| Titel: | Fortschritte in der Thonindustrie. |
| Fundstelle: | Band 276, Jahrgang 1890, S. 578 |
| Download: | XML |
Fortschritte in der Thonindustrie.
(Fortsetzung des Berichtes * S. 367 d.
Bd.)
Mit Abbildungen auf Tafel
30.
Fortschritte in der Thonindustrie.
Wetterfeste Verblendsteine und Form zur Herstellung
derselben von F. J. Stiel in Cöln (D. R. P. Kl. 80
Nr. 50621 vom 29. November 1888). Auſser den auſsen emaillirten
Verblendsteinen von ¼ und ½ Ziegelsteingröſse sind in der Patentschrift noch
emaillirte Bekleidungsplatten, sowie deren Darstellung angeführt. Die Ziegelsteine
werden in der üblichen Weise geformt und gebrannt; zum Auftragen der Emaille bedient
sich Erfinder einer von ihm construirten Vorrichtung aus feuerfestem Materiale,
bestehend aus einer Platte und vier Leisten, von denen drei um Bolzen beweglich
sind, die insgesammt einen rechteckigen Hohlraum von der Gröſse der zu emaillirenden
Fläche einschlieſsen. Die so gebildete Form wird erhitzt, mit flüssiger Emaille
beschickt und endlich der auf Rothglut erhitzte Ziegel in dieselbe eingetaucht. Nach
erfolgter Abkühlung wird der Stein aus der Form gehoben. Die Emaille bedeckt dann
nicht nur die Vorder-, sondern auch die Seitenfläche auf 1 bis 2cm. Die Bekleidungsplatten sind mit
schwalbenschwanzförmigen Nuthen versehen, bezüglich deren Herstellung wir auf die
Patentschrift verweisen.
Mr. Edgar Ryan bringt in The
Michigan Engineers Annual eine Anzahl Notizen über das Ziegelpflaster, bezieh. über Versuche betreffs dessen Brauchbarkeit
und Herstellung. In Nashville, Tenn., verwendet man bituminirte Pflasterziegel; es
sind dies gewöhnliche Steine von mittlerer Härte, die unter Erhitzung mit flüssigem
Pech von der Steinkohlentheerdestillation gesättigt sind. Diese Steine wurden vor 4
Jahren auf eine gute Unterlage von Macadam gelegt, und zwar hochkantig auf ein Bett
von 1,5 Zoll Sand, und schlieſslich fest gerammt. Sie sind stark befahren worden und
zeigen keine, oder sehr geringe Abnutzung. Die Kosten betrugen für das Steinmaterial
und seine Verlegung auf der fertigen Unterlage 1,80 Doll. für 1 Quadrat-Yard
(annähernd 9,5 M. für 1qm). Das durch ein Patent
geschützte System der Pflasterung ist folgendes: Ueber die geebnete Oberfläche der
Straſse kommt eine Schicht von 3 bis 4 Zoll Sand, dem mit einer Schablone, welche
darüber gezogen wird, eine gleichmäſsige Oberfläche ertheilt wird. Hierauf kommt
eine Lage Bretter, welche mit Gastheer getränkt sind, und auf diese eine Schicht von
1,5 Zoll Sand, die, wie oben, mit der Schablone ausgeglichen wird, darauf endlich
die Ziegel hochkantig im Zickzack oder Fischgräten verband, worauf man die
Oberfläche mit Sand bedeckt, und letzteren in die Fugen einbringt.
Es sind 3 Methoden der Ziegelpflasterung gebräuchlich:
1) Die oben beschriebene mit Brettunterlage.
2) Eine doppelte Ziegellage, wovon die eine flach, die andere hochkantig gelegt wird
mit der erforderlichen Sandfüllung. Diese Methode ist in Bloomington und anderen
Städten von Illinois zur Anwendung gebracht.
3) Pflasterung auf Steinschlag oder Concret, wie sie jetzt in vielen Städten
ausgeführt wird.
Die Methode mit Brettunterlage ist die billigste und beste. Selbstverständlich
verlangt sie ein gutes Pflaster, auch gute und widerstandsfähige Ziegel. Da die
Anwendung guter Ziegel die Grundlage der neuen Technik bildet, so findet das
Ziegelpflaster beim Publikum Würdigung und Beifall. Die zur
Pflasterziegelfabrikation dienenden Thone müssen in trockenem Zustande zu einem
unfühlbar feinen Pulver zerrieben werden. Hat man Thon von gewünschter
Zusammensetzung, aber naſs und grob, so calcinire man ihn, und mahle ihn dann. Diese
feine Mahlung ist eine nothwendige Bedingung für die gleichförmige Verglasung der
Masse zu einem harten und widerstandsfähigen Steine.
Die für Siemens-Martin-Oefen hauptsächlich Verwendung
findenden Lowood Ganister Bricks der Firma Grayson, Lowood und Co. haben nach G. J. Snelus folgende Zusammensetzung:
SiO2
95,40
Proc.
Al2O3
3,10
„
Fe2O3
–
„
CaO
1,68
„
MgO
–
„
Der Kalk ist zur Bindung hinzugefügt. Die Steine sollen den Vorzug haben, sich bei
hohen Temperaturen nicht auszudehnen.
Prof. Jacobsthal-Charlottenburg hielt im Verein zur Beförderung des Gewerbfleiſses einen
anregenden Vortrag über einige Arten orientalischer
Mosaikarbeiten. Redner knüpfte an diejenigen Arten an, bei welchen dem
einzelnen Element eine bestimmte, das Muster beeinflussende Gestalt zukommt. Je
gröſser und selbständiger der einzelne Theil wird, wie es bei Bekleidung der Wände
mit quadratischen Fliesen der Fall ist, desto mehr beeinfluſst die Fuge die
Composition, indem sie die Fläche zerschneidet, anstatt die Einzelform zu einem
Ganzen zu verbinden. Der Ornamentik ist in Malerei und Flachrelief die Aufgabe
zugefallen, den störenden Einfluſs der Fuge möglichst zu verwischen und unschädlich
zu machen. Die Uebelstände der rechtwinkelig sich kreuzenden Fugen sind in vielen
Kunstepochen erkannt und vermieden worden durch Herstellung verschieden geformter
Theile, welche das Ganze zusammensetzen. Das Schneiden von Thonmosaiken, die
richtige Zusammenstellung und Verlegung derselben war eine Kunst, die in Spanien
z.B. nur von geübten Meistern ausgeübt werden durfte. Den Höhepunkt dieser Technik
bilden diejenigen Thonmosaiken, welche in Persien, Kleinasien, Indien das Aeuſsere
wie den Innenraum von Moscheen und Mausoleen schmücken, deren mühevoll gearbeitete
Einzeltheile in ihrer Zusammenstellung den Eindruck hervorbringen, als sei die ganze
groſse Fläche ein einziges emaillirtes Werk. Redner schlieſst seinen Vortrag mit dem
Wunsche, man möge in unserer Architectur den figurirten Fliesen an Stelle der
quadratischen mehr Raum geben; die Fabrikanten würden sich den neuen Anforderungen
fügen. Auch wäre etwas mehr Färbung im Mauerwerke erwünscht, die man durch Einlegen
emaillirter Thonplatten erreichen könnte. Als Ersatz der glasirten Thonmosaiken sei
auf farbige, opake Glassorten hinzuweisen, die in neuerer Zeit auch wetterbeständig
hergestellt werden können. Ob sich nach dem Vorbilde der persischen, geschnittenen
Mosaiken in unserem Klima wetterbeständige Gebilde beschaffen lassen, bleibt
zweifelhaft, immerhin könnten sie als bevorzugter ornamentaler Schmuck im Inneren
Verwendung finden (Sprechsaal, 1889 S. 457).
Technisches über altindische Fliesen. Untersuchungen von
Dr. Canter. Kleine Notiz (Sprechsaal, 1889 S. 164).
Auf Steingutwandfliesen französischer Herkunft sieht man
oft ein dick aufgetragenes, mehr oder weniger rosenrothes, aber meist haarrissiges
Email, dessen Herstellung nach folgender Notiz im
Sprechsaal, 1889 S. 597, gelingen soll:
Man mischt und schmilzt zuerst den Fluſs aus
reinstem Quarzsand
100
Gew.-Th.
eisenfreien Mennigen
200
„
einem borsauren Kalk
5
„
Diese Schmelze schreckt man mit Wasser ab, reibt dieselbe fein
und mischt 100 Gew.-Th. Fluſs mit 10, 20, 30 oder mehr Rubinglas, mit Gold
bereitet.
