| Titel: | Ueber das Waschen, Bleichen, Färben u.s.w. von Gespinnstfasern, Garnen, Geweben u. dgl. |
| Fundstelle: | Band 276, Jahrgang 1890, S. 207 |
| Download: | XML |
Ueber das Waschen, Bleichen, Färben u.s.w. von
Gespinnstfasern, Garnen, Geweben u. dgl.
(Fortsetzung des Berichtes Bd. 275 S.
218.)
Mit Abbildungen auf Tafel
11.
Appreturmaschinen.
Im ersten Theil dieser Abhandlung sind nur diejenigen Verfahren und Vorrichtungen
einer näheren Betrachtung unterzogen worden, bei welchen die Färb- o. dgl. Flotte
auf die Oberfläche des Materials aufgetragen wurde. Wir kommen nun zu denjenigen
Einrichtungen, bei welchen nicht nur eine Oberflächenbehandlung vor sich geht,
sondern bei denen das Arbeitsstück in seiner ganzen Ausdehnung der Einwirkung der
Flotte ausgesetzt wird. Diesen sind alle die noch zu betrachtenden zuzuzählen und es
lassen sich dieselben nach der bereits gegebenen Aufstellung in drei groſsen Klassen
unterbringen. In die erste derselben gehören alle diejenigen Verfahren und
Einrichtungen, bei denen der Arbeitsproceſs zu Stande kommt durch:
B. Einführen des Materials in die
Flotte.
Das zu behandelnde Material kommt hierbei in die jeweilig zur Anwendung gebrachte
Flüssigkeit und verläſst dieselbe erst wieder, nachdem der Proceſs beendet ist.
Um eine vollkommene Durchführung desselben zu ermöglichen, erfährt das Gut in
der Flotte entweder noch eine einfache Bewegung oder es findet gleichzeitig eine
mechanische Bearbeitung desselben statt, welche in einem Schlagen, Stampfen
u.s.w. besteht und durch die ein abwechselndes Ausquetschen und Eindringen der
Flotte, also eine gleichmäſsige Behandlung sämmtlicher Theile des Materials
herbeigeführt wird.
Zwecks Gewinnung einer besseren Uebersicht über die hier zu besprechenden
Verfahren und Einrichtungen sollen zunächst diejenigen einer näheren Betrachtung
unterzogen werden, welche zur Behandlung der Rohstoffe (Wolle, Baumwolle u.s.w.)
dienen, wobei jedoch bemerkt werden muſs, daſs die sich hierdurch ergebende
Theilung des Stoffes, wie bereits im Eingang dieser Arbeit erwähnt, vielfache
Wiederholung herbeiführt.
Diejenigen Verfahren und Vorrichtungen, welche zum eigentlichen Entfetten
(Entschweiſsen) der Wolle Verwendung finden, sollen als nicht in das Gebiet der
