| Titel: | Bogen-Zu- und Abführung an Druckpressen. |
| Autor: | R. Knoke |
| Fundstelle: | Band 276, Jahrgang 1890, S. 484 |
| Download: | XML |
Bogen-Zu- und Abführung an
Druckpressen.
Patentklasse 15. Mit Abbildungen auf Tafel 26.
Bogen-Zu- und Abführung an Druckpressen.
Man ist bekanntlich seit langem bestrebt, die Zuführung der Bogen zur Druckpresse und
die Abführung der Bogen auf mechanischem Wege statt von Hand zu bewirken. Die
vorgeschlagenen Constructionen haben indeſs theilweise noch nicht vermocht allen
Ansprüchen zu genügen, so daſs fort und fort neue Constructionen auftauchen, welche
nicht nur constructive, sondern auch prinzipielle Neuerungen aufweisen. Diese
Bestrebungen wenden sich vorzugsweise der Bogenzuführung zu, und diese Aufgabe
bietet auch erheblich mehr Schwierigkeiten dar, als die Bogenabführung, denn bei
letzterer handelt es sich nur um die Transportirung eines einzelnen Bogens, während
bei der Bogenzuführung auſser dieser letzteren noch die Trennung des Bogens vom
Stoſse zu bewirken ist.
Diese Trennung des Bogens vom Stoſse bildet den Kern der Aufgabe der Bogenzuführung,
und die Mehrzahl der bekannten Anordnungen krankt daran, daſs dieses Abheben eines
einzelnen Bogens nicht mit genügender Sicherheit erfolgt. Zum Abheben selbst hat man
in der Hauptsache sich umlaufender Gummiwalzen, Gummibänder, hin und her bewegter
Gummifinger oder einer Saugevorrichtung bedient, und der Mitnahme weiterer Bogen
suchte man durch belastete Lineale, durch auf der hinteren Papierkante aufsitzende
dolchartige Messer u. dgl. zu begegnen, welche den obersten Bogen beim Abziehen fast
unmerklich durchschneiden und dann ein Mitgehen des darunter liegenden Bogens verhindern. Bei
Verwendung einer Saugevorrichtung bläst man wohl auch zum Abtrennen des obersten
Bogens von den darunter liegenden seitlich Luft ein (vgl. Hoyer, 1888 268 * 249).
Alle diese Wege haben aber das gemeinsam, daſs immer ein geschlossen geschichteter
Papierstoſs zur Verwendung kommt, was zwar bequem ist, aber immer die Gefahr der
Mitnahme weiterer Bogen in sich birgt. Dies vermeiden nun zwei in jüngster Zeit in
Vorschlag gebrachte Anordnungen dadurch, daſs sie Papierstöſse verwenden, in denen
die Bogen nicht alle gleichartig, sondern derart gelagert sind, daſs jeder Bogen
eine gegenüber dem vorhergehenden oder nachfolgenden Bogen veränderte Lage hat.
Dadurch ist ein Aneinanderhaften der Bogen an den Rändern unmöglich gemacht, und das
Abheben eines Bogens erfolgt sowohl dadurch als durch die zwischen den einzelnen
Bogen befindliche Luftschicht viel leichter und mit viel gröſserer Sicherheit.
