| Titel: | Die Fabrikation der Seeleuchte. |
| Autor: | Schöpfleuthner |
| Fundstelle: | Band 277, Jahrgang 1890, S. 298 |
| Download: | XML |
Die Fabrikation der Seeleuchte.
Von Ingenieur Schöpfleuthner in Wien.
Mit Abbildungen auf Tafel
17.
Die Fabrikation der Seeleuchte.
Die Seeleuchte, welche wohl ihren Ursprung in den durch Strandräuber benutzten
Leuchtfeuern haben dürfte, ist gegenwärtig zwar zu einer ganz bedeutenden
Fabriksspecialität herangewachsen, jedoch in einer derartigen Form, daſs dieselbe
nur den wenigen zugänglich und bekannt ist, welche sich mit der Ausübung derselben
direkt befassen. Aus dem einfachen Leuchtfeuer wurde nach und nach der fixe
Reflector aus geripptem Glas, wodurch die Basis zur Schaffung einer zweckmäſsigen
und den modernen Anforderungen entsprechenderen Form und Einrichtung derartiger
Warnungs- oder Direktionssignale gegeben war. Die heutige Seeleuchte beschränkt sich
daher auch nicht mehr auf den Hafen oder dessen nächsten Anschlüsse, sondern ist
überall dorthin erweitert, wo sich für den ungestörten Verkehr der Schifffahrt damit
der angestrebte Zweck wirklich erreichen läſst. Weil es sich hierbei um nichts als die Lichterscheinung
handelt, benutzt man als Aufstellungsort entweder schon vorhandene oder speciell zu
diesem Zwecke künstlich aufgeführte Erhebungen und sichert deren Bestand durch die
geeigneten Mittel und unzweifelhafte Beaufsichtigung, woraus sich auch die
Nothwendigkeit damit verbundener Magazine, Werkräume und Wohnungen von selbst
ergibt.
Die Leuchte an und für sich ist nichts weiter als ein optischer Apparat, dessen
Mechanik darin besteht, in bestimmten Zeittheilen eine bestimmte Erscheinung des
Lichtes hervorzubringen, trotzdem der eigentliche Kern desselben, die Lichtquelle
selbst, eine beständige bleibt. Die Einrichtung des
Apparates dagegen bezweckt die Auflösung des Lichtkörpers in eine Strahlenkrone, deren Top die Höhe des Apparates über
den Meeresspiegel bildet und deren Basis auf einen bestimmten Umkreis über die
Oberfläche des Wassers ausgebreitet ist. Dieser letztere richtet sich an Ausdehnung
ganz nach dem zu beherrschenden Areale der See und nach diesem wird eben die Stärke
der Lichtquelle selbst bemessen. Aus diesen Gründen kann auch erst dann an die
nothwendige Orientirung gedacht werden, wenn sich das Fahrzeug innerhalb der beleuchteten Zone befindet, und diese
muſs deshalb auch jene zur rechtzeitigen Mahnung erforderliche Ausdehnung besitzen.
Es genügt nicht allein das Vorhandensein eines derartigen Sicherheitsmittels,
sondern dasselbe muſs auch den Ort unzweideutig erkennen lassen, wo sich dasselbe
eigentlich befindet. Aus diesem höchst wichtigen Umstände werden die Lichteffecte
stets so eingerichtet, daſs sie von allen übrigen ähnlichen Anlagen genau
unterschieden und durch Anfertigen von Lichtkarten, die auch von jedermann
unterschieden werden können, für den Seedienst von eminenter Wichtigkeit werden. Zur
Bildung solcher Lichteffecte bedient man sich verschiedener Methoden, doch geht man
hierin entweder in der Weise vor, daſs man die vom Leuchtkörper im Raume zerstreuten
Lichtstrahlen sammelt und nach jener Richtung hin ablenkt, welche für den bestimmten
Fall festgesetzt oder auch als Nothwendigkeit erkannt wurde, und dann erst in
senkrechte Strahlenkegel zusammenzieht, deren Aufeinanderfolge von der nun für diesen Ort als mögliches Unterscheidungszeichen
zulässigen Zeiteintheilung wechselnd stattfindet; oder indem man durch Bildung von
centralen Lichtbüscheln mittels der in concentrischer Ringform hinter einander
angeordneten Linsensectionen, untermischt mit noch zulässigem Farbenwechsel,
entschieden vorgeht. Diese letztere Art der Begründung findet zumeist nur dort
statt, wo es sich um ganz bedeutende Zonen handelt und wo aus so manch anderweitigen
Anlässen oder auch zwingender Nothwendigkeit jede andere Form sich selbst
ausschlieſst. Streng unterschieden von diesen sind dagegen die kleineren und
kleinsten Apparate dieser Art, welche lediglich für den inneren oder Hafendienst
aufgestellt werden und daher auch den Specialnamen Hafenleuchten erhalten haben. Sie unterscheiden sich nicht allein durch eine
höchst reducirte Form von jenen., sondern werden auch frei aufgestellt und sind zum
Schütze der optischen Gläser einfach mit einem ebenen
Glasmantel umgeben, während jene stets unter einer bequemen Glaskuppel untergebracht werden.
