthätigen Sägenschränkapparate von M. Püschner in Görlitz (* D. R. P. Nr. 46345 vom 7.
August 1888) wird der Hauptkörper der Maschine aus zwei Theilen AA1 (Fig. 24 und 25) gebildet,
welche durch eine eingelassene, mittels Schrauben an den beiden Stücken befestigte
Schiene H zusammengehalten werden. Schiene H ist über das Stück A1 hinaus verlängert und trägt auf einem Bolzen F einen Doppelhebel f, von
welchem aus die Bewegung der Schränkstücke erfolgt. Seitlich am Theile A ist eine cylindrische Fortsetzung B, auf welcher ein Curvenstück B1 mit Kurbel C lose, durch eine Mutter gehalten, aufsitzt und welche die Drehachse des
Hebels b trägt. Auf dem oberen Ende des letzteren ist
eine Rolle s aufgesetzt, gegen welche das Curvenstück
B1 drückt. Das
untere Ende von b trägt einerseits einen Stift b1, welcher in das Auge
des Hebels e paſst, andererseits eine Oese, in welcher
die Schraube b3
stellbar ist. Um den Ausschlag des Hebels e einstellen
zu können, ist eine Schraube e2 vorgesehen, welche den Angriff des Stiftes b1 in e auf längere oder kürzere Ausdehnung bestimmt. In
gleicher Weise wird der Hub des Winkelhebels c durch
Stellung der Schraube b3 vergröſsert oder verringert. Der Hebel e
ist mit dem Winkelhebel e1 gekuppelt, dieser einerseits mit dem Doppelhebel f, andererseits mit g2. Von f aus überträgt
der Hebel f1 die
Bewegung auf g1. g1
g2 sind Ansätze zweier
Cylindersegmente, welche um je ein Mittelstück k
drehbar sind. Letztere sind durch Schrauben k1 in den Körpern AA1 befestigt, so daſs sie der Drehung nicht folgen
können. Auf den Cylindersegmenten, welche in A und A1 eingepaſst sind,
sind Schränkstücke mittels Schrauben befestigt. Macht der Hebel b eine Schwingung in Richtung des in Fig. 25 gezeichneten
Pfeiles, so werden mittels der Hebel ee1
ff1 die Stücke um kk gedreht, und die Schränkstücke drücken die Zähne in
der erforderlichen Weise nach den Seiten. Bei weiterer Bewegung weichen die
Schränkstücke zurück, und Schraube b3 stöſst gegen Winkelhebel c. Dieser hebt mittels des Stiftes d den mit
Gewicht beschwerten Hebel D, so daſs die blinke D1 bewegt wird, wodurch das Sägeblatt weiter
geschoben wird.
Um ein seitliches Abweichen von D1 zu verhindern, ist eine Blattfeder d1 auf den Hebel D aufgeschraubt.
Die Sägenschärfmaschine von Holst und Fleischer in
Christiania (* Oesterreichisch-Ungarisches Privilegium vom 18. November 1888)
besteht aus einem tragbaren mit einem Fuſse versehenen Gestelle, welches eine in
zwei Richtungen verstellbare Schmirgelscheibe und deren Antriebsvorrichtung trägt.
Das Gestell wird vor das zu schärfende Gatter gebracht und die Arbeit vollzogen,
ohne daſs die Sägen aus dem Rahmen entfernt werden.
Die selbsthätige Sägenschärfmaschine von Fr. Schmaltz in
Offenbach a. M. (* D. R. P. Nr. 45747 vom 8. Januar 1888) arbeitet mit einer
umlaufenden Schmirgelscheibe, welche auf einen mit Gegengewicht versehenen Hebel in
Körnerspitzen nach allen Seiten verdrehbar gelagert ist, so daſs sie eine
verschiedenartige Neigung annehmen kann (Fig. 26).
Die Schmirgelscheibe wird durch Schnurlauf F und Leitrolle vom Vorgelege aus getrieben und soll etwa 1200 Umdrehungen
in der Minute machen. Von dem gleichen Vorgelege wird durch einen weiteren
Schnurlauf und Leitrolle eine Welle a mit einer
Geschwindigkeit von 80 bis 110 Umdrehungen in der Minute angetrieben, welche auf der
rechten Seite des Gestelles angebracht ist, rechtwinklig zum Vorgelege steht und die
beiden Kurbelscheiben A und B trägt. Scheibe A bewirkt den Vorschub der
Sägen, Scheibe B die Auf- und Abwärtsbewegung der
umlaufenden Schmirgelscheibe. Die zu schärfenden Sägen werden mittels verschiedener
an der Vorderseite des Gestelles anzubringenden Einspannvorrichtungen in geeigneter
Weise befestigt.