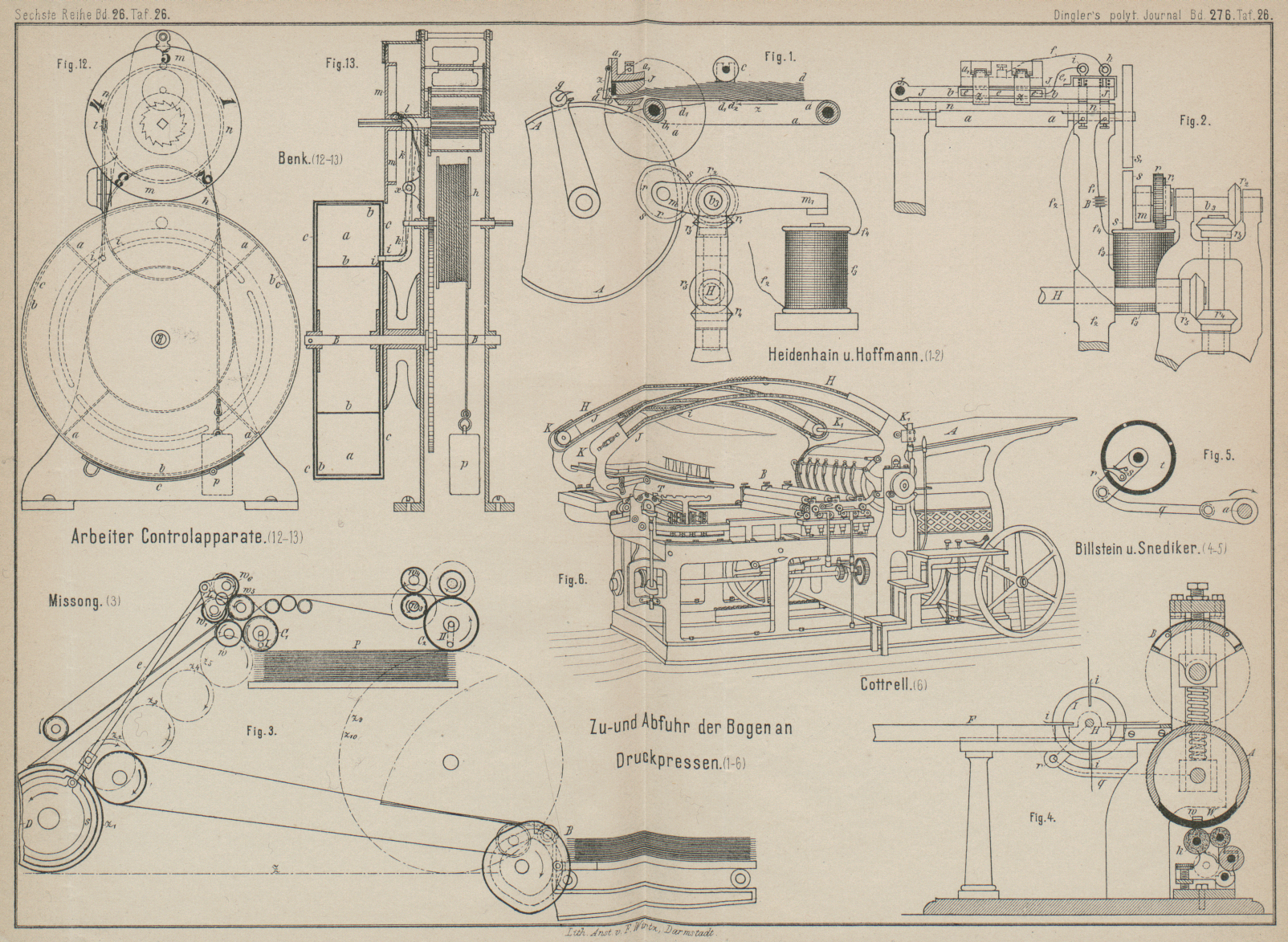
Als erste dieser Anordnungen sei diejenige von Wilh. Heidenhain und Herm.
Hoffmann in Berlin (* D. R. P. Nr. 50719 vom 10. Februar
1889) genannt, bei welcher Papier in ausgestrichenem Zustande, d.h. in
einem Zustande zur Verwendung gelangt, in welchem der Papierstoſs einen
treppenförmig aufsteigenden Körper bildet, wie ihn Fig. 1 Taf. 26 zeigt. Die
durch ein derartiges Ausstreichen entstehenden geringen Zwischenräume zwischen den
einzelnen Bogen werden zur Einzelentnahme der Bogen benutzt, und muſs man demgemäſs
das ausgestrichene Papierpacket stets entsprechend dem Abstande der einzelnen Bogen
von einander der Druckpresse bezieh. den Greifern des Druckcylinders nähern. Dies
geschieht nun durch ein unterbrochen bewegtes Transportband an auf welchem der Papierstoſs ruht, und welches von
der Maschine um die erwähnte Entfernung vorbewegt wird und dann wieder still steht.
Man bedarf aber noch eines zweiten Mechanismus, um die richtige Entnahme der
einzelnen Bogen und die Zuführung zur Druckpresse zu sichern, und zwar besteht diese
Vorrichtung in einer Preſswalze c, die durch Gewicht
oder Feder auf den ausgestrichenen Bogen ruht und den vordersten Bogen fest
hält.