Man unterscheidet die für Seeleuchten bestimmten optischen Apparate nach den Nummern
1 bis 6 und spricht von erster, zweiter u.s.w. sechster Ordnung. Von dieser
Eintheilung angehörigen Gröſsen erhält die erste Ordnung einen inneren Durchmesser
von 2m und bildet die oberste Grenze dieser
Reihenfolge. Die kleinsten erhalten bloſs solche Linsenringe, welche die aus der Mantelfläche der Lichtquelle kommenden Strahlen sammeln
und ordnen; man nennt sie dioptrische; jene gegen 1
aufwärts aber auſser diesen, nach oben und unten angereihten Ringe, die auch durch
Zerstreuung entstandene Strahlen auffangen und nach der entsprechenden Richtung
ablenken, werden katoptrische Linsen genannt.
Das Glas muſs von Schlieren oder Verunreinigung jedweder Art frei sein und ist,
obgleich mit auſserordentlichen Schwierigkeiten verbunden, statt dem grünen
Spiegelglas weiſses Krystallglas aus Gründen der Effecterhöhung zu verwenden.
Zur Erklärung der Einrichtung einer Seeleuchte diene die nachfolgende allgemeine
Beschreibung. Der eigentliche Apparat befindet sich über einem guſseisernen Kasten
und ist, auf Säulen getragen, zwischen einer Ringmauer aufgerichtet und mit einer
aus Glas und Kupfer hergestellten Laterne überdeckt. Die unteren vier Linsenringe
und jene zu einer Kuppel gewölbten sind katoptrisch und
liegen daher auſserhalb der das direkte Licht brechenden Zone, der dioptrischen. Im Apparatcentrum brennt das entweder aus
Erdöl oder durch Elektricität dargestellte Licht. Die dioptrische Zone umspannt ein
Ring senkrecht gerichteter Planconvexlinsen, welche die
oben angedeutete Bildung von Strahlenbüscheln bezwecken und zum geeigneten
Lichtwechsel durch das im Postament untergebrachte Laufwerk auf der den
Frictionswellen angewiesenen Bahn reibungslos im Kreise gedreht werden. Es spiegeln
daher die katoptrischen Ringe ungestört nach allen Seiten, dagegen die dioptrischen
in Folge Zusammenziehung durch Schirm bloſs keilförmig, jedoch intensiver, weil
dazwischen finstere Stellen liegen. Der Apparat steht im Allgemeinen so hoch, daſs
der oberste Fassungsring mit dem untersten Dachsaume der Laterne fast in derselben
Ebene liegt. Das Postament besteht aus einer Fundamentplatte, welche einen
concentrisch angegossenen Ring nach abwärts richtet und das Thurmgewölbe
durchdringt; durch diese Oeffnung geht das Zugseil des Laufwerkes nach abwärts und
schlingt sich um eine einfache Hakenrolle, an welcher das Belastungsgewicht hängt,
um mit dem freien Ende an einer nahe der Oeffnung liegenden Zange anzufassen; dies
geschieht einfach aus Gründen der Halbirung des Weges der Belastung. Auf dieser Platte
stehen vier facettirte Säulen, welche unter einander durch ergänzende Zwischenstücke
verbunden sind und schlieſslich durch Aufnahme einer Deckplatte zu einem Ganzen
vereinigt werden. Eine cylindrische Fortsetzung dieser Platte dient dem fünfarmigen
Stern als Basis, der dann auf Säulen den Linsenapparat trägt. Diese letzteren sind
unter parallelepipedischen Kapitalen festgeschraubt, welche so gegen Bogen
verschraubt wurden, daſs das Ganze die Form eines Ringes annimmt; dieser dient so
dem optischen Aufbau als Grundlage. Die Länge jedes einzelnen Linsensegmentes
richtet sich nach der Gröſsenordnung und beträgt in unserem Falle ⅕, ⅛, 1/10 Umfang; sie
werden an beiden Enden in Metallfassungen geschoben, denen eine dazwischenliegende
zur Sicherung der Lage des Bogens beigefügt wird. Diese drei Metallrahmen halten
keilförmig verschraubt in zwei darüber gelegten Metallbogen, welche das betreffende
Feld zu einer auslegbaren Zone vereinigen, aus denen der ganze Apparat thatsächlich
besteht. Drei äuſserst schwache Stahlringe dienen zur Verbindung dieser Zonen und
sicheren Versteifung des Ganzen. Oben schlieſst die Kuppel mit einem Ring, welcher
mit jenem vom Dach der Laterne herabkommenden Rohre zusammenhängt, damit der
schwache, immerhin schwere Aufbau ruhig stehen bleibt.
