| Titel: | Ueber Neuerungen in der Papierfabrikation. |
| Autor: | Alfred Haußner |
| Fundstelle: | Band 277, Jahrgang 1890, S. 211 |
| Download: | XML |
Ueber Neuerungen in der
Papierfabrikation.
Von dipl. Ingenieur Alfred
Haußner, Privatdocent an der k. k. technischen Hochschule Graz.
(Schluſs des Berichtes S. 174 d. Bd.)
Mit Abbildungen auf Tafel
12.
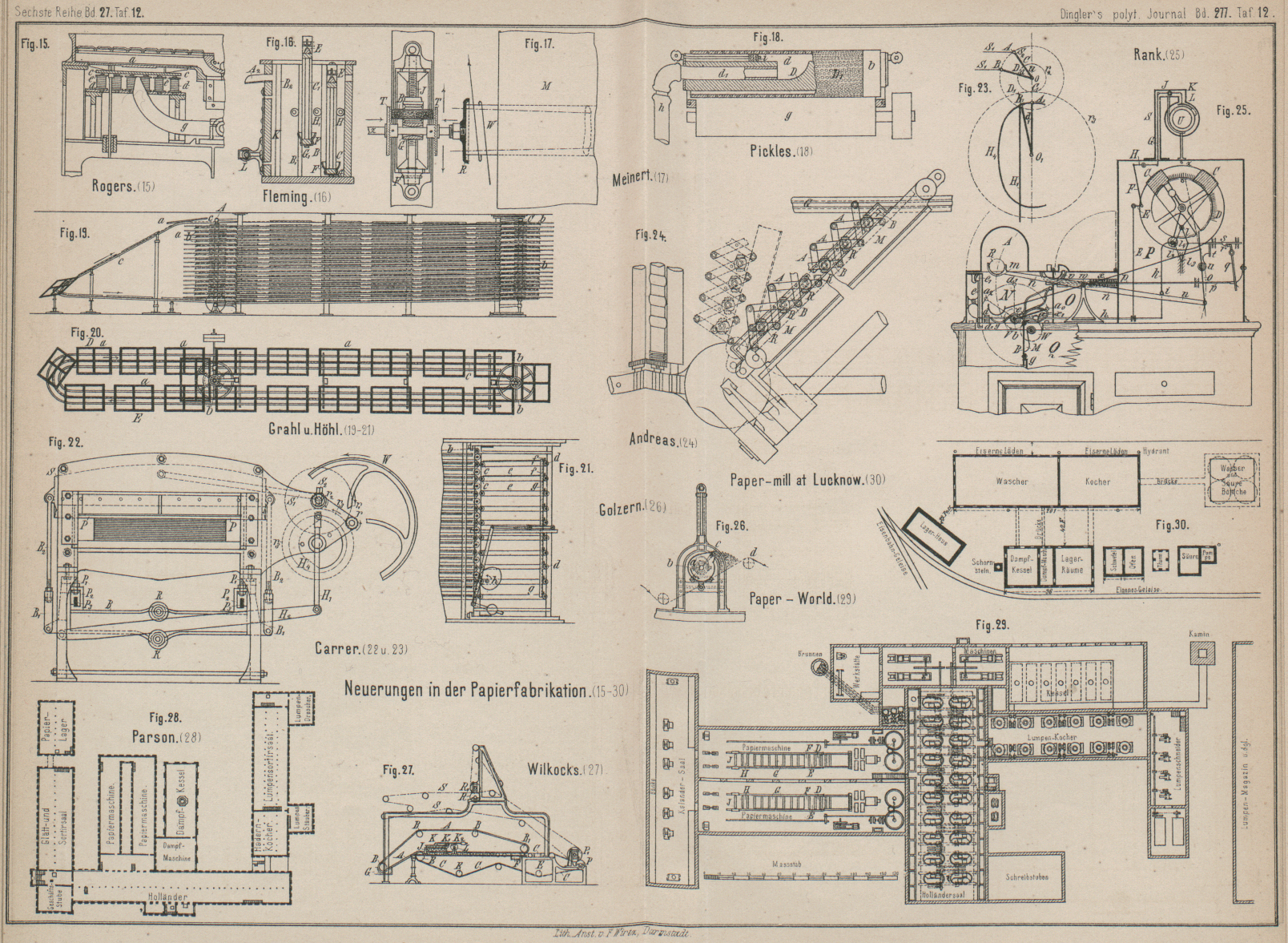
Ueber Neuerungen in der Papierfabrikation.
Bei dem Knotenfänger von Henry John Rogers in Watford,
England (D. R. P. Nr. 46739), wird die auf und ab gehende Bewegung einer Bodenplatte
durch abwechselnde Wirkung von Elektromagneten erzielt. Die Siebplatten f (Fig. 15 Taf. 12) können
überdies eine veränderliche Schlitzweite annehmen, indem zwei Platten über einander
so angeordnet sind, daſs die obere, rostartig gestaltet, mit ihren nach unten
zugeschärften Stäben sich der unteren beliebig nahe bringen läſst, wodurch die
scharfen Roststäbe in die Schlitze gelangen und diese verengen. Ob dies so genau
erfolgen kann, daſs beiderseits der eingesenkten Keilflächen gleich breite Schlitze
übrig bleiben, mag bei den kleinen hier in Frage kommenden Maſsen dahin gestellt
sein. Unter der Bodenplatte a, welche die Saugwirkung
vermittelt, befindet sich, mit derselben zusammengegossen, die Ankerplatte c, welche den Polen der Elektromagnete ed gegenüber liegt. Wird durch die Drahtspulen der
Strom geleitet, so erfolgt das Anziehen des Ankers c
und somit das Abwärtsbewegen der Platte a. Bringt man
Stellschrauben an, so kann der bezügliche Weg nach Bedarf eingestellt werden. Indem
der Knotenfangkasten zweitheilig hergestellt ist und die beiden Bodenplatten a (hier ist nur eine gezeichnet) durch den Hebel g verbunden sind, weiters die Durchleitung des Stromes
durch die Drahtspulen zu beiden Seiten der Mittellinie abwechselnd stattfindet, so
ist es durch eine passende Umschaltung, bei genügender Stromstärke, leicht möglich,
auch die Anzahl der Bodenplattenschwingungen dem Bedürfnisse gemäſs zu erreichen.