Dortmunder Mosaik. R. Leistner, Architect in Dortmund,
stellt in einem fabrikmäſsig eingerichteten Betriebe Thonmosaiken her, die im Muster
mit den römischen Glasmosaiken übereinstimmen. Die Thonwürfel sind glashart und in
der Masse gefärbt, weshalb sie sich besonders für Fuſsböden eignen. Die Farbenscala
beträgt mehr als 600 Nummern.
Die glasirten Töpferwaaren aus der Provinz Sindh in
Indien werden im Sprechsaal, 1889 S. 183, besprochen.
Die Gefäſse sind gelb, grün, hell braunroth gefärbt, die Glasur ist ein Bleisilicat
mit Eisenocker oder Kupferasche als Farbzusatz.
Die Pariser Universalausstellung gab Gelegenheit zur Besichtigung der jetzt
insbesondere in Limoges verwendeten und von P. Faure
construirten Maschinen, mit Hilfe deren die Porzellanmassen
verarbeitet und geformt werden. Die in Wasser vertheilte und gut
durchgemischte Porzellanmasse wird mit Hilfe von Filterpressen vom überschüssigen Wasser befreit. Die Pumpe ist (wie
gewöhnlich) mit einer elastischen Membran versehen, welche das Eindringen der
Porzellanmasse in den Stiefelraum verhindert. Sie besitzt 2 Kolben, der kleinere in
dem anderen wirkend, wird dann in Thätigkeit versetzt, wenn es sich um Erzielung
eines höheren Druckes handelt. Die Filterpresse selbst unterscheidet sich nicht
wesentlich von anderen Pressen dieser Art. Der Druck kann auf 9 bis 10k/qc gesteigert
werden; innerhalb einer Stunde liefert diese Maschine über 200k Porzellanerde, genügend trocken, um sofort
weiter verarbeitet zu werden. Man bringt sie auf den Tisch einer Kollergang
ähnlichen Maschine, die zum Durcharbeiten der Masse dient. Zwei conische und mit
Rinnen versehene Rollsteine laufen längs der ebenfalls conischen Bodenfläche.
Unterhalb der Achse dieser Läufer ist senkrecht zu dieser ein Querbalken angebracht,
der Führungsrollen trägt, deren Abstand nach Bedarf vergröſsert oder verkleinert
werden kann. Die plastische Masse wird durch eine der Rollen nach auswärts, durch
die andere einwärts gedrückt, während die Klemmstücke die Lage derselben auf dem
Tische bestimmen. Diese Maschine beansprucht 4 oder 5 und liefert täglich
10 bis 15t gut durchgearbeitete Porzellanmasse.
Nach gründlichem Durcharbeiten der Masse wird diese in Stücke geschnitten, deren
Gröſse durch die der zu fertigenden Waare bestimmt wird, und kommt darauf in die
später zu beschreibende Maschine zur Herstellung der scheibenförmigen Pasten. Die so
vorbereiteten Scheiben werden auf die Gypsform der die eigentliche Töpferarbeit
verrichtenden Maschine gebracht. Hier wird dem Teller seine Form gegeben, und zwar
auf einer Drehscheibe, welche die Gypsform trägt und von unten angetrieben wird. Das
Andrücken der Thonscheibe an das Gypsmodell und gleichzeitig die Bildung des
Tellerbodens wird während der Rotation des ersteren durch eine von oben
herabgedrückte Formplatte bewirkt. Sobald der Teller seine Form erhalten, wird er
sammt der Gypsform abgehoben und zu seiner Vollendung auf die Scheibe der Maschine
gesetzt. Der wichtigste Theil dieser Maschine ist eine Schablone, deren Profil der
Form des Tellerbodens angepaſst, die überflüssige Porzellanmasse hinwegnimmt. Die
Schablone ist nach verschiedenen Richtungen hin verschiebbar, so daſs man im Stande
ist, derselben beliebige Stellung zu geben. Diese beiden Maschinen erzeugen 600
Stück Teller in einem Tage.
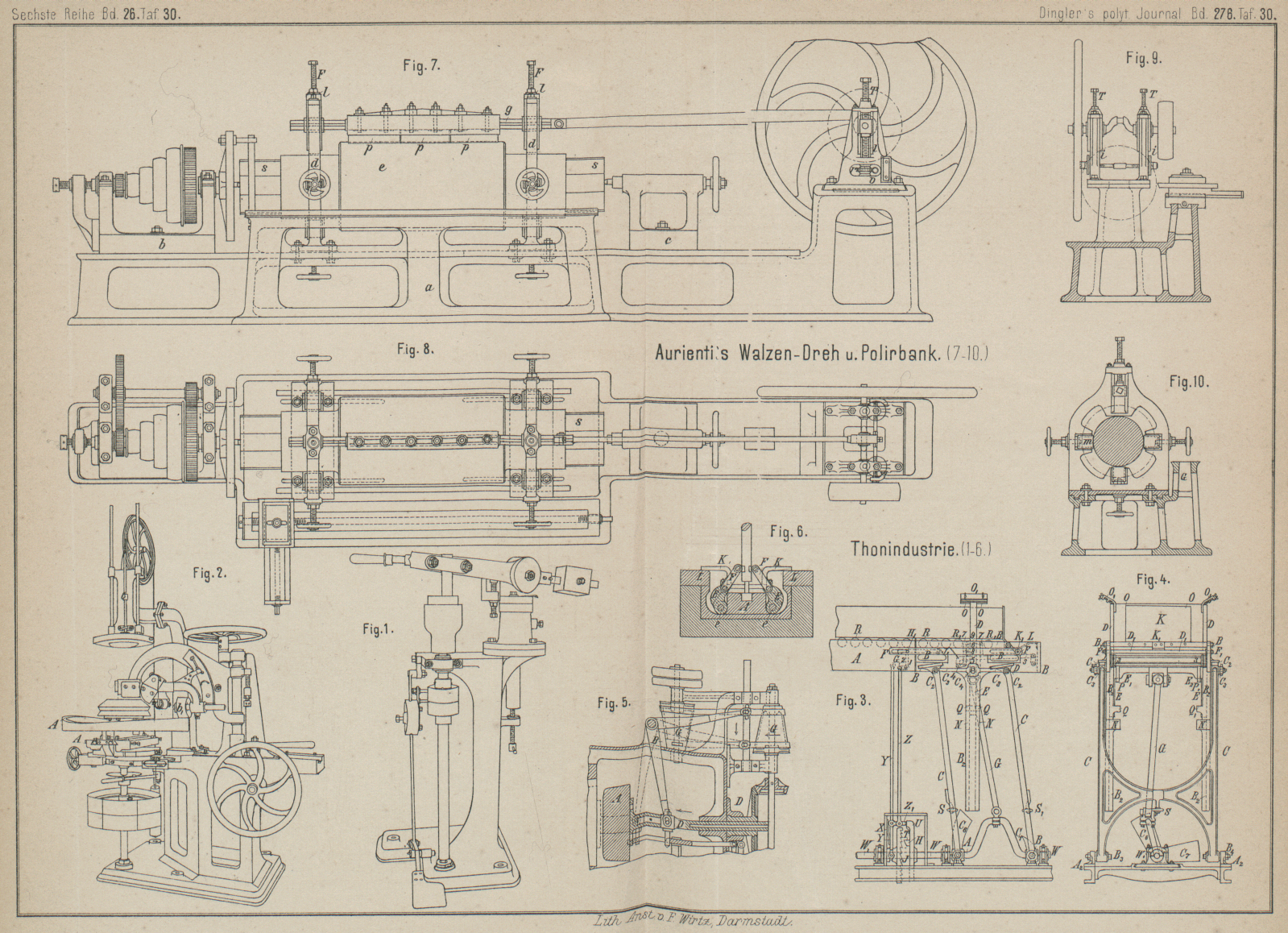
In Fig. 1 Taf.