Der Schirm besteht aus zwei mittels Stäben verbundenen Ringen, zwischen denen die
planconvexen Linsen stehen und durch vorgeschraubte Bogenstücke versichert sind. Das
Dach der Laterne ist aus Kupferblech und Eisenbogen zusammengesetzt und durch
wagerechte und senkrechte Spannschrauben so verankert, daſs eine Bewegung
ausgeschlossen ist. Die Sparrensegmente fassen am Top einen Ring, unter welchem eine
nach unten bombirte Platte liegt, während nach auſsen ein Abzugsschlot von einer
Kugel so umgeben wird, daſs der Einfluſs von bewegter Luft auf den freien Abzug der
Verbrennungsgase keinen schädlichen Einfluſs nehmen kann. Aus dem Ring durch die
Kugel hindurch ragt eine Eisenstange, welche gleichzeitig dem Blitzableiter als
Träger dient. Allenfalls aus dem Abzugsrohre herabfallende
Condensationswassertropfen werden nicht den heiſsen Glasapparat treffen, sondern in
die Schüssel fallen und dort wieder verdunsten. Der am Kuppelinneren sich
ansammelnde Niederschlag strebt naturgemäſs dessen tiefster Stelle zu, wo sich dann
die Rinne befindet, die das Condensationswasser nach auſsen leitet. Auſsen begrenzt
die Kuppel eine einfache Form Attikas mit Wasserspeiern, damit das Regenwasser nicht
direkt über die Spiegelwand der Laterne flieſst. Die Dach- oder Kuppelsparren sind
sowohl seitlich als über Hirn mit je einer Schraube an Flacheisen geschraubt, welche
dem Dach als Säulen dienen und oben sowie unten durch dazwischen geschraubte Bogen
unter einander verbunden werden. Auſsen sind sie zu einem Falz zusammengehobelt, welcher nach Einlegen
der etwa 8mm dicken Gläser mit einer metallenen
Deckleiste versehen wird. Handhaben in ⅔ der ganzen Höhe dienen zur Stütze bei der
auſsen vorzunehmenden Reinigung der Scheiben. Die Flacheisenstangen sind in der
Steinmauer festgekittet und durchdringen an dieser Stelle eine Ringtreppe, welche
von der Mauer ins Innere der Laterne ragt und den Apparat auch von dieser Seite
zugänglich macht. Eine Stelle ist ausgeschnitten, damit man über die Treppe auf
dieses Plateau gelangen kann. Ein Geländer ist nur auſsen nothwendig, da im Inneren
ohnehin der Apparat die Grenze bildet. Zur Zu- bezieh. Ableitung von Luft müssen
oberhalb der Flurplatten in den Verbindungssegmenten Schieber angebracht werden,
welche mit einem Knopf versehen, nach Erforderniſs geöffnet oder geschlossen werden.
Dies wären nun die wesentlichen Punkte einer Seeleuchte. Dagegen sei bemerkt, daſs