Daſs diese Einrichtung mindestens ebenso gut wirken kann, wie eine der anderen,
dasselbe Prinzip verkörpernden Constructionen, scheint uns fraglos. Ob jedoch die
ökonomische Seite bei allfälliger Anwendung, die vielen vorhandenen Einzeltheile,
Reparaturen u. dgl. diesen Apparat gegenüber anderen, einfacheren nicht nachtheilig
beeinflussen werden, muſs praktisch erprobt werden.
Endlich haben wir eine analoge Saugwirkung zu erwarten von der durch Kurbel- und
Schubstange hin und her bewegten Seitenwand K (Fig. 16) des
Knotenfängers von John Fleming in Cornwall, Ontario
(Amerikanisches Patent Nr. 392023). Nur ist bei demselben das Hauptgewicht auf die
Möglichkeit gelegt, bei nothwendiger Reinigung einer Knotenfangplatte den Betrieb
nicht unterbrechen zu müssen, indem eine zweite Platte neben der zu reinigenden
eingesenkt werden kann. In der Zeichnung ist die Platte C richtig eingesenkt und in Benutzung gedacht. Die unten befindliche Rinne
F fängt die gröberen Unreinigkeiten auf, durch den
Gummistreifen G ist am Boden die Dichtung hergestellt.
Soll C gereinigt werden, so wird vorerst die auch in
seitlichen Führungen gehende Platte C1 eingesenkt, C dann
ausgehoben, ohne daſs der Fluſs des Stoffes von rechts gegen links unterbrochen
werden muſs.
Zu den weiteren Theilen der Papiermaschine übergehend, sei darauf hingewiesen, daſs
auf das erste Siebwälzchen, wo das von der Brustwalze aufwärts streichende Sieb sich
wagerecht bezieh. etwas geneigt wendet, auf die letzten der Siebwälzchen und die
unten liegenden Führungswalzen besonderes Gewicht gelegt wird, bezieh. auf einen
gegenüber den anderen Siebwälzchen weit gröſseren Durchmesser gedrungen wird. Es
scheint diese Forderung nur begründet, indem die Biegung des Siebes um eine mit
gröſserem Durchmesser ausgestattete Walze für die Dauer wesentlich günstig wirken
wird.
Wie schädlich gleitende Reibung des Siebes über das dasselbe unterstützende Wälzchen
ist, wie sehr dieselbe die Dauerhaftigkeit desselben mindert, geht aus dem
Ausspruche hervor, den ein gewiegter Praktiker gegenüber solchen Neuerungen gethan
hat, welche diesen Umstand verhindern wollen: Das beste Mittel ist die Oelkanne in
der Hand eines aufmerksamen Maschinenführers. Doch findet man leider nicht immer
solche und haben deshalb Neuerungen, welche den Antrieb der Wälzchen, sämmtlich mit
gleicher Geschwindigkeit, bezwecken, immerhin gewissen Werth. Derart ist z.B. das an
Richard Smith in Boston ertheilte Amerikanische
Patent Nr. 398091, bei welchem jedes Wälzchen durch ein Kegelräderpaar angetrieben
wird.
Bekannt ist, daſs das Langsieb leicht seitlich sich „verläuft“ und dadurch zu
Störungen Anlaſs gibt. Gegen diesen Uebelstand sind schon mehrfach Vorkehrungen
getroffen worden, von welchem vorerst diejenige als Beispiel erwähnt werden mag, bei
welcher der Siebrand seitlich unter den Mantel eines cylindrischen Röllchens
schlüpft, dieses drehend mitnimmt und so zur Bethätigung eines Klingelapparates
Anlaſs gibt, wodurch der Maschinenführer aufmerksam wird und das Lager der Lenkwalze
mittels einer Schraube etwas verstellt. Auch sind Vorrichtungen erdacht worden,
welche dieses Verstellen selbsthätig bewirken lassen. So streift bei dem
Amerikanischen Patente Nr. 395253, ertheilt an Richard
Smith in Boston, der Siebrand an einen stellbaren Anschlag, verschiebt
diesen und rückt dadurch mittels einer Hebelverbindung einen Sperrkegelmechanismus
ein, was durch Anstemmen des Sperrkegels an einen Sperrzahn die Verschiebung des
einen Lagers der Leitwalze zur Folge hat. Einzusehen ist aber, daſs es jedenfalls
nothwendig ist, das Anstreifen des Siebes, welches ja nicht plötzlich und kräftig,
sondern allmählich immer mehr und mehr geschieht, durch eine bedeutendere Wegstrecke
erfolgen zu lassen, wenn der Apparat sicher wirken soll. Dadurch werden aber die
ohnehin heiklen Siebränder eine unangenehme Beanspruchung erfahren, die sicher einen
bälder eintretenden Verschleiſs zur Folge haben wird.
Nach einem ganz anderen Prinzip, welches eine bessere Schonung des theueren
Langsiebes erwarten läſst, ist der durch D. R. P. Nr. 44586 geschützte Sieb- und Gewebeführer von Bruno Meinert in Berlin construirt. Es wird hierbei nicht auf Anstreifen
der Ränder Rücksicht genommen, sondern durch Verlaufen des Siebes eine oder
allfällig zwei Walzen, zwischen welchen dann das Sieb sich befindet, seitlich
verschoben und so der Apparat zur Richtigstellung eingerückt. In Fig. 17 Taf. 12 ist die
Vorrichtung nach der Patentschrift skizzirt, Wir erkennen in W die Lenkwalze, welche durch das sich bewegende und durch W gestützte Sieb in der Pfeilrichtung gedreht wird.