30 ist eine Maschine zur Herstellung von Schalen dargestellt. Die senkrechte Achse
trägt oben die Gypsform, darunter eine doppelte Riemenscheibe; die Führung des
Riemens wird durch Auftreten auf ein Pedal bewirkt. Das Schablonenmesser ist an
einem mit Gegengewicht versehenen Hebel befestigt. Letzterer trägt eine Handhabe.
Eine Scheibe aus plastischer Porzellanmasse wird in das Innere der Hohlform
gebracht, und an die Wände derselben angedrückt; man senkt den Hebel, bringt dadurch
das Messer in seine richtige Lage und versetzt die Form in Rotation. Die
überschüssige Thonmasse wird weggeschnitten, und so die Formgebung vollendet.
Zur Aenderung der Geschwindigkeit hat bei den Töpferscheiben auch die bekannte
Reibungsscheibe mit verstellbarer Gegenscheibe Verwendung gefunden.
Um ovale Schüsseln herzustellen, sind gegenwärtig viele Maschinen der in Fig. 2
abgebildeten Art in Gebrauch. Der Träger der Gypsform ist auf Schlitten
verschiebbar, so daſs er nach allen Richtungen der wagerechten Ebene frei beweglich
bleibt, was für die Erzielung ovaler Formen nothwendig ist. Die Bewegung des Trägers
kann der Form der Gypsmodelle angepaſst werden, man erzielt dadurch die
verschiedensten Gestalten von Schüsseln. Um die Dicke der Schüsseln an verschiedenen
Stellen verschieden stark zu machen, ist der zum Tragen der Schablone dienende und
um Angeln drehbare, gebogene Hebelarm mit einer zweckmäſsigen Einrichtung versehen;
er trägt die Rolle b, die längs eines am Träger A befestigten geschweiften Reifes a fortläuft. Durch Abwärtsgleiten der Rolle wird
bewirkt, daſs sich Hebel und Schnittmesser senken; an der betreffenden Stelle wird
natürlich die Wandstärke der Schüssel verringert. Eine solche Maschine fertigt im
Tage 100 Schüsseln von mittlerer Gröſse.
Schlieſslich möge noch eine zur Herstellung der Roh-Scheiben aus Porzellanmasse
bestimmte Maschine Erwähnung finden. Ein Stück Porzellanmasse von der erforderlichen
Gröſse wird auf den rotirenden Tisch der Maschine gebracht, und der darüber
befindliche Block niedergedrückt. Die Masse breitet sich aus und nimmt die Form
einer Scheibe von der gewünschten Stärke an; sie ist dann vorbereitet für die
Verarbeitung auf Teller, Becher, Schüsseln u.s.w. (Engineering, 1890 S. 56. 82. 83. 142. 194).
Selbsthätiger Abschneideapparat für Thonstränge von H. Polter und E. Assmann in
Thorgau (D. R. P. Kl. 80 Nr. 47656
vom 12. Oktober 1888). Der neue Apparat unterscheidet sich von den
älteren Constructionen im Wesentlichen dadurch, daſs die Fortbewegung des Wagens,
sowie die Operation des Schneidens und das Abheben des abgeschnittenen Stückes
selbsthätig von der Transmissionswelle aus erfolgt. Die Fortbewegung des Wagens wird
nicht ganz und gar der Schubkraft des Thonstranges überlassen, sondern diese durch
eine zwangläufige Bewegung des Wagens entlastet, wodurch das die Formen stark beeinträchtigende
Stauchen nach Möglichkeit vermieden wird.
In Fig. 3 und
4 Taf. 30
geben wir eine Seiten- und Vorderansicht der Maschine bei Hochstellung des
Abschneiders wieder; der Patentschrift ist auch die Seiten- und Vorderansicht bei
Tiefstellung des Abschneiders eingefügt.
Der Thonstrangtisch ist in der gewöhnlichen Weise construirt, er besteht also aus dem
die Walzen R R1
tragenden Rahmen 4 und dem beweglichen Wagen B. Die
Bewegung erfolgt durch das um die Punkte A1
A2 und B3 und B4 oscillirende
Parallelogrammsystem C C, auf welchem der Wagen B mit den seitlichen Füſsen B1
B1 aufliegt. Durch
dieses System erhält der Wagen seine wagerechte Bewegung. Die wagerechte Bewegung
unter Ausschluſs jeglicher senkrechten Verschiebung wird durch die Krümmung der
Pfannen C2
C2 bewirkt, welche
Theile eines um A1
A2 und B3
B4 beschriebenen
Kreises bilden. Auch das Gleiten der Pfannen ist durch eine zweckmäſsige Vorrichtung
vermieden.
Die Hin- und Herbewegung der Rahmen C C erfolgt durch
die auf der Welle angebrachten zur Aequatorialebene der Welle schräg gestellten
Flügel C6
C7, indem dieselben
abwechselnd gegen die eine oder die andere der vom Rahmen getragenen Rollen streifen
und so in Folge ihrer Versetzung zu einander denselben einmal nach rechts, das
andere Mal nach links schieben. Man hat diese Flügel als Theile eines rechts- und
linksgängigen Schneckengetriebes zu betrachten, und sie werden vom Erfinder
Schneckenflügel genannt.
Die gekröpfte Welle W selbst, an welcher die
Schneckenflügel sitzen, wird selbsthätig in Drehung versetzt, wodurch einerseits der
Thonabschneider abwärts bewegt, andererseits der Wagen B in wagerechter Richtung weitergeführt wird. Der continuirlich
austretende Thonstrang wird von den Walzen R und später
R1 getragen, und
stöſst schlieſslich gegen die Platte K. Der Bewegung
des Wagens B gleichgerichtet ist die des Hakens I; dieser greift hinter den Winkelhebel 1, 2, der untere Schenkel hebt sich und mit ihm die
Stange Z. Die letztere endet unterhalb in einem Klotz
Z1, welcher sich
auf der einen Seite gegen die am Rahmen A aufgehängte,
und unten durch die Feder X nach rechts gedrückte
Stange Y stützt, auf der anderen Seite in seiner
Tiefstellung gegen den Knaggen U der Kuppelungsscheibe
H anliegt. Diese ist mit zahnartigen Ansätzen T versehen, welche in die Zähne J der Kuppelungsmuffe eingreifen; diese greift, sobald Z nach oben ausweicht, in die Kuppelungsscheibe ein,
wodurch die Welle W in Drehung versetzt wird.
Durch eine Pleuelstange G mit Universalgelenk ist die
Kurbel mit der Abschneide Vorrichtung verbunden. D ist
der Abschneiderahmen, welcher die Spannungsvorrichtung O1 und die Drähte O trägt. Um nach vollendetem Schnitte den Oberrahmen D vom
unteren Rahmen E zu entkuppeln, sind zweckentsprechende
Vorrichtungen angebracht, ebenso um das Auftreten rauher Schnittkanten, sogen.
Mäusezähne, zu verhindern.
Die Maschine wirkt in folgender Weise: Der Thonstrang tritt continuirlich aus dem
Mundstücke der Ziegelpresse, gelangt zunächst auf das feststehende, mit den Walzen
R besetzte Rahmenstück A und von hier auf den mit Walzen R R1 versehenen beweglichen Rahmen B. Ist der Thonstrang bis an die aufrecht stehende
Klappe K gelangt, die durch den verschiebbaren
Querbalken D von den Seitenschienen F F1 getragen wird, so
wird der Wagen in wagerechter Richtung weitergeschoben. Durch die Bewegung des
Wagens kommt in der bereits beschriebenen Weise die Kuppelungsmuffe J mit der Kuppelungsscheibe H in Eingriff und überträgt ihre Bewegung auf die Welle W. Diese bewirkt die Abwärtsbewegung der
Abschneidevorrichtung O D E, während der Thonstrang
continuirlich austritt. Nach vollführtem Schnitt wird durch den auf der Welle W sitzenden Schneckenflügel C7 der Pendelrahmen C mit dem darauf ruhenden Wagen B selbständig nach rechts bewegt, die Klappe K niedergelegt, so daſs genügend Raum zum Abheben der Steine geschaffen
ist. Der Oberrahmen D wird nach erfolgtem Schnitt vom
Unterrahmen E entkuppelt, beim Aufgang tritt die
Kuppelung an der betreffenden Stelle ein. Endlich drückt der Flügel C6 gegen die Rolle S und schiebt damit das ganze Parallelsystem wieder
nach links. Die gekuppelten Scheiben J und H haben eine Umdrehung vollführt, der auf H sitzende Ausrückknaggen U ist mit seiner schiefen Ebene gegen den Klotz Z1 gelaufen und schiebt damit die axial
bewegliche Kuppelungsmuffe J nach links, wodurch
dieselbe ausgerückt wird.
