| Titel: | Neuere Schleifmaschinen. |
| Autor: | Pr. |
| Fundstelle: | Band 277, Jahrgang 1890, S. 106 |
| Download: | XML |
Neuere Schleifmaschinen.
Mit Abbildungen im Texte und auf Tafel 7.
Neuere Schleifmaschinen.
Th. Mc Grath's Schleifmaschine mit
federnder Spindellagerung.
Um dem Schleifrade bezieh. dessen Spindel einige Nachgiebigkeit zu geben, damit
sowohl beim Abschleifen schwacher Plattenränder ein Ausbrechen derselben vermieden
werde, als auch Stöſse u.s.w. beim Auftreten stärkerer Widerstände zu mildern und
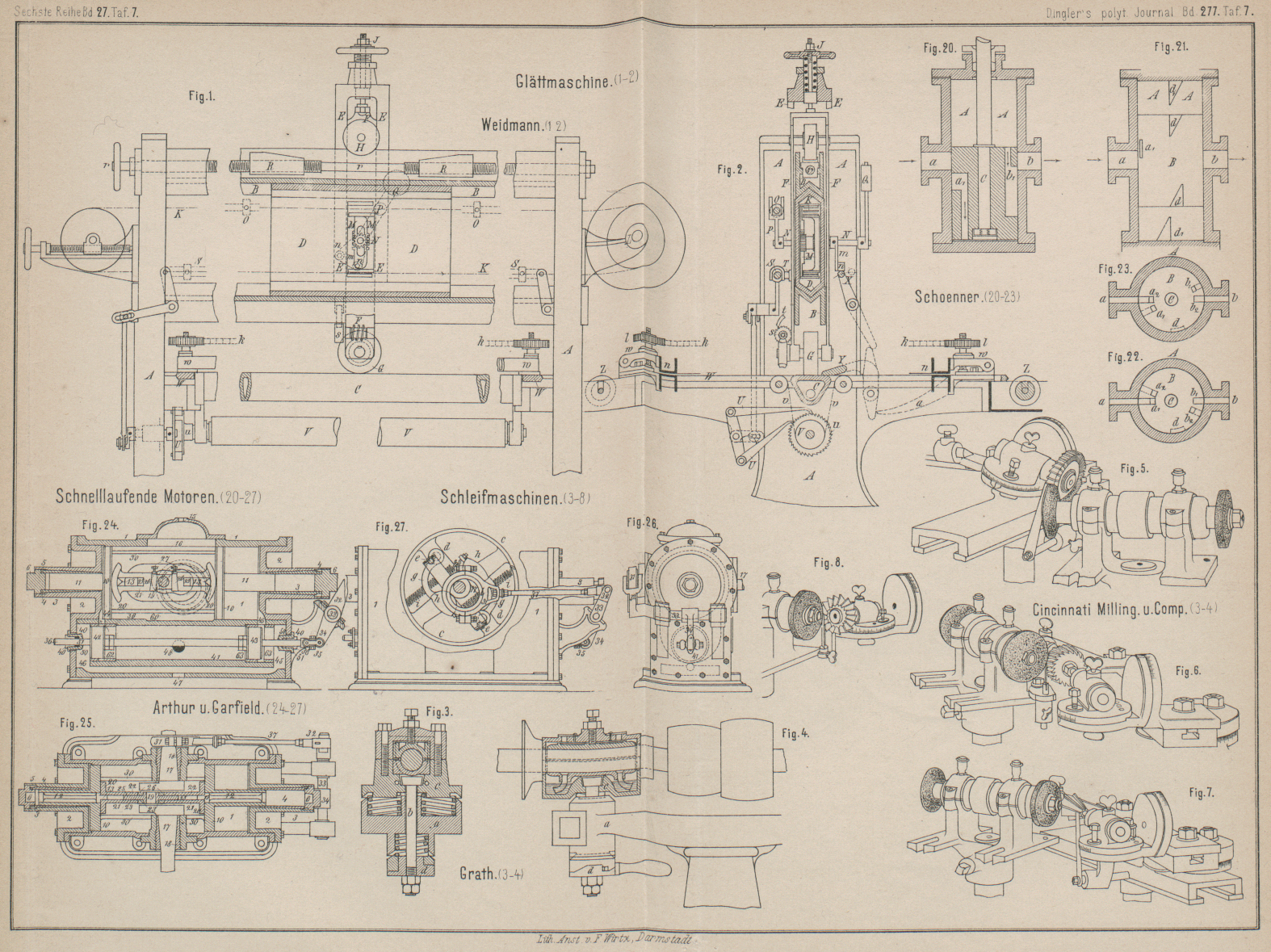
dadurch die Schmirgelscheibe zu schonen, sind die Spindellager der in Fig. 3 und 4 Taf. 7 nach American Machinist, 1889 Bd. 12 Nr. 47 * S. 1,
nachgebildeten Schleifmaschine derart federnd angeordnet, daſs diese Federkraft
beliebig geregelt bezieh. ganz aufgehoben werden kann.
