| Titel: | Maschinen für die Herstellung von Zahnrädern. |
| Autor: | Pregél |
| Fundstelle: | Band 277, Jahrgang 1890, S. 49 |
| Download: | XML |
Maschinen für die Herstellung von
Zahnrädern.
(Fortsetzung des Berichtes Bd. 276 S.
545)
Mit Abbildungen auf Tafel
3.
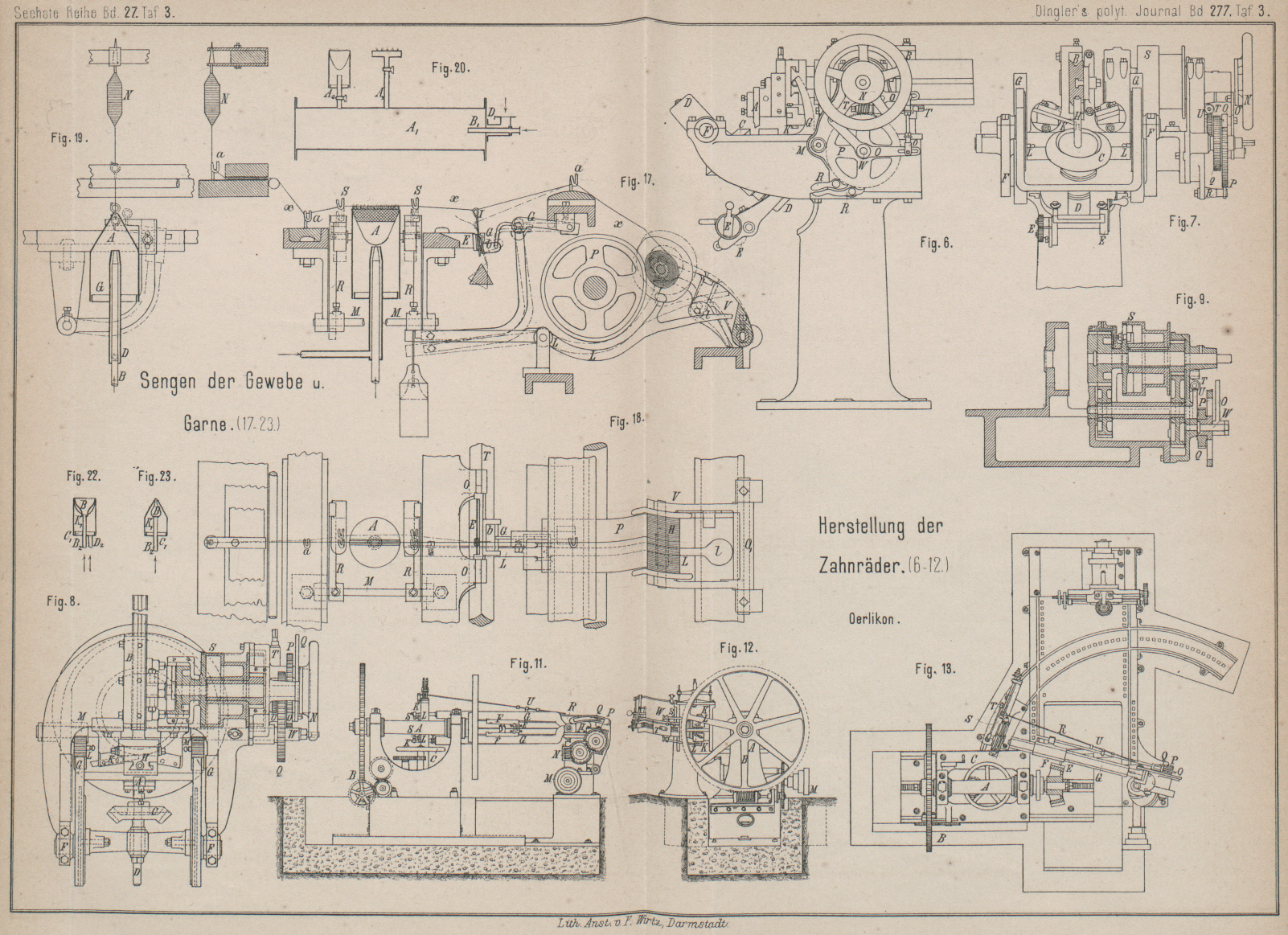
Maschinen für die Herstellung von Zahnrädern.