Appretur gehörig hier ausgeschieden und an anderer Stelle einer Betrachtung
unterzogen werden.
Das Waschen der losen Gespinstfasern, von denen hier besonders die Wolle in
Betracht kommt, erfolgt im Kleinbetrieb bekanntlich in der Weise, daſs man
dieselben in einen Bottich, welcher die Flüssigkeit enthält, direkt einführt
oder mittels eines durchlöcherten Korbes u.s.w. in die Flotte taucht und in
dieser mit Stangen oder Haken bearbeitet, wobei ein Quetschen des Materials an
den Wandungen des Gefäſses behufs gründlicher Reinigung gleichzeitig
stattfindet. Die Anwendung eines Korbs erleichtert das Ausheben der gewaschenen
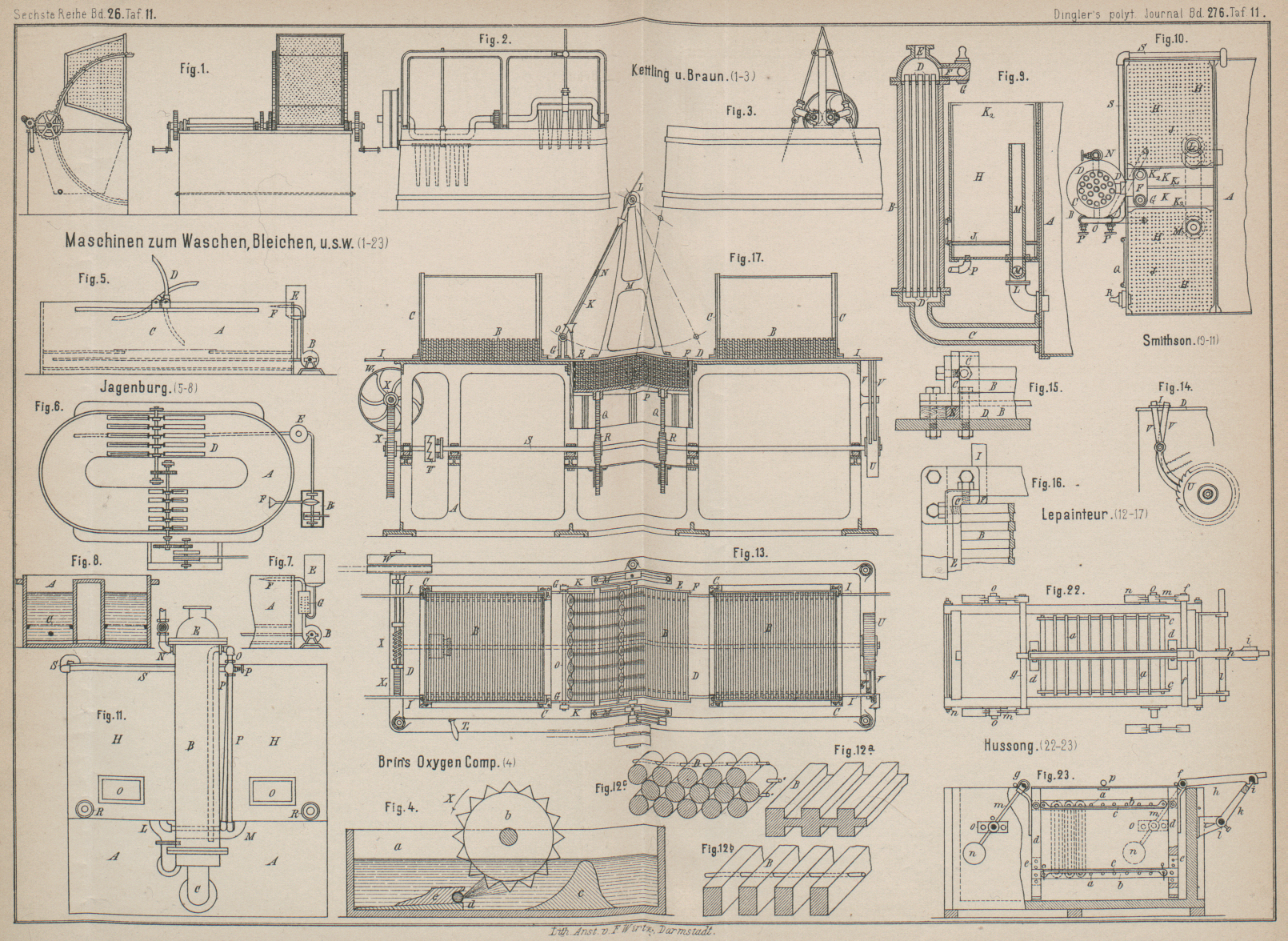
Gespinnstfasern aus der Waschflüssigkeit. Fig. 1 veranschaulicht
eine solcher Art eingerichtete Waschvorrichtung von Kettling und Braun, Crimmitschau.
In gröſseren Fabriken reichen derartige Einrichtungen nicht aus und man benutzt
dann besondere Waschmaschinen, welche gewöhnlich die Gestalt eines ovalen
Bottichs von 2 zu 3m Gröſse haben, in dessen
Mitte ein Sockel steht, der das Getriebe für zwei gekröpfte Wellen trägt, durch
welche zwei Gabeln in der Weise bewegt werden, daſs die im Bottich befindliche
Wolle, Baumwolle o. dgl. eine umlaufende Bewegung in der Flotte ausführt. Der
Bottich kann noch mit einem Abfluſshahn und einem Zufluſs für Waschflüssigkeit
ausgestattet sein. Die Fig. 2 und 3
veranschaulichen eine derartige einfache Waschmaschine, welche sich noch bis auf
den heutigen Tag erhalten und nur geringfügige Abänderungen erfahren hat, von
denen nur die von C. H. Weiſsbach in Chemnitz
gemachte zu nennen sein dürfte. Diese besteht darin, daſs an Stelle der Gabeln
ein Waschflügel das Untertauchen und Fortschieben der Gespinnstfasern
bewirkt.
Für das Bleichen von Faserstoffen u.s.w. hat die Aktiengesellschaft Brin's-Oxygen-Company, Limited in Cannaught
Mansions (Westminster, England) ein neues Verfahren angegeben, welches durch das
D. R. P. Kl. 8 Nr. 46811 vom 25. Mai 1888 geschützt ist und darauf hinausläuft,
bei der Chlorbleiche die gleichzeitige Einwirkung von Sauerstoffgas in der Weise
herbeizuführen, daſs man einen langsamen Strom von Sauerstoffgas entweder unter
das gasförmige Chlor sich mischen läſst oder in das aus gechlorten Bleichsalzen
gebildete und das zu bleichende Gut enthaltende Bad unter Umrühren
einleitet.