Diese eben genannten drei Theile, der treppenförmig geschichtete Papierstoſs, das
Transportband und die Preſsvorrichtung, sind für diese Bogenzuführung
charakteristisch und würden zum Betriebe genügen. Dabei würde aber ein genaues
Arbeiten von einer möglichst gleichmäſsigen Ausstreichung der Papierbogen abhängig
sein. Um nun von dieser gleichmäſsigen Ausstreichung unabhängig zu sein, wenden Heidenhain und Hoffmann eine elektrische sich
selbsthätig auslösende Vorschubvorrichtung für das Transportband an. Dabei kann je
nach Bedarf die Preſsvorrichtung c beibehalten werden
oder nicht. Diese Anordnung ist in Fig. 1 und 2 Taf. 26 dargestellt, und
möge angenommen werden, daſs sich das ausgestrichene Papierpacket d in der Ruhelage befinde. Es liegt dann der vorderste
Bogen d1 gegen die
Contactklappe z an und hat dieselbe von dem
Gegencontact e abgehoben, der durch die Unterlagscheibe
b von dem Querträger J, der um Scharnier J1 drehbar ist, isolirt wird. Dieser Querträger J trägt das Winkelstück a1, welches ebenfalls
von J isolirt ist. Es steht nun a1 nebst Klappe z mittels Drahtes f (Fig. 2) Contactknöpfe h h1 und Drahtes f1 mit der Batterie B in Verbindung, andererseits steht das isolirte
Contactblech e mittels Drahtes e1, Contactknopfes i i1, Drahtes f2,
Elektromagnetdrahtes f3
und Drahtes f4
ebenfalls mit der Batterie B in Verbindung. Ist nun die
Klappe z durch das unterste Papierblatt d1 von e abgehoben, so ist der von der Batterie B erzeugte, den Umwickelungsdraht f3 des Elektromagneten
umkreisende Strom unterbrochen. Wird aber nun dieses Blatt vom Greifer g des Druckcylinders A
erfaſst und entfernt, so fällt die Klappe z auf das
Contactblech e und schlieſst den Batteriestrom. Es
tritt dann Folgendes ein:
Der Elektromagnet f3
zieht seinen, auf der Achse b3 lose drehbaren Anker m m1 an und damit wird die am anderen Ende des Ankers
sitzende Frictionsscheibe s gegen die Frictionsscheibe,
welche auf der Achse der vorderen Transportbandwalze b1 sitzt, gepreſst. Da der
Frictionsscheibe s aber eine constante Bewegung
ertheilt wird in Folge der Zahnradanordnung r r1 und der conischen Räder r2 r3
r4
r5, von denen letzteres
Rad auf der Hauptwelle H (Fig. 2) sitzt, so wird in
Folge dieser constanten Drehung der Frictionsscheibe s
dieselbe beim Anpressen die zugehörige Frictionsscheibe und damit die Walze b1 des Transportbandes
a in Umdrehung versetzen. Das Transportband a, welches das ausgestrichene Bogenpacket d trägt, wird in Bewegung versetzt und dieses Packet so
lange vorgeschoben, bis durch Anschlag des jetzt zu vorderst liegenden Papierbogens
d2 (da d1 fortgenommen ist)
die Klappe z wieder vom Contactblech e abgehoben wird. Der Anker m
m1 wird wieder freigegeben und das
Frictionsrad s ausgerückt.
Der vorderste Bogen steht also immer genau an der Stelle, an welcher er vom Greifer
erfaſst werden kann, gleichgültig, wie unregelmäſsig die Zwischenräume zwischen den
einzelnen Bogen sind.
Bemerkt sei noch, daſs das Papierbogenpacket d zu Folge
der Scharnieranordnung J1 frei zugänglich ist. Die Preſsvorrichtung c
ist natürlich je nach der Länge der verwendeten Bogen in der Bewegungsrichtung
derselben verstellbar; n ist eine Unterlage für den
vordersten Papierbogen, welche als Querstück über die ganze Breite der Maschine
reicht und ein Ausbiegen der Bogen nach unten verhindert.
Die zweite der eingangs genannten Bogenzuführungen von J. Missong
in Höchst a. M. (D. R. P. Nr. 51555 vom 1. Februar 1889) ist eine pneumatische Zuführvorrichtung, und ist bei dieser der Papierstoſs derart
geschichtet, daſs die vorderen und hinteren Ränder des ersten, dritten, fünften . .