Kleine
Winkelräder-Hobelmaschine.
Von der Maschinenfabrik Oerlikon bei Zürich wird eine
Hobelmaschine für Winkelradzähne gebaut, die nach Industries, 1889 Bd. 7 *S. 344, und Engineering, 1889 Bd. 50 * S. 535, die in Fig. 6 bis 9 Taf. 3 dargestellten
Einrichtungen besitzt.
Auf dem hohlen Säulenfuſse ist ein Obertheil aufgeschraubt, welcher rechts die
sämmtlichen Lager für die Antriebstheile, in der Mitte die Stöſselführung für den
Hobelstahl und, weit nach vorn vorragend, zwei Gabellager für die Aufspann- und
Theilvorrichtung in einem einzigen Guſsstücke enthält.
Das mit Rädervorgelege ausgestattete Triebwerk (Fig. 8 und 9) bethätigt mittels einer
zweiläufigen Stufenscheibe S eine Kurbelscheibe, deren
Zapfen in eine Kurbelschleife einsetzt, welche an dem Stöſselschlitten angeschraubt
wird.
Am vorderen Kopfende des Stöſselschlittens ist ein Stahlhaltersupport mit Kreuz
Verschiebung angebracht, während behufs Einstellung an das Werkstück der
Stöſselschlitten eine längsseitig durchgehende Nuth besitzt, in welcher die
Kopfschrauben der verstellbaren Kurbelschleife einsetzen.
Eine Hubveränderung ist durch Verstellung des Kurbelzapfens im Schlitz der
Kurbelscheibe ermöglicht.
Der Arbeitsvorgang wird immer auf nur eine Zahnflanke beschränkt und so lange
durchgeführt, bis alle Radzähne auf einer Flankenseite fertig gestellt sind. Alsdann
wird der Schneidstahl ausgewechselt und der Führungsstift K für die Formplatte H auf die entsprechende
andere Seite umgespannt.
Damit aber eine Führung bezieh. eine Einstellung nach der Lehrschiene (Schablone)
möglich werde, nach welcher die Flankenform der Radzähne gebildet wird, muſs die mit
dem Werkrade in Verbindung gebrachte Formschiene H
vermöge einer Federkraft beständig an den Führungsstift K angedrückt werden, wozu die Knöpfe L an den
Zahnbögen G vorgesehen sind.
Die Aufspannvorrichtung für das Werkstückrad besteht aus einem gabelförmigen
Querstück mit zwei Seitenzapfen FF, zu welchen
mittelpunktsgemäſs sich flügelartig zwei seitliche Zahnradbögen G anschlieſsen, die von eingreifenden Getrieben M gehalten und bethätigt werden.
Winkelrecht zur Drehungsachse FF ist der Mittelbolzen
für die Aufspann- und Eintheilvorrichtung durch dieses Querstück geführt, an dessen
unterem Ende die zur Einstellung und Zahneintheilung erforderlichen Theile anschlieſsen. Dieses
Stellzeug ist auf einem mittleren Bogenhebel angeordnet, an dessen oberem Ende die
Schablone H befestigt ist, durch deren Anschlag an den
festen Stift K der Bogenhebel sammt dem Mittelbolzen
mit dem Winkelrade C um dessen Achse schwingt.
Hiernach wird mit dem Stellzeuge E das zu bearbeitende
Rad C nach Vollendung je einer Zahnflanke um den Betrag
der Zahnbogentheilung verdreht und eingestellt.
Wird nun vermöge des Zahnrädchens M diese ganze
Vorrichtung um FF etwas gedreht, so wird damit je nach
der Form der Schablone gleichzeitig eine Drehung des Werkrades C um seine eigene Achse verbunden sein.