Eigenthümlich ist das Bestreben, die alten, einfachen und durch den Gebrauch
tausendfach erprobten Theekannen noch verbessern zu wollen. In England kommen
gegenwärtig nach Sprechsaal, 1889 S. 301, Theekannen
mit innen angebrachtem Metallseiher in den Handel. Ein länglich viereckig
angebrachtes Loch im Steingutsiebe dient zur Befestigung eines entsprechend
geformten Zapfens, der, an einem Stifte mit Spiralfeder und Knopf sitzend, das
Drahtsieb festzuhalten hat. Man erspart dadurch das Vorhalten des Seihers beim
Ausgieſsen. Einen ähnlichen Zweck soll auch die Kaffee- und
Theekanne mit umlegbarem Auslaugesieb von H.
Schomburg und Söhne erfüllen (D. R. P. Nr. 43843 vom 12. Januar 1888). In
dem oberen Theile der Kanne ist ein um eine Achse drehbares Siebgefäſs angeordnet,
das mit einem siebartigen Deckel versehen ist und mittels Handhabe gewendet werden
kann.
Henkelbefestigung an irdenen Gefäſsen von Bernhard
Gruhl in Dresden (D. R. P. Kl. 80 Nr. 48081 vom 13.
September 1888). Um die Henkel an irdenen Gefäſsen vor dem Brennen
derselben haltbar und in vorgeschriebener Stellung zu befestigen, werden an den Henkelenden
angeformte Zapfen in Bohrungen eingeschoben und durch Stauchen vernietet. Zur
Ausführung der Lochung werden zwei hohle Ausstecheisen so in Hülsen einer an das
Gefäſs zu legenden winkelförmig gebogenen Platte geführt, daſs die Stellung der
ausgestoſsenen Löcher gegenüber der Gefäſsachse und dem Gefäſsrande stets die
gleiche bleibt.
Das Prinzip dieses Patentes, das „Eingarnieren“, ist nicht mehr neu und an
Senfmenagen u.s.w. schon lange gebräuchlich.
Presse zur Herstellung von Thontrögen von Otto
Nordmann in Altenburg (D. R. P. Kl. 80 Nr. 41467 vom 15.
Februar 1887) (Fig. 5). Der Stempel A dieser Presse wird mit ungleichmäſsiger
Geschwindigkeit hin und her bewegt. Um dies zu bewerkstelligen, ist ein Winkelhebel
B angebracht, dessen einer Arm durch die Spindel
D bewegt wird, während der andere den Riemenführer
derartig bewegt, daſs das Umsetzungsverhältniſs zwischen den beiden conischen
Antriebswellen G sich ändert. Zur Herstellung von
Trögen mit nach innen einspringendem Rande sind an dem Stempel A die Seitenstücke E (Fig. 6)
angebracht, die bei e drehbar und mit Hebeln F verbunden sind. Letztere werden durch die Spindel D derartig beeinfluſst, daſs sie erst bei tiefster
Stellung des Stempels A, sobald die Anschläge K auf der Form wand L
aufsitzen, ein Aufeinandertreiben der Seitenstücke E
und damit eine Erweiterung des Thongefäſses bewirken.
Glasuren, Verzierung von
Thonwaaren.
Das Bedürfniſs nach guten, haltbaren bleifreien Glasuren
ist schon seit Jahren vorhanden. Das Blei aus seiner Stellung in der Keramik ganz zu
verdrängen, wird wohl wegen der Leichtflüssigkeit der mit Bleioxyd hergestellten
Glasuren und der damit verbundenen Brennmaterialer sparniſs kaum, möglich sein, auch
wird ein Bleizusatz dort nöthig, wo es sich um künstlerische Ausstattung der Waaren
handelt; immerhin ist das Bestreben, den Gebrauch dieses gefährlichen Materials
möglichst einzuschränken, mit Freude zu begrüſsen.
G. BäckerJahresbericht der k. k. Fachschule für Thonindustrie in
Znaim. legt die Bedingungen dar, unter welchen die
Darstellung bleifreier Glasuren erfolgen kann. Die Herstellung bleifreier Glasuren
ist theurer, als die der Bleiglasuren, weil die ersteren in kostspieligen Brennöfen
bei hoher Temperatur eingebrannt werden. Man benutzt guten feuerfesten Thon, der
fett genug ist, um noch ⅓ Kiessand aufzunehmen. Auch kieshaltige Thone können
verwendet werden, nicht dagegen kalkreiche. Die geformten Thonwaaren werden
getrocknet, bis sie lederhart geworden; das Glasiren erfolgt auf der ungebrannten
Waare von auſsen durch Einsenken in den Glasurbrei bis zum Rande des Gefäſses, von
innen durch Ausschwenken. Der Rand wird gewöhnlich mit einem feuchten Schwämme von
der Glasur befreit, der Boden ist ganz glasurfrei.
Die einfachste und billigste Glasur ist die braune. Man verwendet
dazu einen eisenreichen Lehm, der gut geschlämmt wird, fein gemahlene gelbe
Ockererde und Potasche. 100 Gewichtstheile trockener Lehm werden gut gemischt mit 20
Gewichtstheilen Ockererde; 8 Gewichtstheile Potasche werden in heiſsem Wasser gelöst
und Lehm und Ockererde in dieser Lösung gut vertheilt.
Der Ofen, ein liegender, langer Flammenofen von ovaler Form, bis
4m lang und 3m breit, verengt sich gegen den Kamin auf 1m, auch das Gewölbe fällt gegen den Kamin in einer Eilinie ab. Die höchste
Stelle in der Mitte beträgt 1¾m; die
Einsatzöffnung befindet sich nächst dem Kamin. Geheizt wird der Ofen mit Holz,
angeheizt kann mit Kohle werden, in welch letzterem Falle ein Rost vorhanden sein
muſs. Die Geschirre, die dem Heizraume zunächst stehen, sind in Kapseln zu stellen,
weil sie sonst durch zu starkes Feuer leiden würden. Die zu erreichende Hitze ist
beginnende Weiſsglut. An Probescherben beobachtet man die Stärke des Feuers; der
Probescherben muſs glänzen, zeigt aber noch nicht die kupferbraune Farbe, die sich
erst beim Abkühlen des Geschirres in dem vollständig geschlossenen Ofen entwickelt.
Das Heizloch wird zu diesem Zwecke nach beendigtem Brande verlegt und die Fugen
werden verschmiert.
Eine bessere Qualität solchen Geschirres erhält man nach folgendem Verfahren:
Die Thonmasse für das Geschirr und die Glasur der Auſsenseite
bleiben unverändert. Für die Innenseite der Gefäſse benutzt man eine weiſse
Anguſsmasse, die aus 40 Th. weiſsem Thon, 15 Th. feinem Kies, 15 Th. feingemahlenen
Porzellanscherben und 20 Th. Feldspathpulver hergestellt wird.
Die lederhart getrockneten Geschirre werden zuerst in die braune
Glasurmasse bis zum Rande getaucht, wieder getrocknet und dann weiſs ausgegossen.
Man bringt dann die Gefäſse in die Kuppel des Ofens zum Verglühen. Die Glasur für
die Innenseite wird in folgender Weise zusammengesetzt: 11 Gewichtstheile Feldspath,
15 Th. gebrannter Kies, 9 Th. Porzellanscherben, 9 Th. kohlensaurer Kalk und 3½ Th.
gebrannter Kaolin. Die gepulverten Materialien werden sodann auch feingemahlen. Die
Geschirre werden hierauf innen glasirt, etwa auf die Auſsenseite gelangte Glasur
durch Abbürsten entfernt und dann in Kapseln gebrannt. Der obere Rand ist ebenfalls
glasirt. Als Brennmaterial kann Steinkohle verwendet werden; das Abkühlen erfolgt
wie früher im hermetisch geschlossenen Ofen.