. (2n + 1)ten Bogens
gegen die des zweiten, vierten, sechsten . . . (2n)ten Bogens um 5 bis 40mm verschoben sind. Die Entnahme der einzelnen Bogen von dem Papierstoſse behufs Zuführung
zur Druckpresse erfolgt dabei in der Weise, daſs zuerst der oberste Bogen an dem
vorspringenden Rande an eine Saug Vorrichtung angesaugt wird und der zweite Bogen
dabei mittels einer zweiten Sauge Vorrichtung am hinteren Rande so lange fest
gehalten wird, bis der oberste vollständig von demselben abgezogen ist, und daſs
dann der nächste Bogen am hinteren Rande abgezogen wird, während der darunter
liegende am vorderen Rande fest gehalten wird, u.s.w.
Da zwischen den Rändern des obersten und dritten Bogens, welche gegen den Rand des
dazwischen liegenden zweiten Bogens vorspringen, sich eine Luftschicht befindet, so
ist ein Aneinanderheften der Ränder kaum möglich und es erfolgt die Trennung sehr
leicht.
Die Fig. 3
zeigt diese Anlegevorrichtung an einer Schnellpresse, und ist der Papierstoſs mit
P bezeichnet, dessen Tisch in bekannter Weise
entsprechend der Bogenentnahme gehoben wird. Am vorderen und hinteren Ende dieses
Papierstoſses P liegen die mit Saugevorrichtung I, II
versehenen Cylinder C1
C2, von denen abwechselnd der eine sich dreht
und der andere still steht, und zwar läuft C1 im Sinne des Uhrzeigers, C2 im entgegengesetzten Sinne um. C1 erhält seinen
Antrieb von dem Druckcylinder D mittels der Zahnräder
z1 bis z5, und da D beim Rückgang des Typenfundaments (nach links) still
steht, so steht auch C1
still. C2 erhält seinen
Antrieb von der am Formenkarren (Typenfundament) befestigten Zahnstange Z mittels der Zahnräder z9, z10 und z11 während des Stillstandes von D und C1, also beim Rückgang des Formenkarrens, und zwar in
der Weise, daſs von den lose auf dem Zapfen oder einer Welle sitzenden Zahnräder z9 und z10 nur z9 in die Zahnstange
Z eingreift und dieses z10 mittels eines selbsthätig sich ein-
und ausschaltenden Sperrwerks bei der Drehung im Sinne des Uhrzeigers mitnimmt, bei
der entgegengesetzten Drehrichtung aber freigibt und mithin z10 und C2 still stehen. Dabei sind die
Umfangsgeschwindigkeiten der Saugcylinder der des Druckcylinders gleich.
Die Bogenentnahme erfolgt nun in der angedeuteten Weise, indem C1 einen Bogen ansaugt,
welcher dann zwischen die Walzen w w1 eingeführt wird, während welcher Zeit der darunter
liegende Bogen von C2
festgehalten wird. Kommt dann C1 zur Ruhe, so zieht C2 den nächsten Bogen am hinteren Rande
ab, und überliefert ihn den Walzen w3
w4, welche ihn auf das
Bändersystem weiter führen, wobei C1 den nächsten Bogen festgehalten hatte. Auf diese
Weise sind indeſs bei einem Hin- und Rückgang der Maschine zwei Bogen abgezogen
worden, während gleichzeitig nur ein Bogen bedruckt wird. Beim nächsten Hin- und
Hergang des Fundamentes findet daher keine Bogenentnahme statt und die
Saugvorrichtungen bleiben auſser Thätigkeit.
Um das richtige Vorschieben der Bogen zu sichern, sind die Walzen w1 und w6 in einem um den
Zapfen bei L schwingenden Rahmen L gelagert, der von einer Curvenscheibe s
mit Schubstange e derart bethätigt wird, daſs sich w w1 berühren, w5
w6 dagegen auſser
Berührung sind, und umgekehrt. Das Schichten der Bogen, wie oben beschrieben,
geschieht in der Weise, daſs dieselben beim Verlassen der Papierschneidmaschine, der
Satinirschnellpresse oder der Druckmaschine mittels des bekannten Bogenauslegers mit
Rechen auf einen Tisch gelegt werden, welcher beim ersten, dritten, fünften,
siebenten . . . (2 n + 1)ten Bogen gleiche Lage hat und beim zweiten, vierten, sechsten, achten . .