Das Spindellager besteht aus einem Federgehäuse a,
welches auf dem Querbalken des Maschinenfuſses eingegossen ist. Der Lagerkörper c wird mittels eines durchgehenden Schraubenbolzens b gegen zwei obere Rundfedern gedrückt, indem durch
Verdrehung einer Kammscheibe d der Stützpunkt verstellt
wird, so zwar, daſs bei der gezeichneten Lage, also in der Hochstellung des Lagers,
die Federkraft völlig frei wirken kann. Wird hingegen bei einer Linksdrehung der
Kammscheibe der Lagerkörper bis zum oberen Rande des Federgehäuses niedergestellt,
wobei die untere Gegenfeder unterstützend wirkt, so wird dadurch eine starre
Lagerstellung erhalten.
Bemerkenswerth ist die sachgemäſse Ausführung der Spindellager, wobei auf Oelung und
Schutz der inneren Lagertheile möglichste Rücksicht genommen ist.
Die mit zwei fliegenden Schmirgelrädern versehene Maschine besitzt bloſs einfache
Auflagen, welche in Winkelstützen gehalten, in loth- und wagerechter Richtung
stellbar und dem Durchmesser des Schleifrades angepaſst werden können.
Erbauer dieser Schleifmaschine ist The Cohoes Iron Foundry
and Machine Co. in Cohoes, New York.
Sterling's Flach-Schleifmaschine
(Fig. 3).
Ein gewöhnlicher Spindelstock mit fliegender Schleifscheibe ist auf einem
Säulenständer aufgeschraubt, während an dessen lothrechter Vorderführung ein
Tischwinkel gleitet.
Fig. 3., Bd. 277, S. 106
Auf diesem ist mittels Schraubenspindel und Handrad ein
Schlitten verschiebbar, während die den eigentlichen Tischschlitten tragende
Führungsplatte Winkeleinstellungen bis 30° gegen die Wagerechte erhalten kann, wozu
zwei seitliche Schlitzbögen dienen. Die Tisch Verschiebung während des Schleifens
wird durch Handhebelbetrieb erhalten, indem mit dem vorderen Handrade der Schlitten
nachgestellt wird. Nach Industries, 1889 Bd. 7 * S.
512, ist The Sterling Emery Wheel Company in New York, 17 Dey Street,
Erbauer dieser Maschine.
Slack's Schleifmaschine (Fig. 4).
Nach The Engineer, 1889 Bd. 68 * S. 136, ist die
Schleifscheibe aus Keilstücken zusammengesetzt, welche je nach dem Arbeitszwecke aus
Sand- oder Quarzsteinen oder aus Schmirgelblöcken bestehen können, die mittels eines
Reifens in die Zahnlücken des Scheibenkörpers eingepreſst werden.
Eine Eigenthümlichkeit dieser Maschine besteht in der Schrägstellung des ganzen
Spindelstockes gegen die Wangenkante, welche vermöge eines Kettenzuges erhalten
wird, welches ein Schneckentriebwerk am Spindelrücktheil bethätigt, womit eine
Verdrehung des Spindelstockes um dessen mittleren Spannbolzen verbunden ist, während
vermöge des gröſseren Handrades der Spindelstockschlitten und mit demselben der
ganze Spindelstock gegen das Werkstück vor und zurück geschoben werden kann.