Die Gattersägenblätter spannt man in den Schlitten G; derselbe läſst sich auf der Schiene H leicht hin und her bewegen und kann durch ein
schmiedeeisernes Parallelogramm mittels Fuſstrittes auf- oder abwärts, je nach
Breite der Sägen, in die richtige Höhe ein- und durch eine Stellschraube
festgestellt werden.
Zum Einspannen der Kreissägeblätter dient ein wagerechter Dorn,
auf welchen das Sägeblatt gesteckt und mittels eines auſsen conischen Ringes
festgeklemmt wird. Um Kreissägenblätter von verschiedenem Durchmesser bearbeiten zu
können, sitzt diese Einspannvorrichtung auf einer senkrechten Stange, auf welcher
sie verschoben und in jeder Höhe festgestellt werden kann.
Die Bandsägen werden nur auf einen Bolzen gelegt, der in
senkrechter Richtung, den verschiedenen Breiten der Sägen entsprechend, verstellbar
ist. Zu beiden Seiten der Maschine sind zur besseren Lagerung der betreffenden
Bandsäge zwei Führungsrollen aufgestellt.
Sämmtliche Sägen werden mittels Feder gegen den kleinen Support
B schwach angedrückt.
Ein kleines Gebläse, vom Schnurlaufe F angetrieben, saugt hinter der Schmirgel Scheibe den Schmirgelstaub
ab.
Den Vorschub der Sägen bewirkt die mit verstellbarem Kurbelzapfen
versehene Kurbelscheibe A mittels Hebelübersetzung
durch einen Sperrhaken, der direkt in die Sägezähne eingreift.
Die Auf- und Abwärtsbewegung der Schmirgelscheibe erfolgt durch
Kurbelscheibe B mittels verstellbaren Kurbelzapfens und
Hebelübersetzung.
Durch das Verstellen der beiden Kurbelzapfen und der beiden
Kurbelscheiben gegen einander läſst sich jede Zahnform schärfen bezieh. herstellen.
Stellt man z.B. bei einer kleinen Zahnentfernung den Kurbelzapfen der Kurbelscheibe
B auf groſsen Hub, so wird die Zahnform eine
spitzwinklige, weil die Schmirgelscheibe beim Emporsteigen allzu schnell im
Verhältnisse zum Vorschubtempo den Zahnrücken berührt. Stellt man dagegen den Hub an
der Kurbelscheibe B kleiner, so wird die
Geschwindigkeit der Aufwärtsbewegung der Schmirgelscheibe eine geringere und in
Folge dessen die Zahnform eine stumpfwinklig. Im Allgemeinen soll der Hub der
Schmirgelscheibe nicht kleiner werden als zwei Zahnhöhen, weil sonst der Zahn eine zu sehr abgerundete
Spitze erhält. Ist eine Säge mit weiterer Verzahnung zu schärfen, so muſs der Hub an
Kurbelscheibe A dementsprechend vergröſsert werden. Um
dann aber eine ganz bestimmte praktische Zahnform zu erreichen, muſs dementsprechend
selbstverständlich auch der Hub an Kurbelscheibe B
vergröſsert werden.
Durch Verstellen dieser beiden Hübe allein wird nicht immer die
gewünschte Zahnform erzielt. Die Aufwärtsbewegung der Schmirgelscheibe muſs früher
oder später im Verhältnisse zum Sägenvorschube erfolgen können; dies erlangt man
durch Verstellen der Kurbelscheiben A und B gegen einander.
Um gleichzeitig mehrere Zähne derselben Säge schärfen zu können, benutzt C. Metzmacher in Bliedinghausen bei Remscheid (* D. R.
P. Nr. 45642 vom 8. Mai 1888) einen Rahmen, in welchem eine entsprechende Anzahl
dreikantiger Feilen in der gewünschten Entfernung und Stellung von einander zwischen
Backen festgeklemmt werden. Der Rahmen erhält Handgriffe. Die hier zu benutzenden
Feilen haben cylindrische Enden, welche aufgerauht werden, so daſs sie sich in die
weich gefütterten Backen sicher eindrücken können.
Um Kreissägen während des Schärfens einzuspannen, benutzt A.
Erdmann in Hamburg (* D. R. P. Nr. 47303 vom 6. November 1888) Klemmbacken,
deren einer an einen Tisch festgeschraubt ist, während der andere durch eine
Bügelfeder von letzterem stets abgedrängt wird, wobei ein Excenterbügel den Schluſs
beider Backen und das Festspannen des Blattes bewirkt.