Läuft das Sieb richtig, so stehen die beiden geriffelten und mit der Achse von W fest verbundenen Tellerscheiben T von der gerauhten Rolle B so weit ab,
daſs dieselbe still steht. Verläuft jedoch das Sieb M,
so nimmt es, der ganzen Breite nach auf W aufruhend,
die Walze W mit, drückt dadurch den einen oder den
anderen der Teller T an die Rolle B, wodurch dieselbe gedreht wird und, da ihre Nabe die
Mutter für die fest gelagerte Schraubenspindel J
bildet, sich auch verschiebt. Dabei nimmt sie aber auch das mit ihr
zusammengegossene Lager der Achse z der Walze W mit und stellt diese dadurch so weit schief, daſs das
Sieb M wieder in den richtigen Lauf gelangt. Damit
rückt dasselbe aber den Verstellungsmechanismus auch wieder selbst aus. Die
Vorrichtung ist wirklich hübsch gedacht, kann sicher nicht complicirt genannt werden
und verspricht besten Erfolg.
Das Amerikanische Patent Nr. 395544, ertheilt an Chalmers
Chapin in Holyoke, bezieht sich auf Saugkästen, indem derselbe empfiehlt, Saugkastendeckel, welche sonst mit
gebohrten, also durchaus gleich weiten Oeffnungen versehen werden, mit oblongen und
nach unten sich kegelförmig erweiternden Löchern gegossen herzustellen, was dann ganz leicht möglich ist und auch ein
allfälliges Verstopfen der Löcher hintanhält.
Eine bemerkenswerthe Einrichtung über Saugkästen enthält das Amerikanische Patent Nr.
384276 von James D. Pickles in Manchester, Connecticut,
und Williarn F. Pickles in Lafayette, Pennsylvania. Bei
den gewöhnlichen Saugkästen ist der Deckel fest und schleift das Sieb darüber.
Dadurch ist wohl ein ziemlich dichtes Anlegen des Siebes zu erhoffen, doch ist dann
die Abnutzung durch gleitende Reibung nur natürlich.
Beim Saugkasten von Pickles, der in Fig. 18 Taf. 12 nach der
in der Papierzeitung erschienenen Patentbeschreibung
skizzirt ist, haben wir einen festen, mit der Saugvorrichtung verbundenen Theil D, der oben der ganzen Länge nach einen Kanal d und eine mit der Luftpumpe verbundene centrale
Höhlung d1 enthält; D ist mit einem beständig sich drehenden gelochten
Mantel D1 umgeben, der
seinen Antrieb am Umfange durch Reibungsrollen so erhält, daſs er am äuſseren
Umfange dieselbe Geschwindigkeit wie das Langsieb annimmt und so zwischen den beiden
keine oder bei geringen Differenzen in der Geschwindigkeit auch nur geringe
gleitende Reibung stattfindet.
Um den Saugkasten der Papierbreite anzupassen, haben wir in dem oberen Längskanal
jederseits luftdicht schlieſsende Kolben i angeordnet.
Durch Hebelbelastung wird ein beständiges Andrücken an das Langsieb erreicht. Soweit
scheint die Einrichtung wirklich recht hübsch; doch mag das Bedenken nicht unerwähnt
bleiben, daſs das Langsieb sich nicht so weit ordentlich an den Saugkastenmantel
gegen vorn und rückwärts anlegt, daſs das Absaugen nicht durch das Sieb hindurch,
sondern auf einem anderen Weg stattfinde.
Sehr wichtig für das richtige Laufen des Metalltuches ist die genaue Stellung der Gautschwalzen,
deren Achsen genau parallel sein sollen. Es wird dies gewöhnlich durch Anlegen von
genau hergestellten Latten an den beiden Enden der Walzen und Vorbeivisiren
untersucht. Dies hat immerhin gewisse Mängel an sich, indem auf genaues Sehen
gerechnet wird. Deshalb ist eine Vorrichtung des Ingenieurs Edward Rész, welche derselbe in der Papierzeitung beschreibt, recht empfehlenswerth, weil man durch dieselbe
von diesem Umstände ziemlich unabhängig wird. Er verwendet einen genau hergestellten
Metallwinkel, an dessen Ecke eine Libelle, durch Scharnier mit demselben verbunden,
sich befindet, welche durch Schraube und Rädchen in fester und doch stellbarer
Verbindung mit dem Winkel gesetzt ist. Bringt man nun die Libelle nach erfolgtem
Anlegen des Winkels an dem einen Ende der Gautschwalzen zum Einspielen, so muſs dies
bei richtiger Lage der Walzen auch beim Anlegen des Winkels am anderen Ende der
Walzen geschehen.