Der Sauerstoff betheiligt sich nach Angabe genannter Gesellschaft activ, indem
beträchtliche Mengen davon aufgebraucht werden, was den Vortheil hat, daſs
entweder die Einwirkungsdauer bedeutend gekürzt oder die Menge des Bleichmittels
entsprechend vermindert werden kann und zwar um 30 bis 50 Proc. Das Verfahren
läſst sich mit Chlorgas, mit Chlorkalk und mit anderen gechlorten Bleichsalzen
ausführen. Im ersteren Fall leitet man den Sauerstoff entweder in die
Bleichkammer bezieh. das Bleichgefäſs unter das gasförmige Chlor oder man führt
es direct in den Chlorentwickler. Im letzteren Fall läſst man das Sauerstoffgas
unter möglichster Vertheilung in das aus Chlorkalk oder einem anderen gechlorten
Bleichsalz bereitete Bad am zweckmäſsigsten von unten her eintreten, so daſs
eine möglichste innige Mischung stattfindet, während das Bleichgut in der
Flüssigkeit untergetaucht ist und mit ihr beständig umgerührt wird oder während
man das Bleichgut durch die Flotte zieht. Auch kann man das Gemisch von Chlor
und Sauerstoff in ein in Bewegung befindliches Wasserbad leiten.
Fig. 4
veranschaulicht einen Apparat zum Bleichen nach dem angegebenen Verfahren, a ist das das Bleichgut und die Flüssigkeit
aufnehmende Gefäſs; b eine auf den Umfang mit
Vorsprüngen besetzte Walze, welche in der Pfeilrichtung x sich dreht, c ein das Aufrühren der
Flüssigkeit bezieh. das Durchmischen beförderndes Hinderniſs. Der Sauerstoff
wird durch das auf dem Boden des Bottichs parallel zur Rührwalze b angeordnete, mit vielen Löchern durchbrochene
Rohr d zugeleitet, welches auch im Boden versenkt
und von einem durchlöcherten Deckel e überdeckt
sein kann. Das Gefäſs a kann geschlossen sein, um
den noch freien Sauerstoff abzufangen.
Das Färben von Gespinnstfasern geschieht in der einfachsten Weise dadurch, daſs
man dieselben direct in den die Flotte enthaltenden Farbkessel einführt und mit
Hantirstangen unter die Farbflüssigkeit drückt und hierbei beachtet, daſs ein
Anlegen der Fasern an den Wandungen, was ein Verfilzen zur Folge hat, nicht
eintritt. Auch die beim Waschen der Gespinnstfasern in Anwendung befindlichen
und im Eingang dieser Abhandlung beschriebenen Maschinen, bei welchen das
Material in einen ovalen Bottich in Bewegung versetzt wird, können sehr wohl zum
Färben loser Gespinnste gebraucht werden. Sowohl bei dem einen als auch bei dem
anderen Hilfsmittel pflegt man die Farbstofflösung nicht mit einem Male
zuzusetzen, sondern auf mehrere Male zu vertheilen und erreicht dadurch ein
Arbeiten mit weniger starken Bädern und ein gleichmäſsigeres Angehen der
Farbstoffe an die Fasern.
Gustav Jagenburg in Rydboholm (Schweden) will nun
die sich durch die directe Einführung der concentrirten Farbstofflösung
ergebenden Mängel dadurch beseitigen, daſs er nach seinem durch das D. R. P. Kl.
8 Nr. 40602 vom 6. Januar 1887 geschützten Verfahren die Farbstofflösung
zunächst mit der im Farbbottich befindlichen Flotte mischt und zwar auſserhalb
des Bottichs und dann diesem in fein vertheiltem Zustand wieder zuführt. Zur
Ausführung dieses Verfahrens verwendet Jagenburg
eine Centrifugalpumpe oder einen Strahlapparat, den er mit einer bekannten
Waschmaschine combinirt. Seine Erfindung liegt also nicht, wie die Monatschrift für Textilindustrie auf S. 548,
Jahrgang 1888 sagt, in der Verwendung einer bekannten Waschmaschine, sondern in
der besonderen Weise der Farbstoffzuführung.