bei Construction des Laufwerkes weniger der Widerstand des Schirmes, als vielmehr
dessen Anzahl Umgänge in der Zeiteinheit zu berücksichtigen sind, und je nach der
Dauer des Betriebes und der Fallhöhe des Zuggewichtes muſs die Umsetzung bezieh. die
Gröſse des Flügeareals genau bestimmt werden. Eine senkrechte Welle des Laufwerkes
greift dann in eine im Kasten- oder Postamentdeckel festgelagerte Welle direkt
mittels Stirn trieb und überträgt so die Bewegung auf den Ring des Schirmfuſses,
welcher am Umfange entsprechend gezahnt ist. Das Laufwerk steht auf Rollen, damit es
behufs Reinigung oder Reparatur leicht aus dem Kasten gefahren werden kann.
Herstellung der
Prismenringe.
Das Verfahren, Glas in gröſseren Mengen in Formen zu pressen, ist noch sehr wenig
verbreitet gewesen, als mit Seeleuchten in gewöhnlichem Spiegelglas gearbeitet
wurde, daher fand man die Anwendung aus Krystallglas hergestellter Prismen von so
groſser Ausdehnung auch nicht eingeführt. Es ist auch nicht leicht, Krystall so zu
gieſsen, daſs der Querschnitt des Guſsstückes in jedem Falle an Reinheit nichts zu
wünschen übrig läſst, und leider kommt hierzu noch die Thatsache, daſs man vor dem
Finiren von mindestens einer Seite (zumeist erst nach der zweiten) gar nichts von
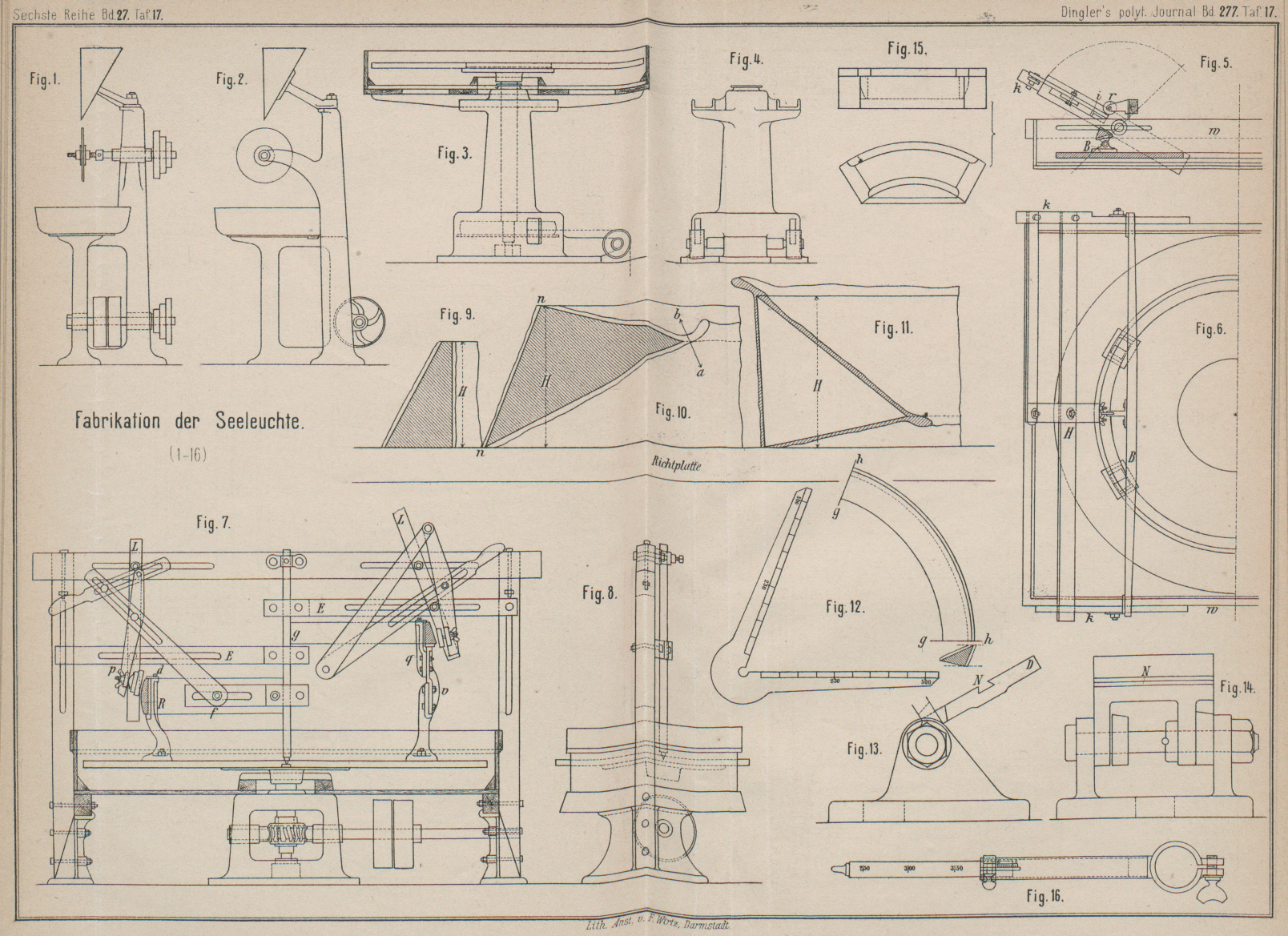
derartigen Schäden wahrnimmt. Zum Pressen der Segmente bedarf es weiter nichts als
einer guſseisernen Form, deren Guſsflächen blank gedreht wurden und auf die sich in
der zulässigen Richtung ein planer Deckel sicher aufdrücken läſst. (Form und Deckel
siehe Fig. 15
Taf. 17.) Luftkanäle in gekreuzter Richtung vollenden die zu beiden Enden durch
senkrechte Wände abgeschlossene Form. Sie wird zum Gieſsen angewärmt, das Glas im
Fluſs hineingebracht und nach Auflegen des Deckels durch Zusammenschrauben geebnet,
so daſs der Ueberschuſs an Glas zwischen dem Deckelsaume heraustritt. Hierauf bringt
man das Prisma in den Kühlofen und versendet es ohne weitere Behandlung nach dem
Erkalten in kleinen Partien, um der Schleiferei zu genügen und die Hütte für
Handelswaare frei zu bekommen. Ein Ueberschuſs von mindestens 30 Proc. ist
nothwendig, weil wegen vorkommender Schäden im Schleifen o. dgl. Ersatz nöthig
wird.
In diesem Artikel haben sich die Lieferanten zumeist deshalb verrechnet, weil ihnen
die ungeheuren Schwierigkeiten des Krystallglases diesfalls nicht bekannt waren und
oft auch der Ersatz nach der Lieferung wegen Unreinigkeit des Materials groſse Opfer
auferlegte. In Fig.