Eine billige, porzellanähnliche Masse kann folgender Weise hergestellt werden: Man
bereitet eine Masse aus 48 Th. weiſsen Thon, 6 Th. Porzellanmehl, 20 Th. gebrannten,
weiſsen Kies und 6 Th. Feldspath. Das Glasiren von auſsen mit der braunen Glasur
erfolgt vor dem Brennen. Nach dem Verglühen wird die oben angegebene weiſse Glasur
auf die Innenseite der Gefäſse gebracht. Bei einiger Uebung wird man im Stande sein,
den äuſseren Theil der Gefäſse von der Innenglasur frei zu halten. Das Ausbrennen
erfolgt in Kapseln bei starkem Steingutfeuer.
Eine werthvolle Arbeit über den gleichen Gegenstand hat Seger publicirt (Thonindustrie-Zeitung, 1889
S. 524, 538, 553, 566). Dieselbe schlieſst sich an frühere Arbeiten des Verfassers
(Thonindustrie-Zeitung, 1884 Nr. 46 u. ff.) an;
daselbst wurde vorgeschlagen, statt Bleioxyd Baryt zu verwenden. In der vorliegenden
Arbeit werden Glasflüsse aus Kali, Natron, Kalk, Kieselsäure, Borsäure und Thonerde
der Glasurmasse zu
Grunde gelegt. Es wurde nur auf solche Glasuren Rücksicht gekommen, welche eine
unter der Schmelztemperatur des Goldes liegende Temperatur beanspruchen.
Zunächst wurden Gläser mit dem höchsten zulässigen Alkaligehalt verschmolzen, dann
solche mit geringerem Alkali- und gröſserem Kalkgehalt; bei allen wurden die
Veränderungen beobachtet, welche durch Abänderung der starr bleibenden
Bestandtheile, Thonerde und Kieselsäure, erzielt werden.
I. Glasuren. Fritten von der
Zusammensetzung
0,6 K2O (Na2O)0,4 CaO
2,5 SiO2, 0,5 B2O3.
Dazu wurden drei Fritten verwendet:
1) Kalihaltige Fritte.
0,6
Aeq.
Kalisalpeter
= 60,60
0,4
„
Marmor
= 20,00
2,5
„
gemahlener Quarzsand
= 75,00
0,5
„
Borsäurehydrat
= 31,00.
Nach Verlust von Wasser und Kohlensäure verblieben hiervon 131,9 Th.
2) Kalinatronhaltige Fritte.
0,2
Aeq.
Kalisalpeter
= 30,30
0,25
„
Borax
= 47,75
0,05
„
Emaillirsoda
= 2,65
0,4
„
Marmor
= 20,00
2,5
„
gemahlener Quarzsand
= 75,00
–––––––
175,7.
Nach Verlust von Wasser und Kohlensäure 127,10 Th.
3) Natronhaltige Fritte.
0,6
Aeq.
Emaillirsoda
= 31,80
0,4
„
Marmor
= 20,00
2,5
„
gemahlener Quarzsand
= 75,00
0,5
„
Borsäurehydrat
= 31,00
–––––––
157,80.
Nach Verlust von Wasser und Kohlensäure 122,3 Th.
Diese Fritten schmolzen bei Silberschmelzhitze, und wurden etwas über
Goldschmelzhitze zu lauteren, ungefärbten Gläsern. Dieselben wurden im
Verhältniſs ihrer Aequivalentzahlen 131,9, 127,1 und 122,3 mit 1/10
Aequivalent = 12,95 Th. reiner Thonsubstanz verrieben (Zettlitzer Kaolin), so
daſs eine Glasur daraus entstand von der Zusammensetzung
\left{{0,6\,\mbox{K}_2\mbox{O}(\mbox{Na}_2\mbox{O})}\atop{0,4\,\mbox{CaO}\
\ \ \ \ \ \ \ \ \ }}\right\}0,1\,\mbox{Al}_2\mbox{O}_3,\ 2,5\,\mbox{SiO}_2,\
0,5\,\mbox{B}\mbox{O}_3
Dieselbe schmolz bei Silberschmelzhitze bis zur Temperatur des Schmelzpunktes 80
Silber, 20 Gold zu einer klaren und glatten Glasurschicht auf, die darunter
gelegten Farben weniger zerstörend, als dies die meisten Bleiglasuren thun. Die
Glasur erwies sich aber nur haltbar auf einem sehr quarzreichen, hartgebrannten
Scherben (35 Thonsubstanz, 5 Feldspath, 60 Quarz, gebrannt bei Kegel 9 bis 10).
Bei thonreicherem oder schwächer gebranntem Scherben wurde die Glasur sogleich oder nach einigen
Tagen haarrissig. Wurde der Kaolinzusatz vergröſsert (statt 1/10
2/10 Aeq.), so
erhielt man bei rascher Abkühlung blanke, bei langsamer Abkühlung manchmal
blinde Glasuren, das Haarrissigwerden nimmt dagegen durch erhöhten Thonzusatz
ab. – Man kann ohne der Glasur Schaden zu thun, bis zu einem Kieselsäuregehalt
von 3,5 Aeq. gehen. – Erhöht man unter gleichzeitiger Erhöhung des
Borsäuregehaltes den Gehalt an Thonerde und Kieselsäure, so muſs man ein höheres
Fritten eintreten lassen und erhält milchartig getrübte Gläser, während bei
geringerem Alkali- und Kalk-Gehalt, gerade durch Einführung von viel Thonerde,
klare und schöne Glasflüsse erhalten werden.
Ein Glasfluſs von der Zusammensetzung
\left{{0,6\,\mbox{K}_2\mbox{O}(\mbox{Na}_2\mbox{O})}\atop{0,4\,\mbox{CaO}\
\ \ \ \ \ \ \ \ \ }}\right\}0,6\,\mbox{Al}_2\mbox{O}_3,\ 5\,\mbox{SiO}_2,\
1\,\mbox{B}_2\mbox{O}_3
gebildet aus:
0,3
Aeq.
Kalisalpeter
= 30,30
0,25
„
Borax
= 47,75
0,5
„
Emaillirsoda
= 2,65
0,4
„
Marmor
= 20,00
0,6
„
Zettlitzer Kaolin
= 77,70
3,8
„
Quarzsand
= 114,00
zusammengeschmolzen zu 245,35 Th., wird bei langsamem
Erkalten völlig weiſs und undurchsichtig. Durch weiteren Thonzusatz verschwindet
die Undurchsichtigkeit. Die Glasur
ist durchsichtig und entspricht allen Anforderungen.
II. Glasur aus Fritten mit dem
Alkali-Kalk-Verhältniſs 0,5 K2O, 0,5
CaO und demselben Kieselsäure- und Borgehalte wie
vorher.
Diese Fritten wurden in ähnlicher Weise, wie oben angegeben, aus Salpeter,
Marmor, Quarzsand u.s.w. zusammengesetzt. Die Glasur
\left{{0,5\,\mbox{K}_2\mbox{O}}\atop{0,5\,\mbox{CaO}}}\right\}0,1\,\mbox{Al}_2\mbox{O}_3,\
2,7\,\mbox{SiO}_2,\ 0,5\,\mbox{B}_2\mbox{O}_3
gibt eine klare und gute Schicht bei einer Temperatur von
20 Gold und 80 Silber bis 50 Gold und 50 Silber, hält aber, wie die vorigen, nur
auf sehr quarzreichen Scherben. Nimmt man statt 0,1 Aeq. Al2O3 0,2, so wird
die Glasur bei langsamer Kühlung milchig. Bei 0,3 Aeq. Al2O3 und noch
höherem Thongehalte wird die Glasur völlig trübe.Vgl. die Versuche von Knapp 1889 273
89. Durch vermehrten Thongehalt nähert sich die Zusammensetzung der
Glasur der eines Gemenges von Feldspath und Kalk.
Die Glasur von der Zusammensetzung
flieſst beim Einschmelzen klar ein, wurde aber trübe beim
langsamen Erkalten.
Sie war für sich gleichfalls milchig auf den Scherben aufgeschmolzen. Die
Fritte
lieferte auch bei langsamem Erkalten eine klare
Glasurschicht, die auf einem thonerdereichen Scherben gut hielt.