Von der richtigen Stellung der Gautschwalzen hängt wesentlich eine gute Papierbildung
ab. Vielfach wird das „Blasig- oder Welligwerden“ der Papierbahn schlecht
gestellten Gautschwalzen zugeschrieben. Mehrfach konnte jedoch auch abgenutzter,
„hart“ gewordener Filz als Ursache erkannt werden. Als Mittel dagegen ist
ein leichtes Filzwälzchen empfohlen, welches auf dem Filz liegt, über welches
entweder die Papierbahn geleitet wird, oder es wird dieselbe zwischen Wälzchen und
Filz durchgeführt. Ein weiterer Grund für die unangenehme Erscheinung ist in der
Mischung verschiedener Stoffsorten, insbesondere auch in der Beigabe von
Ersatzstoffen zu suchen. Papierfabriken arbeiteten bei gleichartigem Stoffe ganz
ohne Anstand, während sofort nach Zugabe von Ersatzstoffen Miſsstände auftraten. Josef F. Flood und Buchanan, Bolt und Co. in Holyoke
wollen das Blasigwerden der Papiere, das „Hartwerden“ der Filze, deren
bedeutenden Verschleiſs und die dadurch verursachten Kosten durch Ersetzen der Filze
durch Metallsiebe (Amerikanisches Patent Nr. 403744) vermeiden. Abgesehen davon,
daſs die hierdurch in das Papier gemachten Eindrücke auch bei kräftigem Kalandern
nicht verschwinden dürften, so scheint es uns, daſs man bezüglich des Verschleiſses
und der Kosten damit aus dem Regen in die Traufe kommen wird; erinnern wir uns doch
nur an die kostspieligen Langsiebe der Papiermaschinen.
Besonders bei feinen Papieren und solchen aus weniger festem Stoffe würden Blasen
leicht zu schlechten Stellen im Papiere Anlaſs geben und damit vielleicht öfteres
Reiſsen der Papierbahn oder doch ein unschönes Aussehen zur Folge haben. Es ist
deshalb auch die Anwendung eines Obertuches, um Papiere jeder Stärke herstellen zu
können, wofür neuerdings Heinrich Hoeborn und Cie. in
Hemer das D. R. P. Nr. 46422 erhalten haben, nur zu empfehlen. Nach diesem Patente
wird die ganze Siebpartie und die Gautsche durch einen Filz in Bewegung gesetzt, welcher
selbst von der Ober walze der Naſspresse angetrieben wird. Dadurch soll es noch
möglich sein., Seidenpapiere von 16g Gewicht für
1qm herzustellen, während die besten
englischen Maschinen nur solche von 42g liefern
können.
Um die Walzen der Naſspresse leicht und schnell auswechseln zu können, hat Vincent G. Hazard in Wilmington die untere Walze in
oben offene Lager gelegt, während die Oberwalze in dem Ende eines einarmigen Hebels
gelagert ist, der durch eine Schraubenspindel leicht gehoben werden kann
(Amerikanisches Patent Nr. 398394).
Zur Trocknung von Papier übergehend, sei des sich in der
Praxis gut bewährenden, von Ingenieur Kaiser
construirten Trockenapparates für Maschinenpapier gedacht. Bei demselben soll im
Anfange, wo das Papier noch sehr feucht ist, eine direkte Berührung mit den heiſsen
Trockencylindern vermieden und das Papier allmählich immer höheren Temperaturen
entgegengeführt werden. Das Papier läuft nämlich über Haspel, welche die
Trockencylinder umgeben, und wird dabei selbsthätig durch zwei endlose schmale
Bänder fortgeleitet, wobei auf die nöthigen Regulir- und Spannvorrichtungen gedacht
ist. Der Dampf wird in die in zwei Gruppen von je sechs kleinen Trockencylindern,
von denen wieder je drei lothrecht über einander liegen, u. z. in die höchst
liegenden direkt geleitet, durchströmt diese und der Reihe nach die tiefer
liegenden, während das Papier den entgegengesetzten Weg macht. Dadurch nähert man
sich der so günstig wirkenden Lufttrocknung, und ist auch der günstige Einfluſs
durch die Prüfungsergebnisse der Anstalt in Charlottenburg festgestellt, indem in
der Längsrichtung derartig getrockneter Papiere eine gröſsere Dehnung gefunden wurde
als in der Querrichtung, während sonst das umgekehrte Verhältniſs einzutreten
pflegt. Es ist dies durchaus nicht unnatürlich, wenn man bedenkt, daſs die erste,
scharfe Trocknung erwiesenermaſsen den schädlichsten Einfluſs auf die Zugfestigkeit
ausübt.
Für die Trocknung von Pappen haben sich Cylinder von etwa 1m,8 Durchmesser gut bewährt, indem hierbei behufs
genügender Festigkeit der Cylinder schon eine ziemliche Wandstärke nothwendig ist,
um dem Dampfdrucke zu widerstehen. Dadurch ist aber auch erreicht, daſs derselbe
eine gleichmäſsigere Wärme behält und das Werfen der Pappen nicht so sehr befürchten
läſst. Noch gröſsere Cylinder würden verhältniſsmäſsig auch noch bedeutendere
Wandstärken erhalten müssen und daher aus doppeltem Grunde schon so schwer werden,
daſs deren Anwendung sich nicht empfiehlt.
Zur selbsthätigen Bewegung bezieh. Einführung von Bogen in Trockenräumen haben Grahl und Höhl in Dresden ein Patent für eine
Einrichtung angemeldet, welche nach einer in der Papierzeitung erschienenen Skizze in Fig. 19 und 20 Taf. 12
skizzirt ist. Die Bogen werden auf Rahmen a gelegt,
welche einfach auf lothrechte Zapfen an einer endlosen, sich beständig bewegenden Kette gesteckt
sind und so von derselben mitgenommen werden. Die Bogen werden bei D aufgegeben, zur obersten Reihe emporgeführt und,
indem dann die Kette um Räder b auf den lothrechten
Wellen A und C gelegt und
durch Reibung mitgenommen wird, schrittweise nach unten gebracht, indem sie
sozusagen eine Schraubenlinie durchlaufen. Die Welle A
wird angetrieben.