. (2 n)ten Bogen
ebenfalls gleiche jedoch gegen erstere um 5 bis 40mm veränderte Lage hat (vgl. die Anordnung B
in Fig. 3
rechts), oder in der Weise, daſs der vordere Bogenrand gegen einen auf dem Rechen
verschiebbaren Anschlag mit entsprechender Stellung stöſst, der Auslegetisch aber
fest liegt. Da bei Satinirschnellpressen das Auslegen der satinirten Bogen fast
allgemein von Hand erfolgt, so kann bei diesen das Schichten der Bogen in der
angegebenen Weise auch von Hand erfolgen.
Anschlieſsend an diese Bogenzuführungen sei noch einer Papierzuführung einer
Rotationsdruckpresse von N. Billstein und J. F. Snediker in
Philadelphia gedacht (* D. R. P. Nr. 51120 vom 5. Juli 1889), welche ebenfalls
bemerkenswerthe Neuerungen zeigt. Die Maschine ist nicht zum Bedrucken von Bogen
eines Papierstoſses, sondern zum Bedrucken von Karten, Briefumschlägen und von
ähnlichen kleineren Drucksachen, sogen. Accidenzen, bei denen meist schnelle
Herstellung verlangt wird, bestimmt.
Die Maschine ist, wie Fig. 4 zeigt, eine Rotationspresse, und ist der Satzcylinder mit A und der Druckcylinder mit B bezeichnet. Letzterer ist sectorförmig gestaltet, um Raum für die
Anlegevorrichtung zu schaffen. Der Satzcylinder enthält dabei die Stereotypplatten
in radialer Richtung frei beweglich zwischen Vorsprüngen und eingestellten Knaggen
w, und dient diese Einrichtung dazu, die
Stereotypplatten W in ihrer unteren Lage (Fig. 4) mit der
Farbwalze k in Berührung zu bringen, während sie in der
oberen (Druck-)Lage etwas in den Cylinder A
zurückgetreten ist. Die Erfahrung hat ergeben, daſs das Gewicht der Schriftplatte
W einen hinreichenden Druck gegen die Färbwalze
ausübt, um sie vollständig mit Farbe zu versehen.
Die Anlegevorrichtung besteht aus einer Welle H mit (am
besten drei) Scheiben I, an denen als Greifer oder
Aufnehmer wirkende Radialarme i sitzen. Diese Welle
erhält mittels einer Kurbel der Satzcylinderwelle a,
einer Schaltvorrichtung q r s und eines gekerbten Rades
t ruckweise eine Vierteldrehung, wie aus Fig. 5 leicht
ersichtlich, so daſs bei jeder Umdrehung der Druckcylinder A
B eine der in die Arme i eingeschobenen und
von i dargebotenen Karten von den Cylindern erfaſst und
bedruckt wird. Der mit Schlitzen zum Durchtreten der Arme i Ersehene Anlegetisch F enthält zur
leichteren Anlage der Karten u. dgl. noch seitliche verstellbare
Führungsschienen.
Ferner sei hier noch der Anlege Vorrichtung von Th. R. Johnston in
London gedacht (* D. R. P. Nr. 50509 vom 10. Mai 1880), bei welcher der Bogen
von Fingern aus Walzenmasse abgehoben und dann hin und her bewegten Greifern
übergeben wird, die ihn dem Druckcylinder zuführen.
Weniger zahlreich sind, wie erwähnt, die Vorrichtungen zum Auslegen der bedruckten
Bogen, hauptsächlich wohl deshalb, weil hier den praktischen Bedürfnissen in
genügender Weise entsprochen ist. Auſser der weiterhin besprochenen Anordnung sei
hier noch auf die Constructionen der Firmen Faber und
Schleicher in Offenbach a. M. (D. R. P. Nr. 39800), Höhle und Spranger in München (D. R. P. Nr. 45990) und H. Jullien in Brüssel (D. R. P. Nr. 38819 und 43341)
hingewiesen. Auch die Tiegeldruckpressen werden neuerdings mehr und mehr mit
selbsthätigen Auslegevorrichtungen versehen.
Unter den Selbstauslegern für Schnellpressen ist wohl die Construction der Firma C. B. Cottrell und Sons in New York die
interessanteste.