Gläser mit einem Alkali-Kalk-Verhähniſs 0,4 K2O (NaO) : 0,6 CaO. Mit geringem Thon und
Quarzgehalt waren die Glasuren wegen leicht eintretender Trübung
unbrauchbar.
Der Schmelzpunkt dieser Glasur liegt etwas unter Goldschmelzhitze. Diese, sowie
noch thonerdereichere Glasuren verhalten sich gut und sind für Zwecke der
Technik brauchbar.
Gläser mit einem Alkali-Kalk-Verhältniſs 0,3 K2O : 0,7 CaO lieferten bei geringem Thongehalte
unbrauchbare Glasuren. Die thonerdefreien Gläser von der Zusammensetzung
\left{{0,3\,\mbox{K}_2\mbox{O}}\atop{0,7\,\mbox{CaO}}}\right\}2,5\,\mbox{SiO}_2,\
0,5\,\mbox{B}\mbox{O}_3
waren völlig trüb, und wurden erst klar bei bedeutendem
Thonzusatze.
Ein Glas
\left{{0,3\,\mbox{K}_2\mbox{O}}\atop{0,7\,\mbox{CaO}}}\right\}0,5\,\mbox{Al}_2\mbox{O}_3,\
2,5\,\mbox{SiO}_2,\ 0,5\,\mbox{B}\mbox{O}_3
blieb beim Erkalten farblos, eignete sich aber nicht für
Glasuren wegen der Bildung einer faltigen Haut.
Der Einfluſs des Borgehaltes im Glase zeigte sich bei folgenden drei Fritten:
I.
\left{{0,3\,\mbox{K}_2\mbox{O}}\atop{0,7\,\mbox{CaO}}}\right\}0,5\,\mbox{Al}_2\mbox{O}_3,\
4\,\mbox{SiO}_2,\ 0,5\,\mbox{B}\mbox{O}_3
II.
\left{{0,3\,\mbox{K}_2\mbox{O}}\atop{0,7\,\mbox{CaO}}}\right\}0,5\,\mbox{Al}_2\mbox{O}_3,\
4\,\mbox{SiO}_2,\ \mbox{B}\mbox{O}_3
III.
\left{{0,3\,\mbox{K}_2\mbox{O}}\atop{0,7\,\mbox{CaO}}}\right\}0,5\,\mbox{Al}_2\mbox{O}_3,\
4\,\mbox{SiO}_2,\ 2\,\mbox{B}\mbox{O}_3
Der Punkt der Läuterung liegt bei Kegel 9. Die Fritte I zeigte sich als klares
Glas, II zeigte eine deutliche Opalisirung, III war nach dem Abkühlen
milchglasartig getrübt.
Gläser mit einem Alkali-Kalkverhältniſs 0,2 K2O : 0,8 CaO verhielten sich im Wesentlichen
ähnlich wie die Gläser der vorhergehenden Gruppe. Auch diese ergaben bei der
Zusammensetzung
\left{{0,2\,\mbox{K}_2\mbox{O}}\atop{0,8\,\mbox{CaO}}}\right\}0,1\,\mbox{Al}_2\mbox{O}_3,\
4\,\mbox{SiO}_2,\ \mbox{B}\mbox{O}_3
ein völlig weiſses Milchglas. Auch bei gröſserem Thonerde-
und Kieselsäuregehalt war die Neigung der Gläser, milchig zu werden,
unverkennbar. Ein weiteres Herabgehen im Alkaligehalte der Gläser erschien nicht
möglich; wurde der Alkaligehalt auf 0,1 K2O :
0,9 CaO herabgesetzt, so resultirten unter allen Umständen milchglasartige Massen, die sich als
Glasurschicht nicht mehr verwenden lieſsen.
Wie man sieht, schwankt die Zulässigkeit von Glasuren bei ausschlieſslich
kalkigem Materiale zwischen viel engeren Grenzen als bei bleihaltigem. Immerhin
wird es möglich sein, eine groſse Zahl der bisherigen bleihaltigen Glasuren
durch kalkhaltige, bleifreie zu ersetzen. Die alkalireichen Glasuren eignen sich
besser für einen quarzreichen, die alkaliarmen besser für einen thonerdereichen
Scherben. Die zulässigen Schwankungen der Zusammensetzung liegen zwischen den
Verhältnissen:
0,2 K2O : 0,8 CaO und 0,6
K2O : 0,4 CaO
1 Aeq. (CaO K2O) : 4 Aeq.
SiO2 und 1 Aeq. (CaO K2O) : 5 Aeq. SiO2.
Ein Minimum von 4 Aeq. SiO2 ist nöthig, um der
Glasur den erforderlichen Glanz zu ertheilen; dies veranlaſst aber ohne
beträchtlichen Thonerdegehalt unfehlbar eine Trübung der Fritte. Der
Thonerdegehalt von 14 Proc. ist das zulässige Minimum. Der Borsäuregehalt
schwankt auch zwischen engen Grenzen; verwendet man weniger als 0,5 Aeq. BO3, so wird die Schmelze schwerflüssig, über 1
Aeq., so wird sie trüb.
Man wird also bei kalkthonerdehaltigen Glasuren zwischen den Grenzen
\left{{0,6\,\mbox{K}_2\mbox{O}}\atop{0,4\,\mbox{CaO}}}\right\}0,5\,\mbox{Al}_2\mbox{O}_3,\
4\,\mbox{SiO}_2,\ 0,5\,\mbox{B}\mbox{O}_3
und
\left{{0,2\,\mbox{K}_2\mbox{O}}\atop{0,8\,\mbox{CaO}}}\right\}0,6\,\mbox{Al}_2\mbox{O}_3,\
5\,\mbox{SiO}_2,\ \mbox{B}\mbox{O}_3
bleiben müssen. (Thonindustrie-Zeitung, 1889 Nr. 30, 37, 38, 40, 41.)
Zur Verhütung von Bleivergiftungen bei Töpfern,
welche weiſse, schwarze, gelbe und grüne Waare verfertigen, empfiehlt N. A. Russkitt die Einführung folgender
Vorsichtsmaſsregeln:
1) Die Umwandlung des metallischen Bleies in Bleioxyd darf nur nach vorherigem
Zusatz von Quarz, Sand oder Krystallglas vorgenommen werden. Auch die Mennige
müssen vor dem Schmelzen mit Quarz gemischt werden.
2) Die Schmelzöfen müssen mit luftdicht schlieſsenden Vorrichtungen versehen
sein, so daſs kein Staub in den Arbeitsraum gelangen kann.
3) Der Kamin muſs so construirt sein, daſs keine schädlichen Dämpfe entweichen
können.
4) Das Zermahlen, sowie Umrühren der Glasurmischung sollte durch Motoren
geschehen und nicht durch Menschenhand.
5) Kinder unter 16 Jahren dürfen nicht in Töpfereien verwendet werden.
6) Es ist den Arbeitern strenge zu untersagen, Mahlzeiten oder Getränke in der
Werkstätte einzunehmen.
7) Ebensowenig ist das Schlafen daselbst zu gestatten.
8) Die Werkstätten sind mit reichlichem und gutem Trinkwasser, reinlichen
Gefäſsen und Aborten zu versehen.
9) Alle Arbeitsräume müssen geräumig, hell, sauber und gut gelüftet sein und eine
Temperatur von 16° C. haben.
10) Dem Trunke ergebene und kränkliche Personen dürfen in Töpfereien nicht
beschäftigt werden.
11) Alle Arbeiten mit dem noch nicht in Silicat umgewandelten Blei müssen in
einem besonderen Arbeitsraume vorgenommen werden, in dem jede andere Arbeit
untersagt wird.
Eine sehr ausführliche Arbeit über kupferrothe und
geflammte GlasurenVgl. Seger 1884 251 143. Stein 1889 272 418. haben Lauth und Dutailly im
Moniteur de la Céramique, Jahrg. 19 S. 237,
niedergelegt. Die Chinesen vererbten die Kenntniſs der rothen und blau
geflammten Glasur von Geschlecht zu Geschlecht als Geheimniſs, so daſs sie
häufig verloren ging. Besonders geschätzt war die „Tsi-houng“- oder
„Ochsenblut“-Glasur. Das schöne Scharffeuer-Roth ist nur bei
verhältniſsmäſsig niedriger Gartemperatur zu erzielen, daher nur auf der neuen
Masse herstellbar.