Die besondere Construction der ganzen Einrichtung ergibt sich aus den Fig. 5 bis
8,
welche der Amerikanischen Patentschrift Nr. 386985 entnommen sind. Neben dem die
Flotte enthaltenden und mit doppeltem Boden C und
Flügelwellen D ausgestatteten Behälter A ist eine Centrifugalpumpe
B angeordnet, welche die Flotte unterhalb des
Siebbodens C absaugt, und mit einem Zusatz versehen
durch den Zerstäuber F wieder in den Bottig A und zwar in fein vertheiltem Zustand zurückführt.
Das Zuführen der concentrirten Farbstofflösung erfolgt durch den Behälter E, der entweder mit dem Saugrohr der Pumpe, Fig. 5 und
6,
oder dem Druckrohr derselben in Verbindung gebracht ist. Im ersten Fall erfolgt
die Mischung der Flotte mit dem Zusatz in der Pumpe selbst, im letzten Fall
dagegen in dem in das Druckrohr eingeschalteten mit einer Anzahl Sieben
ausgestatteten Behälter G, Fig. 7.
Während die vorbesprochenen Vorrichtungen zum Färben der Wolle u.s.w. eine
fertige Farbstofflösung zur Sättigung der Flotte voraussetzten, wird bei dem
durch das D. R. P. Kl. 8 Nr. 38225 vom 27. Mai 1886 geschützten und in den Fig. 9 bis
11
wiedergegebenen Färbeapparat von Sam. Smithson in
Ravensthorpe (County of York, England) die Flotte dadurch auf ihrem
Sättigungspunkt erhalten, daſs sie im beständigen Kreislauf durch den
eigentlichen Farbbottich selbst, wo sie Farbe abgibt und einen mit Farbholz oder
einem anderen Farbstoff gefüllten Raum, wo sie sich wieder sättigt, geführt
wird.
Der Färberaum A,
Fig. 9 und
10,
ist zur Erreichung dieses Ziele durch ein Rohr C
mit einem Cylinder B verbunden, der oben und unten
geschlossen, in seinem Innern mit Röhren D versehen
ist, die durch die Böden des Cylinders dampfdicht hindurchgehen.
Dieser Cylinder B dient als Heizcylinder; es wird
ihm Dampf durch das Rohr N, Fig. 10 und 11,
zugeführt, während das Condensationswasser und der überschüssige Dampf durch ein
Rohr o abgeleitet werden, welches im Innern des
Heizcylinders B nahe über dem Boden desselben endet
und am Kopfe nach auſsen geführt ist.
Wenn der Färbebottich mit Wasser gefüllt wird, so flieſst ein Theil desselben
durch das Rohr C in die Siederöhren D hinein und steigt in demselben so lange, bis es
auf gleicher Höhe mit dem Wasser in dem Bottich A
ist. Alsdann läſst man durch das Dampfventil N,
Fig.
10 und 11, Dampf in B eintreten, wodurch das Wasser in den Röhren D erhitzt wird. Nachdem der Dampf eine kurze Zeit
in dem Heizcylinder um die Siederöhren herum circulirt hat, fängt das Wasser in
den Röhren D an zu sieden und steigt in Folge
dessen in denselben auf einen höheren Spiegel als den des Färbebottichs und
tritt nach Verlauf einiger Zeit aus den oberen Enden der Röhren D in einen Dom E über,
Fig.
9, welcher oben auf dem Heizcylinder B
befestigt ist. Aus dem Dom E flieſst das Wasser
durch ein Ablaufrohr F in einen der Räume K eines zum Auslaugen des Farbholzes oder anderen
Farbmaterials bestimmten Behälters. Dieser ist, wie aus Fig. 9 und 10
ersichtlich, auſserhalb des Bottichs A angebracht
und durch eine bis auf den Boden gehende Scheidewand K1 in zwei Hälften getheilt, von denen
jede wiederum durch eine, aber nicht bis auf den Boden reichende Scheidewand K2 in die Räume K und H getheilt ist. Die
Räume H sind in einiger Entfernung vom Boden mit
Siebböden J versehen, auf welche das auszulaugende
Farbholz u.s.w. aufgeschichtet ist. Die Räume unter den Siebböden J stehen mit den Räumen K unterhalb K2 in directer Verbindung. Jeder der Räume H besitzt ein Ueberlaufrohr L bezieh. M, von denen letzteres unterhalb des
Auslaugebehälters in L einmündet, das seinerseits
mit dem unteren Theil des Färbebottichs A in
Verbindung steht.
Der Auslaufstutzen F des Domes E des Heizcylinders B
hat zwei Ausfluſsöffnungen G, von denen immer die
eine durch einen Stöpsel verschlossen ist, während die andere offen ist. Beide
Ausfluſsöffnungen sind so angeordnet, daſs sie gerade über den Räumen K K des Auslaugebehälters liegen.