Fig. 4., Bd. 277, S. 107
Winkelrecht zum Spindelstockbett ist eine lange Querwange angeschraubt, auf welcher
der Aufspannschlitten bewegt wird.
Dieser trägt in zwei Seitenlagern stellbar die eigentliche Aufspannplatte, so daſs
hierdurch Schrägflächen in der Weise angeschliffen werden können, daſs bei einer
rechts- oder linksseitig gewählten Schräglage des Spindelstockes die Schleifscheibe
nur mit ihrer Randkante wirkt und zwar bei gleichbleibender Drehrichtung entweder
nach abwärts oder nach aufwärts schleifend.
Mit dieser Schleifmaschine ist insbesondere das Abrichten von Eisen- oder
Stahlguſsstücken beabsichtigt, wobei Flächen bis 250 und 300mm Höhe auf einmal bearbeitet werden können.
In der Quelle wird angegeben, daſs die einfache Bearbeitung der Stirnflächen an
Guſsrohrflanschen nur ein Sechstel der Kosten der Drehbankarbeit verursacht. Tasker, Sons and Co., New Station-road, Sheffield in
England, bauen dieses Schleifwerk.
Fay's Hobelmesser-Schleifmaschine
(Fig. 5).
Eine hübsche Formgebung weist diese, dem American
Machinist, 1889 Bd. 12 Nr. 44 * S. 3, nachgebildete Messerschleifmaschine
von J. A. Fay and Co., Cincinnati, Ohio, auf.
Es gewährt namentlich der sowohl im Fuſs als auch in der oberen Schlittenführung
stark ausladende Hohlguſsständer dem Antriebe einen ruhigen Gang, wie auch dem
Schlitten eine sichere Führung, wodurch eine geradlinige und richtige Zuschärfung
des Hobelmessers leicht erreichbar wird. Es ist auch aus diesem Grunde die um
Stirnzapfen schwingende Aufspannplatte etwas massig ausgeführt, damit möglichst alle
Schwingungen, die durch ungleichen Angriff des Schleifrades auftreten könnten, für
den Schleifvorgang unschädlich verlaufen. Diese Maschine wirkt mit der Stirnfläche
eines sogen. Tellerschleifrades, wodurch ebene Schleifflächen erzeugt werden. Der
Schleifwinkel wird bei Hobelmessern für die Bearbeitung weicher Hölzer annähernd
25°, für harte Hölzer etwas gröſser angenommen.
Fig. 5., Bd. 277, S. 108
Besondere Sorgfalt ist auf die Anordnung der Antriebscheiben angewendet, welche in
doppelseitiger Lagerung laufen, wodurch eine richtige Lage der Spindeln und ein
ruhiger Gang derselben gewährleistet wird.
Die selbsthätige Schlittenbewegung wird nach Art der Hobelmaschinenantriebe mit einem
über drei Scheiben geführten Steuerriemen durchgeführt, wobei die vorderen
Anschlagklötzchen am Schlitten die Hubbegrenzung und Umsteuerung besorgen.
Diese Maschine ist für Hobelmesser bis 800mm
bemessen und mit geringen Abänderungen auch zum Hohlschleifen einzurichten.
Die abzuschleifenden Hobelmesser werden an den Spannschlitzen der Schwingplatte
angeschraubt, während zwei Anschlagplättchen die richtige Einstellung erleichtern
(vgl. Oppenheim, 1888 269 *
415 und 1889 273 * 454).
Sterling's Messerschleifmaschine
„Diamond“ (Fig. 6).
Bei dieser Schleifmaschine wirkt das unmittelbar angetriebene Schleifrad mit der
Mantelfläche, indem das auf einer Schwingplatte aufgeschraubte Messer in annähernd
wagerechter Lage an den unteren Bogentheil des Schleifrades angestellt und durch die
eingeleitete Tischbewegung längs desselben verschoben wird.