Die Zusammensetzung der Glasur lassen die Verfasser bei 6 von ihnen erprobten
Sorten zwischen den Grenzen
16,56
bis
5,4
Proc.
Al2O3
66
„
46,5
„
SiO2
6,20
„
28,0
„
Alkalien
schwanken.
Verfasser geben folgende Vorschriften:
1) Die Glasur muſs wenig thonhaltig sein.
2) Sie muſs wenig kalkhaltig und sehr alkalireich sein.
3) Die Gegenwart von Borax ist nützlich. Sie verhindert das Haarrissig werden,
welches die Alkalien in Verbindung mit Thonerde hervorrufen würden, sie
begünstigt die Entwickelung des Roth.
4) Um während des Brandes und Kaltwerdens eine Oxydation des Kupfers zu verhüten,
muſs etwas Zinnoxyd zugefügt werden.
5) Die Anwendung von Blei ist unvortheilhaft.
Das Brennen geschieht am besten in reducirender Atmosphäre in einem kleinen Ofen
von etwa 1½cbm Inhalt und in undichten
Kapseln. Die Zusammensetzung der beiden Glasuren, welche die besten Resultate
lieferten, entspricht folgenden Verhältnissen:
I
II
67,0
Proc.
68,9
Proc.
SiO2
7,0
„
6,8
„
Al2O3
7,8
„
17,8
„
K(Na)O
9,8
„
6,4
„
CaO
8,2
„
–
„
B2O3
entsprechend den Mischungen:
I
II
40
Th.
40
Th.
Pegmatit
40
„
44
„
Sand
18
„
12
„
Kreide
12
„
–
„
calc. Borax
–
„
24
„
Soda
6
„
6
„
Kupferoxyd
6
„
3
„
Zinnoxyd.
Die Verfasser sind der Ansicht, daſs die rothe Farbe nicht einem Silicat des
Kupfers zukommt, sondern dem in der Glasur gelösten Kupfermetall, mit welcher
Ansicht sie ja auch mit den Beobachtungen Ebell's
über Kupfergläser übereinstimmen. Auch hier erstarrt die Glasschicht bei
schnellem Erkalten farblos, und kann die Farbe durch langsames Erkalten, sowie
durch nochmaliges Anwärmen der schnell erkalteten Masse hervorgebracht
werden.
Der Autor eines mit C. B. gezeichneten Artikels im
Sprechsaal, 1889 S. 706, verwirft die bisher
veröffentlichten Vorschriften für Pinkfarben auf
Steingut und Majolika. Gute Farben erzielt man folgender Weise:
Pinkpräparat: 1 Th. K2Cr2O7
wird mit Wasser und Alkohol feinst gerieben, indem man nach und nach 8 Th.
Marmormehl und 16cbm,5 reines Zinnoxyd
zusetzt, und die fast trocken gewordene Mischung aufs Innigste zusammenreibt.
Die Mischung wird dem Steingutglattbrand ausgesetzt und nachher mit
salzsäurehaltigem Wasser so lange gewaschen, bis das Waschwasser farblos wird.
Man glüht nach dem Trocknen ein zweites Mal und wäscht abermals.
Zum Verdünnen dient folgender Satz:
2
Th.
SnO2
2
„
SiO2
1
„
Marmormehl.
Man erhält folgende Farben durch Mischen der danebengestellten Sätze:
Dunkelroth
5 7
Th.„
d. trockenen Pinkpräparatesgeglühten Versatzes
Purpur
8 1
„„
DunkelrothCa2O3 (feinst gemahlen)
Kardinalroth
12 1
„„
DunkelrothCaCO3.
Die Farbpräparate werden mit etwa 8 Th. Majolikafluſs oder Steingutfritte von
folgender Zusammensetzung gemischt:
Majolikafluß.
22,5
Gew.-Th.
Quarzmehl,
18,5
„
krystallisirten Borax,
30,5
„
Mennige,
16,5
„
Feldspathmehl,
5,0
„
trockenen und gesiebten Kaolin,
7,0
„
Schlämmkreide.
Steingutglasurfritte.
25
Gew.-Th.
Mennige,
35
„
Quarzmehl,
10
„
krystallisirten Borax,
12
„
trockenen und gesiebten Kaolin,
18
„
Schlämmkreide.
Eine Muffel- oder Schmelzfarbe für Porzellan oder Steingut ist das nach einem
Recept der Deutschen Töpfer- oder Ziegler-Zeitung,
Bd. 26 S. 796, bereitete Korallenroth. Es
werden
20,40
Th.
Bleichromat
67,33
„
Mennige
12,27
„
Quarz
gemengt und das Gemisch bis zum klaren Fluſs
eingeschmolzen. Dieser dunkelrothe Farbkörper wird gepulvert und entweder mit
dem härteren farblosen Fluſs I oder dem weicheren Fluſs II gemischt, je nachdem
man die Schmelzfarben bei höherer oder niederer Temperatur einbrennt.
Fluſs I:
80
Th.
Mennige
Fluſs II:
80
Th.
Mennige
100
„
Quarz
20
„
Quarz
20
„
Borsäurehydrat
Ein schönes Korallenroth erhält man aus 75 Th. Farbkörper und 25 Th. Fluſs.
Ueber Aventuringlasuren schreibt Prof. Wartha.Chemiker-Zeitung, 1890 14 346. Die Firma Davis Callamore und Co. brachte Fayencen in den
Handel, die durch eine eigenthümliche Decoration Aufsehen erregten. Vasen,
Krüge, Becher u.s.w. waren mit einer dunkelgoldgelben bis honigbraunen, stark
glänzenden Glasur bedeckt, die bei näherer Betrachtung einen eigenthümlich
goldig flimmernden Lüster zeigte. Unter der Lupe sah man hexagonale
Krystallblättchen. Versuche, ähnliche Effecte durch Eisenoxyd hervorzurufen,
hatten Erfolg. Durch Eintragen von Colcothar in geschmolzenen Borax erhält man
gelbe Glasur, aus denen nach dem Erkalten prächtig hexagonale Blättchen von
Hämatit auskrystallisiren. Zu einer farblosen Glasur, erschmolzen aus 101 Th.
KNO3, 50,0 CaCO3, 98,5 BaCO3, 191 kryst. Borax, 24,8
kryst, Borsäure, 288 Th. Quarzsand wurden wechselnde Mengen Fe2O3 zugefügt.
Die Schmelztemperatur erhöht sich bis zum 60. Grade des optischen Pyrometers von
Mesuré. Man erhält Glasuren mit schönem
Goldflimmer, die den amerikanischen gleichen (vgl. Pätsch, Aventuringlasuren auf Steingut, 1886 261 37).
Ueber orientalische Emails auf Ziegeln und deren Nachbildung gibt J. Boeck Anhaltspunkte (Journal für praktische Chemie, Bd. 40 S. 158). Das Email, welches
gegenwärtig in unseren Gegenden zur Decoration von Wohnhäusern, Denkmälern
u.s.w. verwendet wird, widersteht nicht dem Witterungswechsel, wie das von
arabischen und persischen Bauten, welche durch Jahrhunderte dem Einfluſs der
Atmosphärilien getrotzt haben. Verfasser analysirte emaillirte Ziegel von alten Moscheen aus
der Umgegend von Samarkand. Das türkisblaue Email und der dazu gehörige Thon von
Moschee und Denkmal Schach Zende haben folgende Zusammensetzung:
Email
Thon
SiO2
53,53
Proc.
60,35
Proc.
CuO
3,51
„
–
„
PbO
17,90
„
–
„
CaO
3,00
„
14,52
„
MgO
0,33
„
3,72
„
SnO2
6,86
„
–
„
K2O
3,51
„
–
„
Na2O
7,27
„
–
„
Fe2O3, Al2O3
3,11
„
18,10
„
CO2
–
„
2,68
„
–––––––––––
–––––––––––
99,02
Proc.
99,37
Proc.
Das Email erhielt auſserdem Spuren Arsen und Mangan.