Das aus der einen Oeffnung G austretende kochende
Wasser flieſst in den zugehörigen Raum K und
unterhalb des zugehörigen Siebbodens J. Nachdem das
Wasser den Siebboden J erreicht hat, steigt es
durch die Löcher desselben in der Kammer H nach
oben, kommt hierbei mit dem auf dem Siebboden aufgeschichteten Farbholz in
Berührung und entzieht demselben den löslichen Farbstoff. Das auf diese Weise
mit dem aufgelösten Farbstoff geschwängerte Wasser steigt in der Kammer E so weit in die Höhe, bis es den oberen Rand des
Ueberlaufrohres L bezieh. M erreicht hat, und läuft schlieſslich durch das letztere in den
Färbebottich A zurück. Die Höhe des Ueberlaufrohres
L bezieh. M ist so
zu bemessen, daſs die von dem aufsteigenden Wasser mitgerissenen Theilchen des
Farbholzes durch ihr Gewicht wieder nach unten sinken müssen, ehe der Abfluſs
der gewonnenen Farbflotte stattfindet.
Durch Regulirung der Menge des heiſsen Wassers, welches durch das Auslaugegefäſs
geleitet wird, kann die Stärke der Farbflotte in dem Bottich A auf einem gleichen Grad erhalten werden.
Jedes der beiden Ueberlaufrohre L und M kann vermittels eines hölzernen Stöpsels
verschlossen werden; es muſs zur Zeit immer dasjenige Ueberlaufrohr verschlossen
bleiben, welches zu dem nicht in Betrieb genommenen Auslaugegefäſs gehört. Durch
die doppelte Anordnung der Auslaugeräume H und
Räume K erreicht man, daſs immer einer derselben in
Thätigkeit ist; während der andere gereinigt und frisch beschickt wird.
Die Reinigung der Auslaugeräume H geschieht durch
die Mannlöcher O und die mit Stöpseln
verschlossenen Stutzen R, Fig. 10 und 11.
Der überschüssige Dampf und das Condensationswasser können aus B nach Bedarf durch eines der beiden Rohre P,
Fig. 10
und 11,
in den Raum unter dem Siebboden J der
Auslaugegefäſse eingeleitet werden, um das aus dem Heizcylinder B kommende Wasser noch weiter zu erhitzen, bevor es
zu dem Farbholz gelangt. Der überschüssige Dampf kann auch durch das Rohr S, Fig. 10 und 11, in das
in dem Färbebottich enthaltene Wasser eingeführt werden.
Der Heizcylinder B kann auch so eingerichtet sein,
daſs der zum Erhitzen des Wassers dienende Dampf nicht um die Siederöhren herum,
sondern durch dieselben hindurchgeleitet wird.
An die Behandlung der Rohstoffe schlieſst sich diejenige der Vorgespinnste und
Garne an. Die in diesem Kapitel zu betrachtenden Einrichtungen sind, soweit sie
das Färben der Garne betreffen, ausschlieſslich Färbemaschinen für sogenannte
offene Garne, d.h. Garnsträhne bezieh. Garne im Strang.
Das zu behandelnde Material wird entweder einfach in die Flotte eingeführt oder
es erfährt in derselben gleichzeitig noch eine Bewegung, um die Fasern zu
lockern und somit der Farbflüssigkeit freieren Zugang zu denselben zu
verschaffen. Der erste Fall findet z.B. Anwendung bei der Herstellung
sogenannter geflammter Garne, der zweite dagegen dann, wenn es sich um eine
gleichmäſsige Ausfärbung handelt.
Die Anfertigung geflammter Garne erfolgte bisher entweder mittels des Drückens
oder durch das Färben. Das Druckverfahren, obgleich es seit längerer Zeit in
Anwendung ist, hat verschiedene Mängel, welche in folgendem etwas näher
angegeben werden sollen.
Die Verdickungsmittel, welche man unbedingt der Farbe zuführen muſs, um sie zum
Drucken geeignet zu machen, bleiben in der Faser und nehmen derselben die ihr
innewohnende Elasticität. In Folge dessen erhärtet die Faser und verliert ihre
Eigenschaft, beim Spinnen geschmeidig zu bleiben, auch ist ein Probenehmen der
Farben ungenau und das Verdampfen bei höherer Temperatur, welches das Drucken
beendigen muſs, macht die Fasern brüchig.
Die Gewebe, welche mit flammirt gedruckten Fäden hergestellt sind, können deshalb
nicht verfilzt werden, ohne daſs eine mehr oder weniger starke Entfärbung
stattfindet, wodurch wieder eine Herstellung genau nach Muster unmöglich
wird.