In anderer Weise wird das Ueberführen der Bogen aus einer Reihe in die nächst niedere
in einem weiteren Patente von Grahl und Hoehl
ausgeführt (D. R. P. Nr. 43138). Die Bogen werden einzeln in möglichst gleichen
Abständen auf die oberste Reihe des Trockenapparates aufgelegt, bewegen sich mit
ihrer Unterlage (Fig. 21 Taf. 12) bis an das Ende der Reihe und fallen dort auf endlose um
Rollen c, d bewegte Bänder e auf, welche sie mitnehmen. Hierbei lehnt sich ihr Rand an die Leiste f. Sämmtliche Leisten f
sind durch einen Rahmen g verbunden, welcher durch eine
Schubstange mit dem einen Ende eines Hebels verbunden ist, der um eine Achse
schwingt, hin und her bewegt von einer unrunden Scheibe h. Dadurch werden also vorerst, wie oben gesagt, die Bogen von ihrer Reihe
abgenommen und, indem die betreffenden Bändchen in der Höhe der nächsten Reihe die
Bogen halten, beim Rückgange dieser zugeführt. So wiederholt sich das Spiel
beiderseits, bis die Bogen unten angelangt sind.
Aehnlich einer Einrichtung, welche bereits in dem vorigen Referate, 1888 269 97, beschrieben wurde, ist der Trockner von John H. Lorimer in Philadelphia (Amerikanisches Patent
Nr. 393770), bei welchem das Trockengut zwischen zwei Sieben (Filzen) in die
Trockenkammer und aus derselben geführt wird.
Ferdinand Adler in Neudorf a. d. Spree benutzt nach dem
Oesterreichisch-Ungarischen Privilegium vom 21. Februar 1889, D. R. P. Nr. 46718 zur
Trocknung von Pappen eine eigenthümliche Aufhängungsart, welche das allseitige Zusammenziehen der Pappen nicht behindert.
Dieselben werden durch den Schlitz zwischen zwei an einander geklemmten Holzlatten
lose eingeführt und der nach oben reichende Rand
zwischen zwei oder drei einfachen Klammern geklemmt, so daſs diese, wenn die Latten
seitlich auf Unterstützungen gelegt werden, lose sich an die Oberseite der Latten
stützen und den Bogen ganz frei beweglich halten.
Ueber Papierschneidmaschinen liegen einige recht
interessante Neuheiten vor. Die Maschine von Leo Carrer
in Düsseldorf (D. R. P. Nr. 47146) ähnelt in ihrer äuſseren Gestalt bereits
bekannten Ausführungen, doch ist in Bezug auf die Schnittwirkung eine eigenthümliche
Anordnung getroffen. Wir haben in der nach der Patentschrift gegebenen Skizze Fig. 22 Taf.
12 einen durch den Preſsbalken P genügend gedrückten
Papierstoſs vor uns, der von dem im Messerbalken S
angebrachten Messer so zerschnitten wird, daſs dasselbe in einer Zickzacklinie durch
die ganze Höhe geführt wird. Hierbei soll vorher ausprobirt werden, unter welcher Neigung gegen die
Wagerechte die Schneide am besten geführt wird, und soll die Messerbewegung dann so
erfolgen, daſs dieser Winkel fortwährend derselbe bleibe. Dies geschieht durch einen
von der Welle des Schwungrades W aus bewegten
Mechanismus. Durch das kleine Getriebe r wird das
gröſsere Rad r1 in der
Pfeilrichtung gedreht. An dessen Welle befindet sich aber die Kurbel S2, welche mittels der
Schubstange S1 den
Messerbalken S in der Längenrichtung des Messers hin
und her zu ziehen vermag. Für das Eindringen des Messerbalkens wird die Bewegung von
dem Trieb r2 auf der
Welle von r1 noch
weiter auf das groſse Rad r3 ins Langsame übersetzt, wodurch auch die auf seiner Welle aufgekeilte
Kurbelscheibe mit der Nuth B4 gedreht wird. In H4 gleitet aber der Zapfen der Schubstange H1, welche am Ende des
einarmigen Hebels H2
angreift, denselben auf und ab bewegt und diese Bewegung noch entsprechend kleiner
auf die Traverse B überträgt, indem H2 zwischen den beiden
Rollen R, welche sich um durch B gesteckte Achsen drehen, hindurchgeht. Wegen der lothrechten Stangen B2 muſs der
Messerbalken aber die Bewegungen der Traverse B
mitmachen. Das Festklemmen des Papierstoſses vor dem Schneiden mittels des Balkens
P, was hier wegen der hin und her gehenden Bewegung
des Messers noch nothwendiger als bei anderen Maschinen erachtet werden muſs,
geschieht durch Hebelbelastung, indem die Gewichtshebel P3 durch Vermittelung der Winkel P2 vorerst auf der
Traverse B aufruhen, mit dieser sich so lange
gleichmäſsig senken, bis der Preſsbalken P sich auf den
Papierstoſs auflegt, und dann durch die Stangen P1, deren Länge mit Schrauben geregelt werden kann,
ihre jetzt frei schwebende Belastung auf den Balken P
übertragen. Noch ist die Bedingung zu erörtern, unter welcher der Eindringungswinkel
des Messers gegen die Wagerechte während der Bewegung ungeändert bleibt. Es möge
dann, wenn die Kurbel S2 (Fig. 23) in der Lage oA den beliebigen Winkel ω
mit der Lothrechten oo1
einschlieſst, die Kurbelwarze in der Nuth H4 bei A1 gerade in der Lothrechten oo1 stehen. Bewegt sich dann die Kurbel
S2 um den Winkel
δ weiter von A gegen
B, so drehe sich die Kurbelscheibe vermöge der
Räderverbindung um den Winkel δ1 und die Warze gelange von A1 nach B1. Nennen wir nun diese veränderliche Entfernung B1
o1 . . . . . allgemein
r, die Radien der Räder r2, r3 bezüglich mit diesen Buchstaben, mit k die Kurbellänge S2, so wird, wenn wir von dem Einflüsse der endlichen
Länge der Schubstangen absehen:
s = k
[sin (ω + δ) – sin ω]
der nach links zurückgelegte Weg der Schubstange S1, mithin auch der
wagerechte Weg des Messerschlittens sein. Nun ist wegen des Eingriffes der Räder r2 und r3 : arc . DC = arc . D1C1,
\mbox{somit:}\ r_2\,.\,\delta=r_3\,.\,\delta_1,\
\mbox{oder:}\ \delta=\frac{r_3}{r_2}\,.\,\delta_1.