Die Amerikaner sind ja überhaupt unermüdlich thätig im Ersinnen neuerer Werkzeuge und
Maschinen, eines Theils zu Folge ihrer natürlichen Begabung, andererseits zu Folge
der socialen Verhältnisse, indem der Amerikaner der theuereren Arbeitskräfte halber
mehr auf einen Ersatz der Menschenkraft durch Maschinenkraft bedacht sein muſs. Auch
im Druckereimaschinenbau macht sich ein derartiger Einfluſs auf unsere Industrie
bemerkbar, und sind ja bekanntlich eine Anzahl der heute in unseren Druckereien
allgemein benutzten Mechanismen amerikanischen Ursprunges, so der rechenartige
Selbstausleger, der Trichterfalzapparat, u.a. Auch der vorliegende Selbstausleger
gehört zu denjenigen Constructionen, bei denen vom gewöhnlichen Wege abgewichen
ist.
Völlig eigenthümlich ist indeſs diese Art der Bogenauslegung der genannten Firma
nicht, da Kettenausleger schon Anfang der 80er Jahre von Newsum, Wood und Dyson in Leeds gebaut worden sind.
Die Zweckmäſsigkeit dieser Bogenabführung wird ferner durch den Umstand dargethan,
daſs auch andere amerikanische Maschinenfabriken derartige Bogenausleger bauen.
Der Cottrell'sche Ausleger ist nicht wie bei Newsum unter dem Anlegetisch A, sondern wie Fig. 6 zeigt, über dem
Farbwerk mit Tischfärbung angeordnet (Papierzeitung).
Er besteht aus zwei neben einander herlaufenden endlosen Ketten H, welche von gebogenen Rahmen J gehalten und geführt werden. Letztere sind an ihren beiden Enden durch
Kappen K und K1 mit einander verbunden. In K sind zwei Kettenrollen auf Leitzapfen, in K1 solche auf einer Welle gelagert. Die
beiden Ketten H tragen an zwei, um die Hälfte der
ganzen Kettenlänge von einander entfernten Stellen je eine nicht drehbare Stange i, an welcher Doppelgreifer sitzen. Sobald der
Druckcylinder sich in seine Anfangsstellung gedreht hat, und seine nunmehr oben
befindlichen Greifer zu öffnen beginnt, ist auch schon eine der Greiferstangen zur
Stelle, um die frei werdende Vorderkante des bedruckten Bogens zu übernehmen und im
Fortschreiten den Druckbogen vom Cylinder völlig abzuziehen. Nach diesem Erfassen
der Bogen bewegen sich die Ketten so schnell, daſs der Bogen über dem Farbewerk B hinwegfliegt, ohne dasselbe zu berühren. Während
dieses Abziehens bleibt der Druckcylinder in Ruhe, bis der Bogen völlig abgezogen
ist, worauf ein neuer Bogen angelegt wird. Jede Greiferwelle des Auslegers befördert
ihren Druckbogen bis zum Tisch T, so daſs sich hier ein
regelrechtes Packet bildet, in welchem die frisch bedruckte Seite jedes Bogens nach
oben gerichtet ist, so daſs man den Druck bequem prüfen kann (vgl. * D. R. P. Nr.
33571).
Vortheilhaft bei dieser Auslegemethode erscheint, daſs die frisch bedruckte Seite des
Papiers nicht wie bei den alten Constructionen mit Walzen, Bändern oder
Auslegestäben u. dgl. in Berührung kommt, also auch nicht dadurch verschmiert werden
kann; bei beschränkten Raumverhältnissen wird es auch als Vorzug dieser Abführung
empfunden werden, daſs die damit versehene Maschine erheblich kürzer gebaut werden
kann. Endlich ist es angenehm, daſs der Raum unter dem Anlegetisch frei bleibt, die
Form also auch von hier aus zugänglich wird. Ferner hat man beim Wechsel der
Papierbogen nicht mehr nothig, Bänder oder Auslegestäbe seitlich zu verstellen.
Andererseits ist indeſs nicht zu verkennen, daſs schlecht erfaſste Bogen dem Farbwerk
gefährlich werden können, falls man nicht eine Schutzdecke über dem Farbwerk
anbringt, welche das Herabfallen von Papier verhütet.
Als eine Schutzdecke könnte beispielsweise ein ausgespanntes, aufwickelbares Tuch
dienen. Allerdings würde das die Zugänglichkeit des Farbwerks und die Beleuchtung
desselben empfindlich beeinträchtigen.