Auſserdem hat das Drucken noch den Uebelstand, daſs die Färbung an der Oberfläche
eine dunklere als im Inneren der Faser ist, da die Farbe schwer in das Garn
eindringt, auch erhält man beim Drucken keine reinen Farbränder.
Diese angegebenen geschilderten Uebelstände sollten durch das Verfahren des
Chinirens durch Farbbäder gehoben werden. Dieses Verfahren besteht darin, daſs
die Fäden durch einen Apparat zwischen besonders gestaltete, mit geradlinigen
oder krummlinigen Erhöhungen versehene Rahmen gespannt werden, welche gewisse
bestimmte Theile der Garnfäden bedecken, und daſs diese Rahmen durch eine Presse
zusammengepreſst werden, so daſs beim nachfolgenden Eintauchen der zu einem
Packet vereinigten Schutzrahmen mit den Garnen diejenigen Stellen von der Flotte
nicht beeinfluſst werden, welche von den Erhöhungen der Schutzrahmen gehalten
sind.
Die nach diesem Verfahren chinirten Garne sind fest, schön, vollkommen rein und bewahren
ihre natürliche Festigkeit und Elasticität, sie färben nicht ab und können allen
Spinn- und Walkoperationen unterworfen werden, ohne daſs sie sich schwer
verarbeiten lassen.
Die in den Fig.
12 bis 17 dargestellte und
durch das D. R. P. Kl. 8 Nr. 49027 vom 20. November 1888 geschützte Maschine von
Edmond Lepainteur und der Société Grulois und Déprès in Roubaix (Dep. du Nord,
Frankreich) soll nun die beim Chiniren im Farbbade verwendeten Rahmen
packetiren. Dieselben sind zu diesem Zweck zu beiden Seiten der Maschine in
Ständern aufgeschichtet.
Beim Bewegen des Balanciers in der einen Richtung zieht derselbe einen Rahmen aus
dem einen Ständer hervor und befördert denselben auf die Preſsplatte, und
gleichzeitig legt er auf den darunter befindlichen, schon auf der Preſsplatte
liegenden Rahmen eine Lage der zu färbenden Fäden, so daſs diese durch den neuen
Rahmen überdeckt werden. Beim Zurückgehen des Balanciers werden über den zuletzt
gelegten Rahmen die Fäden gelegt und von dem anderen Ständer der Maschine ein
Rahmen über diese gezogen. Um das Auflegen des Rahmen zu erleichtern, ist es
nöthig, daſs die Preſsplatten bei jedem Hin- und Hergang des Balanciers um eine
gewisse Strecke nach abwärts bewegt werden. Wenn eine genügende Anzahl Rahmen
mit dazwischen liegenden Auszügen auf einander geschichtet sind, so wird der
oberste Rahmen durch einen Deckel überdeckt und die Preſsplatte durch eine
besondere mechanische Vorrichtung in die Höhe bewegt, so daſs die Fäden und
Rahmen zusammengepreſst werden, und hierauf Preſsplatten und Deckel durch
Kettenschrauben und ähnliche Vorrichtungen fest mit einander verbunden.
Das so gebildete Packet ist jetzt bereit, in das Farbbassin eingelegt zu
werden.
Die einzelnen Theile der Maschine haben folgende Specialeinrichtung:
Die Schutzrahmen B dienen dazu, die Theile der zu
chinirenden Fasern oder Garne gegen die Einwirkung der Farbe im Bad zu schützen.
Sie sind aus kleinen Leisten von irgend welchem Material zusammengesetzt und
derart ausgeführt, daſs sie genau die gewünschten Zwischenräume einnehmen und
behalten, sowie beim Uebereinanderlegen sich genau decken, ohne sich
durchzubiegen oder sich im Farbebad zu verziehen. Man gibt diesen Leisten
passende Dimensionen; sie werden auf die gewünschte Entfernung entweder mittels
kleiner Metallstifte, die an ein Gerippe bildenden Stäben angebracht sind, oder
durch mit Gewinde versehene Stangen, welche in der gewünschten Entfernung in die
Leisten eingeschraubt sind, eingestellt.
Es kann für diese Leisten Holz jeglicher Art entweder in natürlichem Zustande
oder nachdem es besonders bearbeitet worden, verwendet werden, welche
Bearbeitung sich darauf erstrecken muſs, die vorhandene Gerbsäure und das Harz
zu entfernen, die Leisten zu dichten und ihnen die für ihre Verwendung besseren
Eigenschaften zu geben. Natürlicher vulkanisirter oder gehärteter Kautschuk, Hartgummi,
Holz, Carton, Linoleum, Celluloid, dichtes Gewebe oder irgend welche geeignete
Materialien können für diese Leisten mit Erfolg in Anwendung gebracht
werden.