11 und 12 findet sich eine rohe Curve, wie sie die Glashütte liefert. Die erste
Arbeit, welche von der Schleiferei daran vorgenommen wird, ist das Absäumen am
Eisenrade (siehe Fig. 1 und 2). Dasselbe rotirt mit
mäſsiger Geschwindigkeit unter einem Sandkasten, durch welchen ein Wasserstrom
flieſsend Sand über die Schleifkante der Scheibe führt. Dies ist eine jener
Manipulationen, wie sie jedem gewöhnlichen Glasschleifer bekannt sind und erfordert
nicht allzu groſse Geschicklichkeit. Leider springen nach Beseitigung solcher
Angüsse ab (Fig. 10) ganze Flächen in
Folge dadurch erregter Materialspannung aus dem Prisma, und dank dieses Zufalles
wird die folgende äuſserst kostspielige Arbeit von vorn herein erspart. Hält
hingegen das Material diese Vorarbeit aus, so schreitet man zum Abrichten der beiden
parallelen Liegeflächen auf der Planscheibe (siehe Fig. 3 und 4 Taf. 17), und wenn dies
geschehen, reiſst man mittels eines Stangenzirkels auf den beiden angeschliffenen
Kanten den genauen Bogen auf (siehe den Querschnitt Fig. 9 bis 11). Ist dies geschehen,
so schiebt man das Segment unter ein für diese Zone passendes, in beiden Schenkeln
mit Maſstheilung versehenes Winkelmaſs gh (Fig. 12) und
reiſst die beiden Endlinien zur Fixirung der Bogenlänge genau an. Nach diesen beiden
Stirnrissen stöſst man ebenfalls auf jener Planscheibe vorsichtig den Ueberschuſs
genau ab und setzt dies so lange fort, bis das Winkelmaſs beiderseits genau
anliegend auf den bezüglichen Zahlenriſs angeschoben werden kann. Diese Meſsarbeiten
werden auf einer genau plangeschliffenen, doch nicht polirten Glasrichtplatte
vorgenommen und zur Bestimmung der senkrechten Lage der Stirnflächen ein kleiner
eiserner Winkel verwendet. Hat man auf solche Weise einen Ring fertig, so legt man
ihn auf der Richtplatte nach den Bogenrissen genau zusammen, untersucht mittels
Stangenzirkel nochmals genau den Bogen und corrigirt nach Maſsgabe an den einzelnen
Segmenten.
Die
Prismenschleifmaschinen.
Zum Schleifen der auf obige Weise hergestellten Ringe bedient man sich einer oder
mehrerer eigens hierfür construirter Maschinen, deren Einrichtung bei genauer
Betrachtung der vorliegenden Arbeit sich bald von selbst ergibt. Ich hatte leider
vordem eine andere derartige Einrichtung nicht zu sehen Gelegenheit und folgte daher
der äuſsersten Nothwendigkeit bei Herstellung der Maschinen (Fig. 5 bis 8 Taf. 17). Diese dient
zum Schleifen der dioptrischen Zone, jene hingegen bloſs für die katoptrische. Jede
dieser oder ähnlicher Maschinen ist mit einem zweitheiligen, viereckigen Holzkasten
versehen, damit der abfallende oder weggeschleuderte Schleifsand nicht zerstreut
wird und auch das Lokal, in welchem dieselben untergebracht sind, leichter rein
gehalten werden kann. Auſserdem muſs jede Maschine einen flachen Schirm erhalten,
damit niedersinkende Staubpartikelchen beim Hochglanzpoliren nicht auf die Gläser
fallen und so dieselben rissig machen.
Der Antrieb aller dieser Maschinen muſs von unten erfolgen, weil Vorgelege und andere
im Werkraume bewegliche Verbindungen trotz aller Vorsicht hinsichtlich Reinlichkeit
ihren schädlichen Einfluſs nur zu bald schmerzlich empfinden lassen. Bei der
Planschleifmaschine genügt ein einfacher Riemenantrieb über Leitrollen direkt von
der Transmission, da die Umfangsgeschwindigkeit der Planscheibe eine für diesen
Antrieb geeignetere und die Inanspruchnahme beim Grobschleifen (Abrichten u.s.w.)
keine bemerkenswerthe ist. Anders ist es dagegen bei den folgenden Maschinen. Ihre
Ausdehnung und Massenthätigkeit, dann die Beanspruchung beim Poliren machen hier
ganz andere Vorkehrungen nothwendig, und wenn man bedenkt, daſs die Tourenzahl der
Planscheiben zwischen 10 und 100 schwankt, findet man diese kinematische Form
unzulänglich. Daſs bei diesen Maschinen jede Erschütterung sowie Stöſse vermieden
werden müssen, ist einleuchtend, es eignet sich daher auch nicht jedes beliebige
Element zur Umsetzung der motorischen Kraft. Nachdem auch die Gröſse der
herzustellenden Prismenringe in drei Ordnungen zwischen 2 und 0m,3 schwankt, ist es der Sicherheit wegen
angezeigt, mindestens drei Gröſsen dieser Maschinen aufzustellen, da doch ein
Auswechseln der Planscheiben mit Kosten verbunden wäre; auch ist die Dauer des
Schleifens einer Gröſse von hinlänglicher Bedeutung, um die Erweiterung dieser
Anlage zu rechtfertigen. Es ist allerdings richtig, daſs sich dieser Artikel nicht
so betreiben läſst wie so viele andere und an eine Massenfabrikation in keinem Falle
gedacht werden kann, allein will man den Anforderungen nur einigermaſsen gerecht
werden, so kann von einer derartigen Anschaffung unmöglich Umgang genommen werden.