Verfasser versuchte, das Email durch Schmelzversuche nachzuahmen, wobei sich die
reducirende Wirkung des Feuers sehr hinderlich zeigte. Ein obiger Analyse
entsprechendes Gemenge von
Sand
53,53
Gew.-Th.
Kreide
5,40
„
Soda
12,50
„
Potasche
5,20
„
Zinnoxyd
6,90
„
Kupferoxyd
3,51
„
Mennige
18,30
„
wurde heftig geglüht. Die Schmelze war kein Email, sondern
durchsichtiges Glas. Bei einem zweiten Versuche wurde nur bis Frittung des
Satzes erhitzt, so daſs das Zinnoxyd nicht in Lösung gehen konnte; man erhielt
ein Email, das mit Wasser abgeschreckt, gepulvert, mit Wasser auf Thon gebracht
und in richtiger Weise unter Ausschluſs reducirender Gase aufgebrannt, einen
Ueberzug ergab, der dem Samarkander Product täuschend ähnlich sah. Man kann
daraus schlieſsen, daſs letzteres in ähnlicher Weise hergestellt wird.
Der zu den Ziegeln verwendete Thon ist mergelig, ziemlich fest gebrannt, aber
sehr porös. Bei uns wäre derselbe für emaillirte Ziegel nicht verwendbar, weil
er der Feuchtigkeit zu viel Zutritt gestattet und durch Frost gesprengt würde.
Wird auch die Schwerflüssigkeit des Emails dessen Dauerhaftigkeit erhöhen, so
sind unter denselben Verhältnissen in unserem Klima lange nicht so günstige
Verhältnisse zu erzielen. Man müſste wetterbeständige Ziegel durch Verkleinerung
der Poren oder durch deren Verstopfung (etwa durch Imprägniren) zu gewinnen
trachten. – Die Türkisfarbe ist nur bei Anwendung von Kali und Natron im obigen
Verhältniſs zu erzielen, Natron allein ergab eine zu grüne, Kali allein eine zu
blaue Färbung.
Chailan de Moriès stellt Glanz- oder Brillant-Gold nach seinem patentirten Verfahren
folgendermaſsen her: Reines Gold wird in gewöhnlicher Weise in Königswasser
gelöst, und der Lösung Uranoxyd zugefügt, um den Goldton mehr oder weniger
bräunlich zu stimmen. Das Doppelchlorid von Uran und Gold wird auf dem Sandbade
langsam Angedampft; nach dem Erkalten werden gemischt:
1g
Golduranpräparat
0g,5
freier Schwefel
1g
Damarharz
3g
Terpentinöl, rectif.
Die Mischung wird in einer Porzellanschale bei lebhaftem Feuer geschmolzen,
fleiſsig und gut gerührt, bis die Masse eine schöne rothbraune Färbung
angenommen hat. Sodann wird Rosmarinöl und hierauf der gewöhnliche Wismuthfluſs
(0,3 bis 0,4 auf lg Au) zugefügt und nicht
eher zum Erkalten gestellt, bis das Ganze die Consistenz eines dicken Syrups
hat. – Von den gewöhnlichen Verfahren unterscheidet sich dieses neue durch
Verwendung von Uranoxyd und Damarharz. (Moniteur de la
céramique et verrerie 1889.)
Neuerung im Verfahren zum Bedrucken von Porzellan,
Steinzeug, Fayence u.s.w. von Louis Martini in
Eisenach (D. R. P. Nr. 49197 vom 12. Juli 1888). Bekanntlich wird die Mischung
von Metalloxyd und Fluſs, welche die wesentlichen Bestandtheile der
Porzellanfarbe bilden, mit einem klebrigen Bindemittel auf das Geschirr mit
Hilfe des Pinsels oder durch Druck aufgetragen. Bei gutem Gelingen erscheint
nach dem Brennen die Farbe mit glasartigem Glanz, beim Miſslingen dagegen
verblaſst, matt und ohne Glanz. Man nennt diese Erscheinung „Verdunsten“.
– Da die Schmelzfarbe gröſstentheils aus ungefärbtem Fluſs besteht, muſs
dieselbe bei intensiveren Farbtönen verhältniſsmäſsig dick aufgetragen werden.
Das Uebertragen der Schmelzfarbe auf den glasirten Gegenstand war bisher mit
allerlei Schwierigkeiten verknüpft. Wurden die Farben dick aufgetragen, so
entstand leicht durch Austreten der Farben ein unsauberes, in den Umrissen
verdrucktes Bild; wurden sie dünn aufgetragen, so ermangelte dem eingebrannten
Farbendruck die nöthige Intensität, und es entstand ein zu schwaches Bild. Um
ein deutliches, mit scharfen Umrissen versehenes Bild zu erhalten, hat man sich
bisher durch Einstäuben der dünnen Farblage mit Pulver von derselben
Schmelzfarbe geholfen, indem man den noch feuchten Druck mit Pulver von
derselben Schmelzfarbe sättigte. Es ist dabei nicht zu vermeiden, daſs das
Farbpulver auch auf die unbedruckten Flächen fällt, und kann von dort nur durch
ein umständliches Reinigungsverfahren entfernt werden. Alle die genannten
Miſsstände werden nach Angabe in der Patentschrift durch Anwendung des folgenden
Verfahrens vermieden.
Der färbende Bestandtheil der eingangs näher beschriebenen Schmelzfarbe, nämlich
das fluſsfreie Metalloxyd, wird allein für sich mit Hilfe eines klebrigen
Bindemittels verrieben und auf den glasirten Scherben aufgetragen, aufgemalt oder
aufgedruckt. Damit die Glasur des bedruckten Gegenstandes beim nachherigen
Brennen eine Vereinigung mit den aufgedruckten Zeichen eingeht und damit
letztere glasähnlich erscheinen, wird die noch frische, feuchte, aus Metalloxyd
bestehende Farbe mit dem pulverisirten Fluſs, einem fein pulverisirten farblosen
Glase, ausreichend gesättigt. Man läſst den pulverisirten Fluſs auf der feuchten
Metalloxydfarbe und letztere auf der Glasur des zu bedruckenden Gegenstandes
fest antrocknen. Da der Fluſs, welcher über die Druckumriſslinien beim
Aufbringen des pulverisirten Fluſspulvers gelangt, farblos ist, so kann man ohne
jede weitere Reinigung zum Einbrennen schreiten.
M. Leopold Ehlich in Frankfurt a. M. gibt ein neues
Verfahren zur Herstellung matter Goldverzierungen auf
Porzellan und anderen keramischen Producten (D. R. P. Kl. 80 Nr. 46708
vom 30. Juni 1887), Die bisher gebräuchlichen Verfahren zur Herstellung
derartiger Goldverzierungen suchten den matten Untergrund durch Auftragen von
mechanisch zerkleinerter Porzellanerde oder durch Aetzung des Porzellans u.s.w.
zu gewinnen. Die Neuerung besteht darin, daſs statt der mechanisch zerkleinerten
Porzellanerde auf chemischem Wege bereitete Thonerde zur Verwendung kommt.
Dieselbe, durch Glühen von Thonerdeverbindungen mit flüchtigen Säuren erhalten,
wird mit einem Schmelzfluſs von folgender Zusammensetzung in wechselndem
Verhältniſs (am besten 1 : 3) gemischt:
11,7
SiO2
20,0
B2O3
68,3
PbO
–––––––––
100
Das erschmolzene Glas muſs vor der Mischung mit der reinen Thonerde trocken oder
naſs gemahlen werden. Das Gemenge wird mit Terpentinöl auf das Geschirr
aufgetragen und nach dem Trocknen eingebrannt. In bekannter Weise wird der
Gegenstand nun mit Glanzgold bemalt. Die präparirten Flächen ergeben ein feines,
gleichmäſsiges Mattgold, während die nicht präparirten, mit Glanzgold bemalten
Stellen den richtigen Goldglanz erhalten.
Man kann auch das Gemisch von Terpentinöl, Thonerde und Schmelzfluſs auf
Umdruckpapier aufdrucken, und so auf das Porzellan übertragen, oder die Thonerde
und den Schmelzfluſs durch Aufstäuben auf bedrucktes Porzellan bringen.
(Schluſs folgt.)
Tafeln