Man kann die vertieften und erhöhten Stellen der Leisten auch durch Schmieden
derselben oder Gieſsen von Platten herstellen und die erhöhten Stellen können
irgend welches beliebige geradlinige oder krummlinige Dessin bilden. Man kann
auf solche Weise neue Muster für die Industrie erzeugen. An Stelle der in der
beschriebenen Weise zusammengefügten Leisten kann man auch Blätter benutzen,
welche Vertiefungen jeglicher Theilung enthalten. Diese Blätter können
ebensowohl auf mechanischem Wege, als wie durch Formen, und aus jedem beliebigen
Material, welches den gewünschten Zweck erfüllt, hergerichtet sein. Man kann
schlieſslich auch durch Wahl runder Leisten Schattirungen (allmähliche
Farbenübergänge) hervorrufen.
Die Gitter oder Ständer für die Schutzrahmen B
bestehen aus den Ständern C, welche auf dem Tisch
D des Apparates befestigt und symmetrisch auf
beiden Seiten der Presse angeordnet sind. Sie haben den Zweck, die Schutzrahmen
an ihrem Platze zu halten, welche in ihnen in mehr oder weniger groſser Anzahl
aufgestapelt sind. Den Boden eines jeden Gitters bildet eine Art Schieber, der
aus zwei Stangen E E, die in eine Nase F mit daran befindlichem Anschlagtheil I auslaufen, gebildet ist. Diese beiden Schieber
oder beweglichen Böden hängen mit einander zusammen und tragen auf jeder Stange
eine Coulisse G, in welche Zapfen o an dem Balancier N
eingreifen. Hierdurch wird ermöglicht, daſs bei jeder Umdrehung ein Rahmen aus
den Gittern genommen und auf die Platte der Presse P befördert wird. Die Endtheile I halten
die höher liegenden Rahmen auf ihrem Platze in den Gittern C, während die Schieber E die darunter liegenden hervorziehen.
Dies ist in folgender Weise erreicht. Die Endtheile I der Stangen E sind ungefähr doppelt so
lang, als die Gröſse der Rahmen B beträgt, die
Nasen F liegen nach einwärts. Der weitere Raum
zwischen den parallelen Stangen vor den Nasen ist gleich der Breite eines
Rahmens B, dagegen ist die Entfernung der Endtheile
I von einander hinter den Nasen F geringer als die Breite des Rahmens.
Die Stangen gleiten auf dem Tisch der Maschine beim Bewegen des Balanciers hin
und her. Wenn nun einer der Schieber aus dem einen mit Rahmen B gefüllten Gitter C
einen Rahmen B erfaſst und nach der Presse zieht,
so legen sich die Endtheile I unter den untersten
Rahmen und verhindern denselben, herabzufallen. Wenn hierauf der Schieber wieder
zurückgeht, so gleiten die Stangen E unter die
aufgehäuften Rahmen, und wenn schlieſslich der Schieber so weit wieder
zurückgegangen ist, daſs die Nasen hinter dem untersten Rahmen liegen, so fällt
dieser in den Raum zwischen den Stangen E und kann
auf die beschriebene Weise auf die Presse gefördert werden.
Der Balancier zum Einlegen der Rahmen und Vertheilen der Fäden besteht aus zwei
Metallstangen K K. Er ist mit einem seiner beiden
Enden auf einer Welle L befestigt, welche in Lagern
auf den Säulen M ruht. Ungefähr in der Mitte seiner
Länge besitzt er die Traverse N, welche die beiden
Balancierstangen mit einander verbindet. Jedes Ende des Balanciers trägt einen
Zapfen, welcher in die Coulissen G an den Schiebern
eingreift und ihnen eine hin- Und hergehende Bewegung ertheilt. Die beiden
senkrechten Coulissen G G tragen ein Theillineal
O, welches die zu chinirenden Fäden führt und
gleichmäſsig vertheilt. Bei jeder einfachen Bewegung des Balanciers wird ein
Auszug der Garne oder auch Vorgespinnste auf die bereits auf der Preſsplatte
liegenden Rahmen vermittelst der Schieber und ein Rahmen auf den Preſstisch
befördert. Am Ende der Bewegung der Schieber E wird
der Tisch der Preſsplatte um die Stärke eines Rahmens nach abwärts bewegt, um
Platz für einen neuen Rahmen zu schaffen. Zu diesem Zwecke werden abwechselnd
die beiden Sperrklinken V V aus dem Sperrzahn
ausgehoben, wodurch der Preſstisch durch Vermittelung der Welle S, der Räder R und der
Zahnstangen Q infolge seines Eigengewichtes abwärts
geht; hierbei ist die Kupplung T ausgekuppelt.