Da nun nach jedem Stöſselhube bezieh. nach jedem Schnitte die Zahnbögen G um den Betrag der Schaltungsgröſse gehoben werden, so
wird auch gleichzeitig damit jene Verdrehung des Rades durch Vermittelung der
Schablone H verknüpft sein, durch welche die
Flankenform des Radzahnes bedingt wird.
Selbstverständlich muſs die Richtung des Schnittes mit dem Schnittpunkte der
Radkegelachse zusammentreffen.
Diese Schaltbewegung wird durch eine Herznuth hervorgerufen, welche in der inneren
Nabenseite des Schwungrades N eingegossen ist. In diese
setzt der Hebel O ein, welcher vermöge des
Sperrkegelwerkes OO das Sperrrad P auf W treibt, an dem ein
Zahnrad Q sitzt, welches das Getriebe M und dadurch die Zahnbögen G bethätigt.
Um diese Einstellungen gegen Rückwirkung sicher zu stellen, sind zwei Sperrkegel RR vorgesehen, sowie auch Vorsorge getroffen ist, eine
Begrenzung des Schaltungshubes durch eine selbsthätige Ausrückung der Schaltbewegung
herbeizuführen. Mit dem Schneckentriebwerk TU wird das
Rädervorgelege (Fig.
9) aus und ein gerückt. Dasselbe liegt genau lothrecht unter der
Kurbelwelle S in einer Mulde des Obertheiles
eingebettet. Diese Maschine ist zur Bearbeitung von Winkelrädern bis 360mm Durchmesser bemessen.
Leupolt's doppelt wirkende
Winkelräder-Hobelmaschine.
Die Maschinenfabrik Oerlikon baut auch
Winkelräder-Hobelmaschinen für Durchmesser bis 3000mm mit einem zusätzlichen Fräsewerk zur Herstellung von Stirnrädern.
Bemerkenswerth ist das Hobelwerk, welches nach Leupolt's Bauweise (vgl. 1878 229 216) mit
verschiedenen Abänderungen ausgeführt ist.
Die nach Industries, 1889 Bd. 7 * S. 343 bezieh. Engineering, 1889 Bd. 50 * S. 488, in Fig. 11 bis 13 Taf. 3
dargestellte groſse Räderbearbeitungsmaschine besteht aus einer auf der Grubensohle
befindlichen Grundplatte, auf welcher der Spindelstock A mit dem Theil- und Aufspannwerk B, E sich
gegen den Drehpunkt H der Hobelwerkwangen G anschieben läſst. Das Hobelwerk, der zweite Haupttheil
dieser Maschine, ist aus dem auf einer niedrigen Standsäule angeordneten Kurbeltrieb
M bis P, den beiden
scherenartig gelenkigen Wangen G, G für die
Hobelschlitten F, F, welche ihren Stützpunkt im
gemeinschaftlichen Drehpunkte H auf der Standsäule
einerseits, und andererseits gesondert an der Formschiene (Schablone) L ihre Unterstützungen finden, welche an einem Ständer
angebracht sind, der auf einer kreisbogenförmigen Grundplatte aufgestellt wird.
In diesem Falle ist dieser Bogentheil an eine rechteckige Grundplatte mit zwei
parallelen Spannschlitzen angesetzt, auf welcher die Schlittenplatte für das
Fräsewerk läuft und welche sachgemäſs bis zur Standsäule des Triebwerkes verlängert
ist.
Während die Einrichtungen des Spindelstockes, sowie des Fräsewerkes als bekannt
vorausgesetzt und aus den Fig. 11 bis 13 leicht
wahrnehmbar sind, bedarf die Bauweise des Hobelwerkes einer eingehenden
Beschreibung.
Auf den inneren Führungsflächen des scherenartigen Wangenpaares gleiten zwei von
einander unabhängige Schlitten F, F, an dessen vorderen
Enden die Schneidstähle EE angebracht sind, von denen
gleichzeitig die beiden Flanken eines Zahnes bearbeitet werden.