Hobel- und Fräsmaschinen.
Th. Küpper in Bonn (* D. R. P. Nr. 45310 vom 30. Mai
1888) bringt sine Holzhobelmaschine in Vorschlag, deren Messerwelle senkrecht steht,
während die Messer in wagerechter Ebene umlaufen und arbeiten (Fig. 27).
Auf einer Welle a sitzt eine Scheibe
b, welche mit conischen Rändern c versehen ist. Im Inneren dieses Randes stehen radial
und geneigt zur Achse a die Messer d, welche am Rande c
angeschraubt sind. Die Messer d sind mit Einern
Schlitze versehen, um dieselben nachstellen zu können, wenn die Schneiden durch
Schleifen abgenutzt sind. Das Nachstellen während des Betriebes der Maschine
geschieht durch Heben der Welle a.
Die Messer sind so gestellt, daſs stets nur die äuſsersten Kanten
der Hobeleisen d arbeiten, oder daſs die
Schneiden-Hobeleisen einen Kreis bilden, demnach also mit der ganzen Schneidefläche
das Werkstück bearbeiten.
Die Hobeleisenscheibe b wird oben
durch eine Scheibe f verdeckt, welche auf die Welle a aufgekeilt ist und mit dieser umläuft. Das Werkstück
g wird durch zwei Druckwalzen h und i auf den Tisch
gepreſst, damit dasselbe beim Bearbeiten nicht ausweichen und keine Späne in die
Messer fallen können.
Die Doppelfräsmaschine von Ernst
Kirchner und Co. in Leipzig-Sellershausen (* D. R. P. Nr. 45934 vom 1. Juli
1888) gestattet das Arbeiten mit zwei Fräsern, die von zwei Seiten auf das zwischen
den Fräsern liegende Arbeitsstück einwirken, jedoch kann dieselbe ohne Weiteres so
eingestellt werden, daſs mit nur einem Fräser gearbeitet Werden kann und dabei eine
unbeschränkt groſse Arbeitsfläche geboten ist.
Das Gestell der Maschine trägt die Tischplatte A (Fig. 28), unter deren
vorderem Theil sich auf- und abstellbar die Fräserwelle B befindet. Unter der Tischplatte A ist der
Tragarm C angeordnet, welcher sich umschlagen läſst
zwecks Erreichung einer freien Arbeitsfläche für nur einen Fräser oder einer
bequemen Einlage der Arbeitsstücke. Der Arm C ist bei
a drehbar, und befindet sich ferner am Gestell der
Anschlagknaggen D. Der obere Fräser befindet sich an
der Welle b, welche im vorderen Theile des Armes C gelagert und mittels Scheibe E angetrieben wird. Die Einstellung der Höhenlage des oberen Fräsers läſst
sich mittels Stellspindel c herbeiführen. Um jedoch
während des Arbeitens den oberen Fräser schnell ausrücken bezieh. emporheben zu
können, ist eine besondere Auslösung angebracht.
Letztere ist wie folgt eingerichtet: Der Zapfen F gleitet in einem Schlitzloche d des Deckels G, der unbeweglich ist und
gleichzeitig als Lagerdeckel dient. Durch Verdrehung des Hebels h bezieh. der Büchse t
wird Zapfen F in dem Schlitze bewegt, und durch Wirkung
des letzteren die Büchse i nebst der Fräserspindel b emporgehoben. Ist der Fräser in tiefster Stellung, so
wird der Zapfen F in seiner Stellung durch eine federnd
wirkende Haltevorrichtung H gesichert (Fig. 29).
Um mit der Maschine kleine, runde Gegenstände bearbeiten zu
können, wird der Tisch der Maschine mit einer geschlossenen Grundplatte versehen,
auf welcher, durch eine Schraubspindel verschiebbar, ein in Gleitbahnen geführter
Bock angebracht ist. Am Bock befindet sich eine Stellspindel, deren Achse mit jener
des Arbeitsstückträgers zusammenfällt. Letzterer ist drehbar angeordnet und läſst
sich mittels Schneckenrades und einer Schneckenkurbelwelle langsam verdrehen. Die
Entfernung der Arbeitsstückträgerachse von jener der Fräserwelle läſst sich durch
Gesammtverschiebung des Bockes auf der Platte mittels einer Spindel
bewerkstelligen.
Die etwas umständlich zusammengesetzte Universal-Holzbearbeitungsmaschine von R.