Der Balancier empfängt seine Bewegung von einer Riemscheibe oder Kurbel. Ein auf
der schwingenden Welle L befestigter Hebel steht
durch eine Verbindungsstange mit der Kurbel auf der Antriebswelle in Verbindung
und ertheilt dem Balancier die erforderliche beschriebene Hin- und
Herbewegung.
Die Presse, deren Tisch zur Aufnahme der Preſsplatte P ausgeschnitten ist, ist in der Mitte der Maschine angeordnet. Die
bewegliche Preſsplatte P ist an zwei Zahnstangen
Q montirt, die ihre Bewegung mittels der
Zahnräder R R auf der Welle S empfangen. Die Welle S geht durch die
ganze Maschine hindurch. Sie besteht aus zwei Theilen, welche mit einander durch
die Kuppelung T vereinigt werden, wenn der
Kuppelungshebel T1
die beiden Kuppelungshälften vereinigt. Es kann dann die Preſsplatte von den
Riemscheiben W W1
aus oder mittels eines Handrades und der Schneckenübersetzung X X1 gehoben und
können dadurch die Rahmen B mit zwischenliegendem
Material zusammengedrückt werden. Am anderen Ende trägt die Welle das Sperrad
U, in welches die beiden Klinken V V1 greifen. Durch
die Vorrichtung U V V1 wird das Herabgehen der Preſsplatte mit dem zunehmenden Beladen
derselben mit Schutzrahmen erreicht.
Um ein abwechselndes Ausklinken der Sperrklinken V
V1 aus dem Sperrrad U zu erreichen, besitzt die eine der
Anschlagstangen I zwei Anschläge, welche zwischen
den beiden freien Klinkenenden hindurchgehen und diese bei ihrem Bewegen
abwechselnd aus dem Sperrrad U ausheben, wenn die
Schieber am Ende ihrer Hubbewegung angelangt sind. Statt der dargestellten
Preſsvorrichtung (Zahnräder R und Zahnstangen Q) kann auch jede beliebige andere
Preſsvorrichtung, eine Dampf- oder eine hydraulische Presse in Anwendung
gebracht werden. Wenn das Aufnahmegefäſs angefüllt ist, so befindet sich die
Preſsplatte in ihrer tiefsten Lage und der obere Theil des Packetes liegt mit
dem Maschinentisch in gleicher Ebene. Es wird dann eine zweite Platte auf dem
Tisch der Maschine befestigt, welche die Oeffnung in dem Tisch oberhalb der
Rahmen fest verschlieſst, und dann die Kuppelung T
eingerückt und mittels der Uebersetzung W W1
X X1 die
Preſsplatte P in die Höhe bewegt. Hierdurch wird
das Packet zusammengepreſst. Das Packet wird nun fest zusammengeschnürt, was
dadurch erfolgt, daſs zwei Deckel von Holz oder Metall, die mit Haken versehen
sind, über das Packet gelegt und mit einander verbunden werden, oder daſs das
Packet mit Schnüren, kleinen Ketten oder Drahtseilen zusammengezogen wird.
Das Packet ist jetzt fertig, um in das Farbbad eingelegt zu werden; was in der
erwähnten Weise geschieht. Nach dem Färben wird das Packet in Wasser oder Lauge
ausgewaschen und sodann aufgemacht, um die gefärbten Faserbänder entfernen und
trocknen zu können.
Statt des abwechselnden Uebereinanderlegens des zu färbenden Materials und der
Rahmen kann man das erstere auch um einen Rahmen wickeln und diese mit der Hand
in den Aufnahmeraum einlegen und darüber einen leeren Rahmen legen oder aber man
kann die umwickelten Rahmen auf der einen Seite, die nicht umwickelten auf der
anderen Seite der Maschine anordnen. Wenn man dann dem Balancier die hin- und
hergehende Bewegung ertheilt, so ergibt sich, daſs abwechselnd ein umwickelter
und ein nicht umwickelter Rahmen über einander gelegt werden.
Zu denjenigen Färbmaschinen, bei welchen das Material nicht nur in die Flotte
eingesenkt, sondern in derselben gleichzeitig noch bewegt wird, gehören in
erster Linie diejenigen, bei denen das Garn in Form von Strähnen über in einem
Rahmen geeignet angeordnete Träger gespannt und mit diesen einer Schwingbewegung
unterworfen wird. Die hierher zu rechnenden Einrichtungen haben in constructiver
Hinsicht eine vielseitige Ausbildung erfahren und sollen nur einige derselben
einer näheren Betrachtung unterzogen werden.
(Fortsetzung folgt.)
Tafeln