Gewaltsames Vorgehen ist hierbei ausgeschlossen und mit Bedacht und Vorsicht handeln
erfordert immerhin Zeit und vom Tage des Auftrages bis zur Ablieferung kann
unmöglich ein längerer Termin gesetzt werden, als zum Aufbaue des Thurmes
erforderlich ist. Ist die maschinelle Einrichtung in dieser Ausdehnung getroffen, so
bedarf es auch keiner umfangreichen Zerlegung der Antriebsgeschwindigkeiten und es
genügt, wenn jede der gröſseren Maschinen vier Geschwindigkeiten zuläſst, welche dem
Grobschleifen und Poliren entsprechen. Zieht man Zahnräder für langsamen Gang vor, so muſs ein endloser
Eingriff der Räder gewählt werden, d.h. entweder eine sehr exact ausgeführte schiefe
Verzahnung oder besser die endlose Schnecke. Der Widerstand und die Abnützung fällt
in letzterem Falle nicht ins Gewicht, da Widerstand und Geschwindigkeit hierauf
keinen bedenklichen Einfluſs ausüben; auſserdem fallen Schraube und Rad hierbei sehr
klein aus, können daher im Falle der Auswechselung keine besonderen Kosten
verursachen. Nachdem aber dadurch auch die Kosten der Maschine weit geringer werden,
so blieb ich bei der Schraube und erzielte damit auch leichtere und bequemere
Fundamente. Die Schneckenräder sitzen knapp oberhalb der Spurlager oder Pfannen,
sind zweitheilig, um ohne Demontage sofort jederzeit abgenommen werden zu können,
während die Schnecke selbst mittels Nuth, Feder und Stellschraube an den Conuswellen
halten. Dies gestattet auch schwache Riemen zwischen Vorgelege und Maschine bei
hoher Geschwindigkeit und stoſsfreie Inbetriebsetzung während der Arbeit, da ein
Anhalten der Maschine des Tages sich unzählige Male als nothwendig zeigt. Hauptsache
bei Maschinen dieser Art ist die vollkommene Einschlieſsung der reibenden Theile bei
sicherer und bequemer Schmierthätigkeit und Zulassung von Staubbüchsen an allen nach
auſsen gerichteten Lagerarten, da diesfalls ein Mangel allein schon genügt, die
gesammte Anlage bezüglich ihrer Zweckmäſsigkeit in Frage zu stellen. Auch müssen
Formen gewählt werden, deren Oberfläche das Reinigen von Staub und Sand oder
Schmirgel möglichst begünstigen und erleichtern, das denkbar geringste Gewicht
besitzen und Fibrationen sicher ausschlieſsen. Ein Blick auf die Detailzeichnung
wird darthun, in welcher Weise dies angestrebt worden und auf welche äuſseren Kräfte
hauptsächlich Rücksicht genommen ist. Wichtig bei diesen Maschinen ist deren
handgerechte Abstellung oder Inbetriebsetzung, ohne den Schleifer zu nöthigen,
seinen jeweiligen Standplatz zu verlassen.
Das Schleifen der katoptrischen Ringe geschieht auf Maschine Fig. 5 und 6 und zwar durch eine
einfache aus Holz gebildete Geradführung, deren Eigenschaften hinsichtlich des
kinematischen Zusammenhanges der damit behandelten Kegelfläche mehr oder weniger
eine Curve gibt. Der guſseiserne Schleif backen ist nach vorn zu etwas verjüngt,
mittels Colophonium und Wachs auf das Brettchen i
aufgekittet und wirkt nun unter dem Drucke der darüber liegenden Rolle r auf die vorbeiziehende Glasfläche. Die Holzbacken kk1 zu beiden Seiten
der Maschine dienen einerseits als Drehpunkte, andererseits als Führung beim Auf-
und Abwärtsgange des Backens.
Der Unterschied in den einzelnen Ringen der oberen Zone bedingt auch eine
veränderbare Anlage dieses Schleifbackensupportes, deshalb sind sowohl die beiden
Backen kk als auch die Wange W am Maschinenkasten der Länge nach entsprechend geschlitzt, so daſs es
keiner Schwierigkeit
unterliegt, verschiedene Ringgröſsen an den drei Seiten bequem zu behandeln.
Das Aufspannen dieser Ringe erfolgt am sichersten in auf der Planscheibe
festgeschraubten Guſseisenbacken B (Fig. 5 und 6), welche sich je nach
Form und Gröſse des Ringes im erforderlichen Kreis aufstellen und den
Querschnittsverhältnissen entsprechend wenden lassen. Begonnen wird die Arbeit auf
der inneren Seite. Für diesen Fall sind eigene Planbacken B (Fig.
5) erforderlich, deren Wendung um eine wagerechte Achse das Anpassen an
die jeweilige Lage der Prismenfläche gestattet; eine Schraube dient hierbei zum
Feststellen der Platte. Am unteren Ende wird ein Stück Zink aufgeschraubt, das nach
jedesmaligem Aufspannen der Backen wagerecht überdreht werden muſs, damit die
aufgelegten Segmente auf der zugeschliffenen Kante m
(Fig. 10)
eben und dem Riſs entsprechend richtplattenmäſsig angelegt werden können. Nachdem
die genaue Querschnittsform der fertigen Prismen auf beiden Stirnseiten mit
Bleistift angerissen ist und sowohl auf Kante m als
auch n der Constructionsbogen zu diesem Behufe
vorhanden sein muſs, legt man um den Bolzen g (Fig. 7), der
als Verlängerung der Maschinenwelle zu betrachten und genau centrirt ist, das in
Fig. 16
gezeichnete Radialmaſs mit Nonius in der dem Ringdurchmesser entsprechenden
Stellweite und sucht die angelegten Segmente jetzt genau in den gesetzten Kreis zu
legen, indem man sie auf den Zinkbacken nach Erforderniſs verschiebt. Liegt der Ring
genau nach dem Riſs fertig, so spannt man auſsen die Backen q (Fig.