Fig. 6., Bd. 277, S. 109
Je nach der gewählten Einstellung der Schwingplatte mit Neigung nach aufwärts oder
abwärts kann das Messer geschliffen oder abgezogen werden, indem die Schneidkante
des Messers der Drehrichtung des Schleifrades entgegengestellt wird oder von
derselben abgewendet ist. In beiden Fällen wird die Schleiffläche des Messers dem
Schleifradkreise entsprechend hohlgeschliffen.
Die Neigung der in Seitenlagern drehbaren Schwingplatte wird durch eine mittlere
Stützschraube geregelt, während die Anstellung an das Schleifrad durch
Lagerverschiebung mit Schraubenspindeln erreicht wird.
Der selbsthätige Tischbetrieb wird mittels eines über drei Scheiben geführten Riemens
von der Schleifradspindel abgeleitet, sowie das zum Naſsschleifen benöthigte Wasser
mittels einer Fächerpumpe in den Helmstutzen an die Schleifstelle gedrückt wird,
wobei der Standfuſs der Maschine als Wasserbehälter dient.
Rundstab-Schleifmaschine (Fig. 7).
Im American Machinist, 1889 Bd. 12 Nr. 35 * S. 5, ist
eine von der Springfield Glue and Emery Wheel Co. in Springfield,
Mass., gebaute drehbankartige Maschine ausgeführt, welche zum Schleifen von
Rundstäben, Handstangen, Walzen u. dgl. bis 600mm
Durchmesser und 2240mm Werklänge bestimmt ist.
Diese Maschine besteht aus einer trogförmigen 3660mm langen Wange, einem Spindelstock ohne Rädervorgelege und einem
Reitstock, welcher mit Rücksicht auf das Querstellen zum Behufe des Kegelschleifens
besonders breit ausgebildet ist.
Fig. 7., Bd. 277, S. 110
Ebenso ist der Schlitten mit auſserordentlich langen Führungslappen versehen, weil
derselbe mit gröſserer Geschwindigkeit von einem unabhängigen Riemenwerke nach Art
der Hobelmaschinen in hin und her gehender selbsthätiger Hubbewegung bethätigt wird.
Auf diesem befinden sich zwei selbständige Schleifradwerke, deren Räder (bis 500mm Durchmesser) gegensätzlich umlaufen, von
besonderen Deckentrommeln getrieben und vermöge zweier im Schlitten befindlichen
Schraubenspindeln an das kreisende Werkstück angestellt werden.
Selbsthätige Hubbegrenzung und Umsteuerung der Schlittenbewegung, sowie Abstellung
und Schlittenverschiebung durch Handbetrieb sind selbstverständlich.
Das Werkstück wird zwischen Spitzen oder auch in Setzstöcken und dann mit Planscheibe
gehalten, sowie zum Ausschleifen von Bohrungen ein kleines am Fuſsboden (Fig. 8) liegend
dargestelltes Schleifrad vorgesehen ist, welches am Schlitten aufgesetzt wird.
Die 63mm starke Bewegungsspindel ergreift den
Schlitten in der Mittellinie der Wange und möglichst hoch an der Führungsfläche.
Diese, sowie sämmtliche Bewegungstheile sind gegen Schleifstaub und Schlamm
möglichst gut geschützt, die Maschine mit allen zum Naſsschleifen erforderlichen
Einrichtungen ausgerüstet.
Fräser-Schleifmaschine (Fig. 5 bis 8 Taf.
7).
Von der Cincinnati Milling Machine Co. in Cincinnati,
Ohio, wird nach American Machinist, 1889 Bd. 12 Nr. 45
* S. 1 und 2, eine Schleifmaschine gebaut, welche hauptsächlich zum Schärfen von
Fräserwerkzeugen, Reibahlen u.s.w. bestimmt ist (vgl. Reinecker, 1886 260 * 113. Brown und Sharpe, 1886 261 *
157).
Um die Spannung des Treibriemens zu regeln, ist der Spindelstock mit den zwei
fliegend angeordneten Schleifrädern auf dem Kopfe des Säulenständers zum Verschieben
eingerichtet, während das die Tischtheile tragende Rohr um diese Säule drehbar
eingerichtet ist, wodurch das Fräsewerkstück in jede gewünschte Lage zu den beiden
Schleifrädern gebracht werden kann.