Der lothrecht abwärts gerichtete Weg der Stange H1 ist, wieder bei
Vernachlässigung des Umstandes, daſs H1 endliche Länge besitzt:
s1 =
o1
A1 – o1
B1 . cos δ
1,
oder auch bei Einführung der abgekürzten Bezeichnungen:
s1 =
r0 – r . cos δ1.
Nun soll die Neigung, unter welcher das Messer den Schnitt
schräg gegen die Wagerechte vollzieht, unveränderlich sein; daraus folgt aber, da
sich diese Neigung aus dem lothrechten Wegstück s1 übersetzt im Hebelverhältnisse
\frac{a}{b} des Hebels H2, und dem gleichzeitigen wagerechten Wege s bildet, daſs sein soll:
\frac{b}{a}\ \frac{s}{s_1}=tg\,\alpha=const.\
\mbox{oder}\ \frac{s}{s_1}=\frac{a}{b}\,.\,tg\,\alpha,
also auch:
\frac{k\,.\,[sin\,(\omega+\delta)-sin\,\omega]}{r_0-r\,cos\,\delta_1}=tg\,\alpha\,.\,\frac{a}{b}.
Folglich ist:
\frac{r_0}{cos\,\delta_1}-k\,[sin\,(\omega+\delta)-sin\,\omega]:\frac{a}{b}\,tg\,\alpha\,.\,cos\,\delta_1=r,
oder auch:
R=\frac{r_0}{cos\,\delta_1}-\frac{k\,\left[sin\,\left(\omega+\frac{r_3}{r_2}\,\delta_1\right)-sin\,\omega\right]}{\frac{a}{b}\,.\,tg\,\alpha\,.\,cos\,\delta_1}
die Polargleichung der in der Kurbelscheibe einzuarbeitenden
Nuth, Man sieht, daſs diese Gleichung trotz der vorgenommenen Vernachlässigungen
nicht einfach ist. Immerhin können leicht einzelne Punkte derselben bestimmt und aus
diesen die Nuth hinreichend scharf angegeben werden.
Als ein Fortschritt mag auch die Angabe von Fr. W.
Andreas in Coswig i. A. (D. R. P. Nr. 43654) für Diagonalschneidmaschinen
hervorgehoben werden. Beim Verschieben des am Ende der Maschine angebrachten Balkens
derartiger Maschinen ist es nothwendig, jede einzelne Führungsbänderrolle zu
verstellen, was recht umständlich ist. Dies wird gemäſs Fig. 24 Taf. 12 nach der
Patentschrift hier dadurch vermieden, daſs die Rollen R
auf den Stäben A einer scherenartigen Verbindung
gelagert sind. Indem nun die eine Reihe der Gelenke der Scheren auf dem Messerbalken
M sich befindet, die anderen Gelenke frei sind und
ein Ende der Stäbe A in der festen Nuth G geführt ist, wird durch die Stellung des Balkens
selbst, wie im Vergleiche mit der punktirt gezeichneten Stellung ersehen werden mag,
die richtige Lage der Führungsrollen R erreicht.
C. L. Lasch und Cie. in Reudnitz-Leipzig erhielten das
D. R. P. Nr. 43571 für eine eigenthümliche Einrichtung, um mittels Kreismesser aus
breiten Rollen schmale neben einander aufgewickelte zu erzeugen. Eine entsprechend
geschlitzte Bodenplatte verschlieſst den Kasten mit den Schneidrädchen, der auf den
geschnittenen Rollen so aufruht, und ragen die Schneiden nur wenig durch die
Schlitze der Bodenplatte vor.
Durch das Gewicht des Kastens wird ein dichtes Aufwickeln erzielt und ziemlich gut
ein seitliches Ausweichen gehindert.
Bei dem durch D. R. P. Nr. 26409 geschützten Schnittandeuter von Karl Krause in Leipzig
wird, um genau nach vorgezeichneten Linien den Schnitt zu vollziehen, ein Balken
mittels eines Fuſstrittes herabgelassen bezieh. gehoben, um so rasch die Stelle zu kennzeichnen, wo das Messer
auftreffen würde.
Um Pappen scharf im Winkel biegen zu können, ist von Friedr.
Birkenbusch in Dresden-Altstadt im D. R. P. Nr. 43450 das Abschaben von
Pappentheilen an der Umbiegstelle durch Messer, die durch einen entsprechenden
Mechanismus hobelnd vorgeschoben werden, angegeben, während die geklemmte Platte
durch eine Spurrolle umgebogen wird.
Nach der Erfindung von Gebrüder Brehmer in
Plagwitz-Leipzig wird auf seiner Pappenfräse die Kante
angefräst.
Es ist bekannt, daſs bei nicht gehöriger Aufmerksamkeit des Maschinenführers das
Papier nicht gleiches Gewicht behält, d.h. daſs gleiche Flächen der Papierbahn, an
verschiedenen Stellen derselben entnommen, nicht gleich viel wiegen, sondern daſs
die Gewichte oft bedeutend von einander abweichen. Es kann dies dem Fabrikanten
einen bedeutenden Schaden verursachen und die Verkäuflichkeit der Waare wesentlich
beeinträchtigen. Deshalb ist es nothwendig, dem Maschinenführer die regelmäſsige
Controle des Gewichtes aufzutragen; nicht selten wird dies jedoch nicht gehörig
beachtet und ungleichförmiges Papier erzeugt. Es hat daher ein Apparat, der die
Wachsamkeit des Wärters controlirt, etwas für sich. Der Apparat müſste selbsthätige
Gewichtsangabe des Papiers ermöglichen, die Zeitangabe fortlaufend notiren, ohne
daſs der Maschinenführer diese Notizen beeinflussen und nur der controlirende Beamte
Vergleiche mit den Aufzeichnungen des Wärters thun kann. Zugleich ist der
selbsthätige Verschluſs der Controlbogen wünschenswerth. Diesen vielfachen
Anforderungen wird die Fabriksbogenwage mit selbsthätiger Aufzeichnung der Zeiten
der Wägungen gerecht, für welche allerdings nicht gerade einfache Einrichtung Georg Rank in Osery bei Grodno in Ruſsland das D. R. P.