Pötzsch in Klein-Zschocher bei Leipzig (* D. R. P. Nr. 43025 vom 16. März
1887) besitzt in einem Gestell neben einander eine Säulenfräse und eine Bandsäge,
aus deren Tisch noch eine Fräse hervorragt. Unter dem Gestell der Säulenfräse liegt
die Hobelmaschine, deren Messerwelle Bohrer, Stemmer und Kreissägen tragen
können.
Ueber die zum Fräsen und Kehlen benutzten Messer läſst sich A. Gerson im Praktischen
Maschinenconstructeur, 1889 * S. 44 ausführlich aus, indem er zunächst den
in der Praxis oft verwischten Unterschied zwischen Kehlen und Fräsen feststellt, um
sodann auf deren Formgebung einzugehen.
Der Unterschied zwischen dem Fräsen und dem mittels Maschinen
ausgeführten Kehlen des Holzes ist kein genereller, sondern er wird bei
übereinstimmender Wirkungsweise des Werkzeuges nur durch die Form und die Führung
des bearbeiteten Holzstückes bedingt. Kehlen nennt man in der mechanischen
Holzbearbeitung das Fräsen gerader, leistenartiger Holzstücke unter Zuhilfenahme
einer selbsthätigen Holzzuführung. Als Fräser werden gemeinhin die aus einem soliden
Stücke bestehenden Werkzeuge, als Kehlmesserköpfe aber diejenigen Werkzeuge
bezeichnet, die nach Art der Hobelmesserköpfe gearbeitet sind, bei denen also die
schneidenden Organe abgenommen werden können und die nur in einer einzigen
Drehrichtung nach rechts oder nach links arbeiten. Nur das letzterwähnte Moment kann
als kennzeichnend angesehen werden; denn auch beim Fräsen können, wie sehen werden,
Werkzeuge mit abnehmbaren Messern, sogen. Fräsmesserköpfe oder Fräsköpfe,
vortheilhaft zur Anwendung kommen. Das gesammte Gebiet der einschlägigen Werkzeuge
wird man am zweckmäſsigsten eintheilen m dasjenige der
einseitig wirkenden und dasjenige der zweiseitig wirkenden Werkzeuge. Da beim
Kehlen, beim Profiliren eines geraden Holzstückes, die Arbeitsrichtung von
vornherein so gewählt werden kann, daſs von Anfang bis zu Ende in der erforderlichen
Weise mit den Fasern des Holzes gearbeitet wird, so ist ein Wechsel dieser
Arbeitsrichtung nicht nöthig, und einseitig wirkende Werkzeuge entsprechen deshalb
dem Bedürfnisse. Dieselben können aber selbstredend aus einem einzigen Stücke
gearbeitet werden, wenn man dies auch aus Gründen ökonomischer Herstellung und
bequemer Instandhaltung, vielleicht mit Ausnahme regelmäſsiger Werkzeuge zur
Anfertigung der Nuthen und Spunde, nicht thun wird. Beim Fräsen geschweifter Kanten,
die bald abfallend, bald steigend durch die Fasern des Holzes gehen, muſs die
Drehrichtung des Werkzeuges, der Richtung der Contour zu den Holzfasern angepaſst
werden und muſs man entweder zwei gesonderte Werkzeuge von gleichem Profil, jedoch
entgegengesetzter Drehrichtung zur Verfügung haben, oder ein zweiseitig arbeitendes
Werkzeug auf einer Spindel benutzen, deren Drehrichtung man im gegebenen Augenblicke
wechseln kann. Die letzterwähnte Arbeitsweise ist die gewöhnliche.
Seiner Natur nach ist das Fräsen bezieh. Kehlen nichts anderes als
ein schnell auf einander folgendes kreisförmiges Schneiden mittels eines
entsprechend profilirten Messers, und es sind nur verschwindend kleine Theile der
Schnittbahnen, aus welchen sich das endgültige Profil zusammensetzt. Wie stets beim
Schneiden des Holzes, gilt als hauptsächliche Regel, daſs mit der Härte des Holzes
sowohl der Schneidenwinkel als auch der Anstellungswinkel zunimmt.
In der nachfolgenden Zusammenstellung sind nur die fast
ausschlieſslich zum Fräsen und Kehlen benutzten rotirenden Werkzeuge berücksichtigt.
Man verwendet auch in ganz seltenen Fällen, und zwar zum Herstellen feiner Leisten
aus edlen Holzarten, feststehende, ebene Werkzeuge, welche am Ende mit dem Profile
versehen sind und fast senkrecht zum Holze stehen, das in einer Geradführung mittels
Zahnstangengetriebe unter allmählicher Nachstellung des mehr kratzenden als
schneidenden Werkzeuges vorwärts bewegt wird.
(Fortsetzung folgt.)
Tafeln