Während man bei Anwendung der gewöhnlichen Ausleger ein Kreismesser gegen die groſse
Bandtrommel stellen und so hier die Bogen längs schneiden konnte, ist man bei der
Cottrell'schen Auslegerart, wo eben jene Trommel
wegfällt, gezwungen, gleich auf dem Druckcylinder zu schneiden. Der betreffende
Apparat befindet sich unterhalb des Anlegetisches A
derart, daſs er den Doppelbogen theilt, ehe derselbe von den Greifern des Auslegers
gefaſst wird. Das rotirende Kreismesser darf natürlich nur so nahe an den
Druckcylinder C hinanreichen, daſs es den Ueberzug
gerade berührt, nicht aber in diesen einschneiden kann. Dem Kreismesser gegenüber
sitzt ferner an einer festen Stange eine feststehende Schneideplatte, d.h. ein
dünner Stahlstreifen, welcher flach unter den Vorderrand des Papierbogens geschoben
werden kann und einen schmalen Längsschlitz besitzt, in welchen die Schneide des
Kreismessers hineinreicht. In Verbindung mit einer Kante dieses Schlitzes schneidet
die Messerscheibe nach Art einer Schere. Die Schneideplatte liegt dicht am Cylinder,
und wenn dieser sich dreht, tritt der untere Rand dieser Platte in den Raum zwischen
Cylinder und Bogen ein und hebt letzteren sehr wenig von dem Cylinder ab, aber
hinlänglich, um das Papier gegen die Schneide der Messerscheide zu halten.
Wenn der scharfe Rand der Schneideplatte einmal unter den Papierrand eingeführt
worden ist, bleibt er dort, bis der ganze Bogen in zwei Theile geschnitten ist.
Damit aber die Platte jedesmal sicher unter das Papier greife, muſs der Rand
desselben an der betreffenden Stelle etwas von dem Ueberzug abgehoben sein. Dies
geschieht, indem man an der betreffenden Stelle kleine Stücke, etwa von Guttapercha,
auf den Ueberzug heftet, oder indem man den an der betreffenden Stelle befindlichen
Greifer zum Halten des Ueberzuges mit einem kleinen Vorsprung versieht, der den
Bogen dort etwas vom Ueberzug abhebt (vgl. * D. R. P. Nr. 32537).
C. B. Cottrell hat sich übrigens vor Jahren schon durch
eigenartige, zuweilen recht abenteuerliche Schnellpressenconstructionen bemerkbar
gemacht, so z.B. durch seine Luftpuffer-Buchdruckpresse. Bei Anwendung des
Mangelrechens zur Bewegung des Fundaments beseitigte er die an den Kehrpunkten gern
auftretenden Stöſse dadurch, daſs er an jedem Ende des Fundaments einen Cylinder
befestigte, der mit einem gegenüberstehenden Stulp-Kolben des Gestells Luft fing, so
daſs diese durch ihre Elasticität den Stoſs milderte. Da aber für verschieden groſse
Geschwindigkeit der Maschine auch der Grad der Compression der Luft geregelt werden
muſste, so scheute sich Cottrell nicht, auch noch einen
Centrifugalregulator an der Maschine anzubringen, welcher die Aufgabe hatte, mittels
eines Schiebers immer den Compressionsgrad selbsthätig einzustellen.
Zum Schlusse sei noch mit erwähnt, daſs man neuerdings auch die Arbeit des
selbsthätigen Rechenauslegers zu vervollkommnen bestrebt ist. Die fertig bedruckten
Bogen werden von demselben bekanntlich auf den Ablegetisch niedergelegt, bilden aber
hier keinen ordnungsmäſsig geschichteten Stoſs, sondern müssen noch zur Erzielung
eines solchen gerade gelegt werden. Man wendet deshalb selbsthätige Bogengerad-leger
auf dem Ablegetisch an, welche aus in Schlitzen des Tisches beweglichen Schiebern
bestehen, und welche beim Gang der Maschine jeden abgelegten Bogen auf dieselbe
Stelle wie den vorhergehenden schieben, so daſs ein geordneter Papierstoſs gebildet
wird, der ohne weitere Arbeit fortgenommen werden kann. Derartige Bogengeradleger
werden von Max Preusse in Berlin (* D. R. P. Nr. 45819
und 47566) und von Hermann Baumgart in Dresden (* D. R.
P. 49977) gebaut,
R. Knoke.
Tafeln