Nr. 48316 erhielt. In Fig. 25 Taf. 12 ist die
Vorrichtung nach der Patentschrift skizzirt.
Im Inneren eines vollständig verschlieſsbaren Kastens, von dem nur zeitweilig der
Theil N dem Wärter zugänglich ist, schwingt der
Wagebalken n, der an dem einen Ende in die Schale m den mit einem numerirten Ringe umschlossenen Bogen
aufnimmt, was dann geschehen kann, wenn der Deckel A
selbsthätig aufgeklappt ist. Ist dies geschehen, so wird A vom Wärter geschlossen und durch die Knaggen e1 so lange unter Verschluſs gehalten, bis
alle übrigen Functionen des Apparates im Inneren vor sich gegangen sind. Dabei wird
aber die untere Knagge e2 des Hebels e derart gestellt, daſs der
Riegel g der Thüre zwischen Theil N und
Q frei wird, diese durch ihr Eigengewicht nach
abwärts sich dreht und den Zugang von N nach Q öffnet. Zugleich wird durch das Schlieſsen des
Deckels A aber auch die Gewichtsscala z von den sie gewöhnlich verhüllenden Kappen C frei gemacht. Dies geschieht, durch das am Deckel
befestigte Zahnradsegment v und die Zahnstange p, indem diese mit ihrem anderen Ende den durch eine
Feder angedrückten Knaggenhebel q soweit dreht, daſs
sein oberes Ende unter den Zahn r gelangt, wodurch es
der Stange s ermöglicht ist, dem Drucke der Feder u zu folgen und durch ein geeignetes
Verbindungsstängelchen das Gelenksparallelogramm ll1
l3
l2 aus einander, das
Gelenk l herab zu ziehen und somit die Kappen CC seitlich von der Scala z zu entfernen, da durch Stängelchen die Verbindung derselben mit dem
Gelenksparallelogramm hergestellt ist. Das Gewicht des Bogens kann nun abgelesen
werden. Hierauf kann der Bogen von der Wagschale entfernt werden, was durch den
Löffel y unter Mitwirkung des eigenthümlich hohl und
oval gestalteten Hebedaumens x1 geschieht. An der Achse von x1 ist ein Kurbelgriff
gewöhnlich in der Richtung gegen A0; bewegt sich der Griff von A0 gegen a1, so wirkt x1 auf y und dieser
Abwerfer unterfährt rasch seitlich die auf der Schale
liegende Papierrolle, wirft sie von jener ab, worauf sie in den Kasten Q hinabfällt und dort mit anderen Rollen so lange
verbleibt, bis der betreffende Beamte, etwa beim Schichtwechsel, sie dem Kasten
entnimmt. Dreht der Wärter dann die Kurbel weiter von a, nach a2, so wird durch die Zahnräder
V und W endlich die
mit W auf derselben Achse befindliche Spiralfeder M so weit gespannt, daſs sie Kraft genug erhält, die
Bodenplatte B wieder aufwärts zu drücken, bis Riegel
g einschnappt und durch den bereits erwähnten
Knaggen e2 festgehalten
wird. Ist aber die Kurbel bis a2 gelangt, so ist
auch das an ihrer Achse befindliche Excenter c soweit
gedreht, daſs es mittels des Stängelchens d dem Hebel
e den weitest möglichen Ausschlag derart gegeben
hat, daſs der obere Knaggen e1 den Sperrhaken f des Deckels frei gibt und dieser selbsthätig
aufspringt, da die Feder x fortwährend auf die früher
schon erwähnte Zahnstange p wirkt und daher vermöge des
Getriebes v die Drehung des Deckels A wirklich einzuleiten vermag. Zur endlichen
Verzeichnung der Zeiten der Abwägungen dient die oberhalb des beschriebenen
Apparates befindliche Controluhr U, indem auf einen
schon vorbereiteten, eingetheilten und fortgesetzt bewegten Papierstreifen durch
Nadelstiche von der Blattfeder L die Zeiten der
Wägungen markirt werden. Indem nämlich der Maschinenführer den Kurbelgriff A0 nach a1 und a2 rückt,
bewegt das bereits erwähnte Excenter c auch das
Stängelchen h, dadurch auch den Winkelhebel E, die Zugstange F, den
Hebel H, weiter G und den
Hebel JK, dessen nach abwärts gerichtetes Ende K die Nadelspitze der Feder L in den Papierstreifen eindrückt. Unter einem bethätigt auch die Excenterstange h den Hebel k, dessen
oberes Ende dann durch einen Kloben auf das Gelenk l2 wirkt, dadurch das ganze Parallelogramm schlieſst
und somit auch die Verhüllung der Scala z durch die
Kappen C erreicht. Da, wie früher erwähnt, die
Zahnstange p durch die Feder x nach links gerissen wurde, kann der aufrechte Hebel q den Zahn r der Stange
s gefangen halten, so daſs der Apparat wieder ganz
in den anfänglichen Zustand versetzt ist.