Zu diesem Behufe ist an das bereits erwähnte Säulenrohr eine wagerechte Kolbenführung
seitlich angeschlossen, in der ein Kreuzkopf stellbar ist, welcher die in der
Höhenrichtung verschiebbare mit einer Zapfenverlängerung ausgebildete Führungswange
trägt.
Auf dem darauf befindlichen Schlitten ist ein Drehtisch angeordnet, welcher einseitig
zu einem rechteckigen Aufspanntische ausgebildet ist, auf welchem eine eigenthümlich
ausgestaltete Aufspann Vorrichtung (Fig. 6 und 7), sowie nach Bedarf noch
ein kleiner Reitstock angebracht werden können. Diese Vorrichtung ermöglicht durch
die zwei winkelrecht zu einander stehenden Drehstücke eine Universaleinstellung der
Werkstückachse zur Tischkante sowohl, als auch vermöge der vorerwähnten Theile zu
jedem der beiden Schleifräder.
Die abzuschärfenden Fräser, welche zwischen Spitzen eingespannt oder auf einem
Spindelkopfe fliegend aufgesteckt sind, erfordern je nach Lage und Richtung der
Fräseriffen oder je nach der Körperform des Fräsers selbst eine entsprechende
Einstellung der Tischtheile, welche aber stets der Bedingung entsprechen muſs, daſs
die längs des Schleifradumfanges geführte Riffenkante des Fräsers in stetiger und
gleichmäſsiger Angriffsstärke auch stets einen gleichen Schleifwinkel ergebe, ohne
daſs eine andere als eine einfache Schlittenverschiebung während des Schleifens
nothwendig werde und die Umhüllungsform des Fräsers in keiner Weise beeinträchtigt
wird.
Diese bei gerade gerifften Kolben; sowie Kegelfräsern und Reibahlen leicht zu
erfüllende Bedingung führt zu Erschwernissen, sobald die Riffen gewunden sind, weil
das Schleifen der Rückenfläche einer Riffe, um weitere Umständlichkeiten zu
vermeiden, gewöhnlich bei festgelegtem Fräser stattfindet.
Eigentlich könnten Fräser mit gewundenen Riffen nur dann genau nachgeschliffen
werden, wenn man die beim Fräsen der eigentlichen Riffe gebrauchten Schlitten- und
Spindelbewegungen der Tischtheile auch auf die Schleifmaschine übertragen würde, so
daſs die daraus erfolgende Schluſsbewegung die gleiche Schraubenlinie wäre.
Das setzt aber voraus, daſs man beim Schleifen der einzelnen Fräser auch das
Bildungsgesetz ihrer Riffen kennen müſste, was unbedingt für den rascher
durchzuführenden Schleifvorgang viel zu umständlich ist.
Um diesen Schleifvorgang in einfacher Weise durchzuführen, benutzt man eine
Fräserriffe als Leitcurve, indem durch eine zusätzliche Drehkraft (Gewicht u.s.w.)
der Fräser beständig gegen einen feststehenden Leitzahn gedreht wird, so daſs bei
der nun erfolgenden Schlittenbewegung die Berührungsstelle des Schleifrades der
Rückenfläche der Riffe genau folgen kann. Dem sogen. Scharfschleifen neu
hergestellter Fräser muſs aber das Rundschleifen vorangehen, was durch Kreisung des
Fräsers bei fortdauernder Schlittenbewegung durchgeführt wird (vgl. Reinecker, 1886 260 *
113).
Bei der in Rede stehenden Schleifmaschine der Cincinnati
Co. ist eine selbsthätige Drehbewegung des Fräserwerkzeuges wegen der
weitläufigen Verstellbarkeit der Tischtheile und der leichten Bauausführung
derselben ausgeschlossen und zu umständlich, deshalb werden die Fräseriffen auch
einzeln nachgeschliffen, wie dies in den Fig. 5 bis 8 dargestellt ist, wobei
eine eingehende Beschreibung derselben überflüssig erscheint.
Pr.
Tafeln