Diese beiden Schlitten werden ferner vermöge eines gemeinschaftlichen Querstückes
durch die Schubstange RQ, welche mittels eines
Zwischengliedes QP an einem Schleifenhebel PO angelenkt ist, in Hubbewegung versetzt, und zwar,
wie ersichtlich, mit beschleunigtem Rücklaufe. Der Schleifenhebel wird durch einen
Kurbelzapfen, welcher vermöge Stufenscheibe M und
Schneckentriebwerk N bethätigt wird, um den Bolzen O in Schwingungen versetzt.
Der Mitteltheil der Standsäule, an welchem das Kurbeltriebwerk mit dem Schleifhebel
OP angeordnet ist, kann um die lothrechte Achse der
Schneckenspindel verdreht werden, um eine Anstellung der Scherwangen an das zu
bearbeitende Winkelrad zu ermöglichen.
In dieser Lage wird das Mittelstück, und mit demselben auch das Kurbeltriebwerk
festgelegt. Weil aber während der Bearbeitung der Zahnflanken noch eine, wenn auch
kleine Verdrehung der beiden Scherwangen in wagerechter Ebene erforderlich wird,
welche der Schaltung der Schneidstähle vom Zahnkopfe bis zur Zahnwurzel des
Werkrades entspricht, so ist ein gelenkiges Mittelglied QP zwischen Schubstange H und
Schleifhebelbolzen P unerläſslich. Demgemäſs findet der
Gelenkpunkt Q in einer feststehenden Kreisbogenschleife
die nöthige Führung, während der Gelenkbolzen H der
Scherwangen sammt dem Lagerdeckel jene bereits erwähnte Drehung vollführen kann.
Die Wangen G, G endigen in schwache, cylindrische
Stahlzapfen K, welche sich auf die Formschiene
(Schablone) stützen und längs dieser verlegt werden.
Damit aber auch die Hohlkehle an der Zahnwurzel nachgehobelt werden kann, müssen
diese Führungszapfen zur Hälfte abgehobelt werden, um eine stete Berührung längs der
Formschiene zu ermöglichen.
Diese Führungszapfen K werden von Schlitzplättchen L gehalten, welche mittels Zugstangen S an einem Kreuzkopfe T
angelenkt sind, welcher, auf einer Führungswange gleitend, vermöge einer
Schraubenspindel nach rechts geschaltet wird, welche von einer Schaltstange V von der Schubstange R
bethätigt wird.
Sobald während des Hobelns der Zahngrund erreicht ist, wird durch Anschlagknaggen W eine Ausrückstange verschoben und damit ein
Gewichtshebel ausgelöst, welcher die Abstellung der bisher selbsthätig wirkenden
Schaltung herbeiführt.
Da die Formschiene des Zahnquerschnittes in wagerechter Lage am festen Standgerüste
aufgeschraubt wird, so muſs ein Andruck des Führungszapfens der unteren Wange G an die untere Flankenform der Schablone durch
Gegengewichte oder Federkraft erhalten werden.Ueber
Maschinen zur Bearbeitung von Zahnrädern vgl. Grube, 1877 223 * 445. Corliß, 1877 223 *
449. G. Hermann, 1877 225 396. Haus, 1878 229 *28. Leupolt,
1878 229 216. Bement, 1878 230 * 126. Piat, 1879 232 *
490. Renk, 1880 238
* 280. Junker, 1882 244 * 272. Ruh, 336. Dengg, 1882 246 *
314. Albro, 1883 250
* 59. Bilgram, 1885 256 * 442. Wilkinson und Lister, 1886
262 484. Greenwood
und Batley, 1887 263 * 268. Eberhardt, 1887 264
* 366. Sloan und Chaze, 1887 264 * 545. Theilrad,
1887 264 * 594. Wohlenberg, 1888 268 * 104. Hetherington,1888 268 * 106.
Pregél.
Tafeln