| Titel: | Hunt's Drehbank zum Abdrehen und Schneiden langer Schraubenspindeln. |
| Autor: | Pr. |
| Fundstelle: | Band 274, Jahrgang 1889, S. 495 |
| Download: | XML |
Hunt's Drehbank zum Abdrehen und Schneiden langer
Schraubenspindeln.
Mit Abbildungen auf Tafel
26.
Drehbank zum Abdrehen und Schneiden langer
Schraubenspindeln.
Im Maschinenbaue sollen oft an lange Wellen Schraubengewinde angeschnitten werden.
Diese Arbeit setzt den Besitz von Leitspindeldrehbänken voraus, welche zwischen den
Spitzen entsprechende Länge haben, oder aber es muſs die Möglichkeit der
Verlängerung der Spitzenlinie vorhanden sein, indem man den Reitstock auf eine
zweite Drehbank verlegt, deren Spitzenlinie mit derjenigen der ersten Drehbank genau
in eine Gerade eingestellt wurde. Die Arbeit wird in zwei Abschnitten derart
durchgeführt, daſs man nach Vollendung des einen durch die Leitspindellänge
gegebenen Spindeltheiles die Spindel einfach verwendet einspannt, so daſs das jetzt
noch ungeschnittene Reitstockende nunmehr an die Spindelstockseite kommt.
Dieser umständliche Arbeitsvorgang rechtfertigt die Ausbildung einer Drehbank von
beschränkter Länge, mit welcher Wellen und Spindeln von beliebiger Länge abgedreht
und mit Schraubengewinde versehen werden können, wobei allerdings auf das Einspannen
zwischen Spitzen verzichtet werden muſs (vgl. Japy 1888
270 * 12).
Eine Drehbank dieser Art, welche dem Grundsatze einer Schraubenschneidemaschine mit
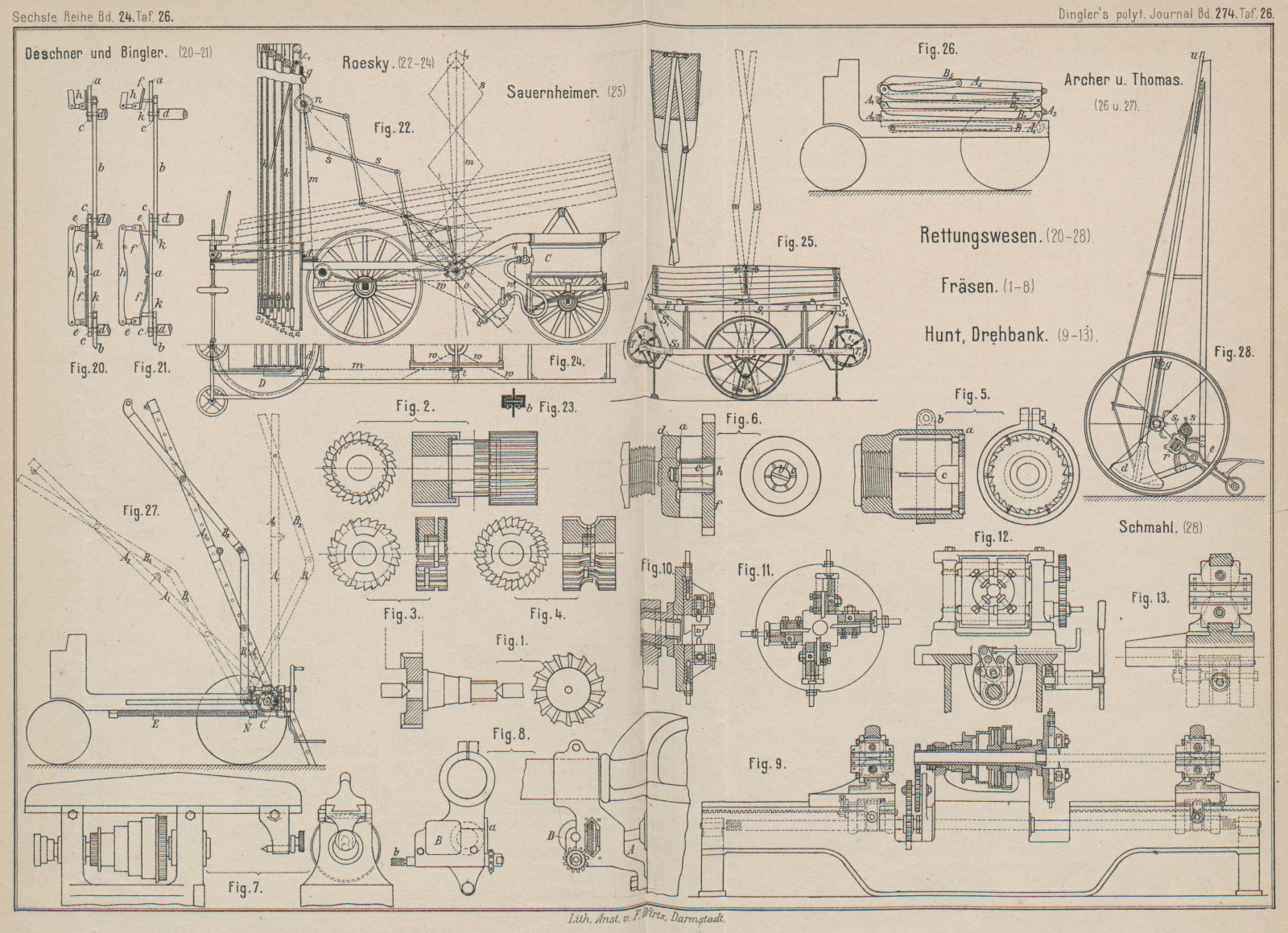
zwangläufiger Fortschiebung der Spannvorrichtung entspricht, ist von Hunt in Manchester construirt. Dieselbe ist nach The Engineer. 1889 Bd. 67 * S. 383, in Fig. 9 bis 13 Taf. 26
dargestellt.