Die Maschinenbauanstalt Golzern, welche dem Referenten
freundlichst Zeichnungen ihrer Specialmaschinen zukommen lieſs, stellt auch unter
anderen einen sehr hübschen Einsprengapparat dar, der in Fig. 26 Taf. 12
gezeichnet ist. Ein drehbar gelagertes Spritzrohr a
erhält in einer Längsreihe Löcher, durch welche die kalte oder warme Flüssigkeit
ausgespritzt wird und vorerst auf den ebenfalls drehbar gelagerten Blechmantel mit
Austrittsöffnung c schlägt. Sie wird dort so zerstäubt,
daſs die feineren Bläschen nach auſsen auf die zu feuchtende Bahn d gelangen, während die schwereren Tropfen im Mantel
zurückgehalten werden. Durch die Drehbarkeit der beiden erwähnten Haupttheile kann
der Austritt der zerstäubten Flüssigkeit beliebig regulirt werden.
Die Feuchtapparate leiten uns zur Betrachtung der Kalander, bei welchen hauptsächlich in der Ausbildung des Bekannten
Verbesserungen stattfanden; insbesondere sei der prächtigen Frictionskalander der Firma Haubold in
Chemnitz gedacht, mit welchen man durch Räderauswechselung beliebige Friction
erreichen und auch aus ganz untergeordneten Rohmaterialien hergestellte Papiere mit
Hochglanz versehen kann. Bei dieser Gelegenheit sei der in gewisser Hinsicht
vortheilhafte Einfluſs des Kalanders auch auf den inneren Werth der Papiere erwähnt,
indem hierüber ganz interessante Prüfungsergebnisse als Beweis vorliegen.
Insbesondere können die Eigenschaften von Bogenpapier durch richtiges Kalandern in
der Querrichtung ganz merklich gebessert werden.
Das Oesterreichische Privilegium vom 4. Februar 1889, ertheilt an F. Hawke und Ch. J. Ford in London, betrifft auch
eigentlich Kalander, in denen Muster in das durchgehende Papier gepreſst werden. Im
Wesentlichen ist das Verfahren nicht neu und konnten die Genannten auch kein D. R.
P. erlangen.
Eine besondere Einrichtung ist in dem Englischen Patente Nr. 8730, ertheilt an R. T. Willcocks in Buckfastleigh, Devon., enthalten, um
auf einer der gewöhnlichen Langsiebmaschine nachgebildeten Einrichtung Papier
herzustellen, welches das äuſsere Ansehen von Handpapier besitzt, Fig. 27 Taf. 12 stellt
eine Skizze der Vorrichtung dar. Wir haben das gewöhnliche Langsieb C, über welchem aus Kautschuk oder ähnlich biegsamem
Materiale eine endlose Reihe AA solcher Theile in
gleicher Geschwindigkeit mit dem Siebe vorüberziehen, daſs sie eigentlich Handformen
auf dem Siebe C abgrenzen, in welche Formen aus J Stoff einflieſst; durch den Saugkasten F, die Gautsche PP1 findet eine der üblichen Maschinenpapierherstellung ähnliche
Entwässerung der auf dem Siebe C so entstehenden
einzelnen Bogen statt, die dann durch den endlosen Filz S in die Presse R, R1 gebracht werden. Schüttelung u. dgl. auf dem Siebe
soll in ganz ähnlicher Weise wie bei Langsiebmaschinen stattfinden.
Es seien hier noch einige sehr hübsche Anordnungen von Papierfabriken gegeben! In
Fig. 28
Taf. 12 ist eine Grundriſsskizze der Papierfabrik der Parson's Paper Company in der Papierstadt Holyoke, Mass. (Erzeugung
kräftiger Leinenpapiere), nach „The Paper World“,
– in Fig.
29 Taf. 12 jene der „Paper Mill“ in
Lucknow, Ostindien, gegeben, während Fig. 30 Taf. 12 die
Anordnung einer Cellulosefabrik, der „Detroit Sulphite
Fibre Company“, welche nach System Mitscherlich arbeitet und in der Papierzeitung besprochen wurde, darstellt. Durch die eingeschriebenen
Benennungen dürfte jede der Skizzen für sich verständlich sein.
Das Ende dieses Berichtes bilde eine Mittheilung über Fortschritte in der
Papierprüfung, in welcher sich eine Bewegung geltend macht, welche auf Abänderung
der bestehenden Vorschriften dringt. Es soll damit keineswegs die Papierprüfung aus
dem Wege geräumt werden, welche ganz unleugbar Vorzügliches für die Verbesserung der
Papiere geleistet hat, doch wird insbesondere eine Abänderung der Bestimmungen
erstrebt, welche die Einreihung in die bekannten Klassen betreffen:, so daſs
insbesondere Papiere, welche in einzelnen Punkten den Vorschriften nicht vollkommen
entsprechen, in anderer Hinsicht jedoch mehr bieten, als verlangt wird, nicht in
eine minderwerthige Klasse eingereiht werden sollen, wie es nach den jetzt
bestehenden Vorschriften unvermeidlich ist. Erwähnt sei vornehmlich die von der
Leipziger Prüfungsanstalt bewirkte Prüfung von Löschpapier durch gleichzeitiges
Eintauchen von Streifen in Wasser und Ermittelung der Saughöhe für eine bestimmte
Zeit. Gearbeitet wird in den beiden Prüfungsanstalten des Deutschen Reiches und auch
in der jungen Anstalt am technologischen Gewerbemuseum in Wien – es sei insbesondere
auf die angebahnte quantitative Bestimmung von Holzschliff hingewiesen – in
emsigster Weise. Es unterliegt wohl keinem Zweifel, daſs in der bisherigen
erfolgreichen Weise fortschreitend segensreiche Resultate weiterhin werden gewonnen
werden und daſs auch den berechtigten Wünschen der Praxis Erfüllung winken
dürfte.
Tafeln