7) vor und stopft jetzt den Zwischenraum mit in Warmwasser aufgeweichtem
Kautschuk dicht aus. Damit die Gläser gut anhaften, überklebt man sie an den Enden
mit rauhem Hadernpapier; anstatt des Kautschuks kann auch mit Wachs gemengtes
Colophonium vortheilhaft angewendet werden. Nachdem die Unterlage erkaltet ist,
entfernt man die Backen und stellt jetzt die Schleifbackenführung der zu
schleifenden Fläche parallel auf, schraubt dieselbe an den Wangen fest und legt die
Druckrolle r über den Schleifbacken an.
Beim Grobsandschleifen kann die Umfangsgeschwindigkeit immerhin bis 3m steigen, beim Poliren jedoch nicht über 1m. Zu bemerken ist, daſs die Kanten gut abgefast
sein müssen, daſs jeder Stoſs oder Schlag auf die Maschine an irgend einer Stelle
streng vermieden werden muſs und beim Aufspannen der Segmente allzu heftiges Drücken
mit den Fingern stets Aussplitterung zur Folge haben würde. Auch der Schleifbacken
darf nur in senkrechter Richtung gegen die zu bearbeitende Fläche elastisch gehalten
werden, jede andere Beweglichkeit vereitelt die angestrebte Flächenrichtung, und da
der Aufguſs ohnehin nicht zu bedeutend sein darf, um an Schleifzeit zu sparen, so
wird bei einigermaſsen unbeständigem Vorschleifen die Flächenhöhe bald
überschritten, dadurch aber das betreffende Segment oder auch der ganze Ring werthlos. Damit der
Ring sicher zusammenhält, überklebt man die oberen Stoſsfugen noch mit schmalen
Papierstreifen oder trägt schnelltrocknenden Firniſs ein, damit das Wasser keinen
Zutritt hat. Wenn alles in Ordnung befunden, kann mit der Ingangsetzung in der
vorhin bezeichneten Umfangsgeschwindigkeit begonnen werden. Man benetzt hierbei den
Glasring mit geschwemmtem Schleifsand gröbster Sorte und läſst successive den
Schleif backen so lange nach, bis eine Berührung stattfindet. Da dies nur an
einzelnen Stellen der Fall sein wird, bewegt man den Backen über die ganze
Flächenausdehnung (Breite) des Prismas, um zu sehen, wie weit noch vorgegangen
werden darf. Zeigt sich der Angriff an jenen Stellen als ausreichend, so führt man
mit der freien Hand beständig Sand vor dem Backen zu und stellt nach Maſsgabe der
fortschreitenden Arbeit den Backen tiefer. Wird der Ring in Folge Niederschleifens
irgend scharfkantig, so muſs der Backen hoch gestellt und die Abfacettirung
vorgenommen werden. Hierzu benutzt man ein Stück schwaches Eisenblech und hält
dasselbe mit freier Hand unter zeitweiligem Sandauflegen gegen die scharfe Kante. Es
ist nicht nöthig, unausgesetzt frischen Schleifsand vorzunehmen, da er ohnehin bloſs
einfach durchzieht und sich hierauf im Kasten oder auf der Planscheibe sammelt, von
wo man ihn beständig herbeiholt und so lange benutzt, bis er stumpf geworden in die
Wäsche kommen muſs.
Ist man soweit vorgeschritten, daſs es an der Zeit ist, den Oberkantendurchmesser auf
Maſs zu untersuchen, wird die Maschine abgestellt, das Radialmaſs angelegt und so
die Grenze bestimmt, bis zu welcher das Grobschleifen fortgesetzt werden darf. Nach
Beendigung desselben (etwa bis auf 1mm) hält man
an, wäscht das ganze Plateau sammt Kasten und was dazu gehört vorsichtig rein, fühlt
mit den Fingern fleiſsig nach den Flächen der Prismen und Schleif backen, kehrt
allen Staub und anhaftenden Sand von der Maschine und deren nächster Umgebung, vom
Schirm und der etwa zunächst liegenden Wand, läſst jetzt die Maschine wieder angehen
und befühlt mit trockener Hand nochmals die rotirende Glasfläche soweit dies
möglich. Hierauf beginnt das Feinschleifen mit der oberen Schwemmsandschichte unter
Vermeidung jedweder Vermengung gröberer Körner, die möglicherweise noch in Fugen
liegen geblieben sein könnten, wäscht nach deren Beendigung abermals und verwendet
jetzt zur endgültigen Glättung feinen, ebenfalls geschwemmten Schmirgel in
Abstufungen, soweit dies dieselben im Schwemmprozesse gestatten. Der zuletzt
angewandte Schwemmschmirgel gleicht nur mehr einer gelbbraunen Schlammart, welcher
mehrere Stunden benöthigt, um sich im Wasser niederzuschlagen. Ist auch diese Arbeit
glücklich vollbracht, so wäscht man neuerdings die Maschine, indem man alles fortnimmt, was auf die Lage der Schleifbacken und
Ringe keinen Einfluſs hat, putzt alle Fugen und Ecken gut naſs und trocken aus, schwemmt
endlich mit filtrirtem Wasser gut ab und reinigt nach dem Trocknen mit der flachen
Hand.