Der Spindelstock (Fig. 9) ist in der Mitte einer Doppelwange angeordnet, in deren vorderen
Aussparung (Kröpfung) die Planscheibe mit den Schneidstählen eingreift, während die
hintere Aussparung den erforderlichen Platz für die Versatzräder freiläſst.
Genau in der lothrechten Achsenebene der Drehbank ist die Leitspindel in die Wange
eingebettet, diese aber bloſs an ihren beiden Enden auf je 1200mm Länge mit Leitgewinde versehen.
Das durch die hohle Drehbankspindel geführte Werkstück wird an den freien Enden durch
selbstcentrirende Spannbacken (Fig. 12 und 13)
festgehalten, gegen Drehung gesichert und in der Achsrichtung fortgerückt, wobei die
in der Planscheibe (Fig. 9 und 10) gegensätzlich
angeordneten Schneidstähle die Gewindenuth einschneiden. Bei verhältniſsmäſsig
langsamem Vorschübe und entsprechender Schneidstahlform kann ebenso wohl
glattgedreht als geschlichtet werden.
Die auf die Drehbankspindel aufgesetzte Planscheibe (Fig. 10 und 11) hat vier
kreuzweise und etwas versetzt angeordnete Führungen für die einzelnen
Stahlhalterschlitten, welche mit selbständigen Spindeln angestellt werden.
Jede der beiden Spannvorrichtungen, welche schlittenartig auf der Wange gleiten,
besitzt zwei herabreichende Drucklager, durch welche die Leitspindel frei durchgeht.
Zwischen diesen liegt die Leitspindelmutter, deren Hälften sich durch ein
zangenartiges Hebelwerk (Fig. 12) auslösen
lassen.
Bei ausgelöster Leitspindelmutter wird der Schlitten mit der Spannvorrichtung mittels
Zahnstangengetrieb durch ein Handkreuz verschoben.
Die Bearbeitung geht in folgender Weise vor sich: Das Werkstück wird zuerst möglichst
knapp in das rechtsliegende Spannwerk mittels acht Stellschrauben festgespannt, so
daſs nur ein kurzes Stück anfänglich fliegend bearbeitet wird, welches bis zur
Führungsbüchse in der Drehspindel reicht.
Ist das bearbeitete Endstück in die Büchse eingetreten, so wird die Maschine abgestellt, die
Stellschrauben gelockert und die Spannvorrichtung bis an das rechte Wangenende
geschoben, wobei nach wiedererfolgter Feststellung der Betrieb eingeleitet und so
lange fortgesetzt wird, bis das aus der Hohlspindel tretende Werkstückende von der
linksseitigen Spannvorrichtung erfaſst wird. Nun übernimmt diese den Vorschub
abwechselnd mit der rechtsseitigen, ein Vorgang, der je nach der Länge von Maschine
und Werkstück oft wiederholt wird.
Fehler in der Gewindesteigung können nur dann leicht möglich werden, wenn während des
Umspannens der Spannvorrichtung die Lage des Werkstückes nur durch die
Schneidwerkzeuge gesichert wird, was bei der Bearbeitung der Enden der Fall ist.
Nach einmal erfolgtem Durchgange des Werkstückes wird die Drehrichtung der Maschine
umgekehrt (reversirt) und die Bearbeitung der Spindel oder Welle im Rechtsgange bei
einem Vorschübe von links nach rechts durchgeführt, wobei selbstverständlich das
andere Paar Schneidwerkzeuge der Planscheibe in Thätigkeit gesetzt werden muſs.
Pr.
Tafeln