Den Schleifbacken zieht man sammt seiner Unterlage vorsichtig aus dem Support, macht
über einer Gasflamme Colophoniumkitt so weit warm, daſs er am ebenfalls erhitzten
Backen klebt, taucht denselben in die Masse ganz ein und legt rasch ein Stück bereit
gehaltenes Tuch (Militärtuch) darüber, geht zur Maschine und preſst in kleinen
Absätzen an Ort und Stelle das Ganze gegen die vorhin geschliffene Fläche, um so
eine gute Anlage zu gewinnen. Nach dem Erkalten setzt man die Maschine wieder in
Bewegung, doch mit langsamem Gang, sucht nochmals nach allenfalls in der
Zwischenzeit herbeigekommenen Sandkörnern und streicht endlich mit einem Wolllappen
Rouge (Eisenoxyd, Englisch Roth) auf die Fläche vor dem Schleif backen, benetzt
diesen selbst gut und läſst langsam wirken. Wenn die Sättigung des Tuches am Schleif
backen stattgefunden, drückt man unter rascher Auf- und Abbewegung des Hebels H, also des Schleifbackens, diesen fester an, um durch
Erwärmung des Kittes eine genaue Form in den Polirbacken zu bringen. Naſs arbeiten
fruchtet nichts, es muſs nach jedesmaligem Auftragen der im Tuche hängende Rouge
trocken oder warm gerieben werden, denn nur auf diese Weise zeigt sich der Hochglanz
in kürzester Zeit, und wenn mit Vorsicht und Glück zu Werke gegangen, die fertige
Fläche schon nach einigen Tagen. Schlimm ist es hierbei, daſs man dem
Schleifmateriale keine verreibende Richtung geben kann, wie dies beispielsweise bei
Brillengläsern unter der Haube geschieht, daher auch das ofte Wechseln des
Schleifmateriales.
Bespritzt man die vorbeiziehende Glasfläche mit Wasser, sobald der Zug im Schleif
backen ein zu groſser wird, und röthet sich dadurch dieselbe, so darf kein frisches
Material aufgetragen werden. Der Schleifbacken soll jetzt auf den weit geöffneten
Federn balanciren, damit sich die Schale dicht an die Glasfläche legt und die Kanten
dadurch gleich rein polirt. Der durch das Poliren erzielte Verlust ist kaum
erkenntlich und beträgt höchstens 0mm,16. Bleibt
die Maschine über zwölf Stunden auſser Betrieb und kann auf keine zulässige Weise
dessen Feuchtigkeit erhalten bleiben, so muſs das Tuch entfernt und durch einen
frischen Ueberzug ersetzt werden.
Alles Bemühen, eine Glasfläche auf ihre Beschaffenheit zu untersuchen, ist vergebens,
insolange nicht die hierzu erforderliche Uebung gewonnen ist. Man sieht entweder
Matt, Trüb, Grau oder Hell, auch Spiegel, nicht aber die Fläche selbst und die
Ursache ihrer jeweiligen Beschaffenheit. Gefühl und Blick werden aber in kürzester
Zeit so empfindlich, daſs sobald kein Uebersehen eintritt.
Nach Fertigstellung der äuſseren Ringfläche wird der Schleif backen sammt
Geradführung entfernt, die Maschine gewaschen und zum Schleifen der jetzt oben
liegenden Fläche (im Apparat die untere) in ähnlicher Weise wie früher vorgerichtet.
Es ist hier nur zu bemerken, daſs diese Fläche nicht eben, sondern gekrümmt ausfällt
und durch geeignete Führung des Backens eben erzielt wird. Genau läſst sich diese
Gerade erst beim Feinschleifen nach einem passenden Lineal schleifen, was um so
leichter ist, als der Bogen sich mehr der Concaven nähert.
Zum Messen der Neigung dieser Flächen bedient man sich eines Winkelmaſses, dessen
oberer Schenkel nach einem Nonius genau eingestellt werden kann und mit der Basis
auf der Planscheibe senkrecht steht. Es ist einleuchtend, daſs eine genaue Form zu
schleifen mit groſsen Schwierigkeiten verbunden ist, da man doch bloſs Sand als
Schleifmittel hat und dessen Angriff nicht nach Belieben in der Hand hat; es bleibt
daher bei diesem Prozeſs der Gewissenhaftigkeit des leitenden Ingenieurs und seiner
Leute überlassen, den Anforderungen gerecht zu werden.
Nach Beendigung dieser zweiten Seite des Ringes schreitet man zum Abräumen der
Maschine und beginnt das Auflegen der Backen (Fig. 13 und 14), deren
bewegliche Wand C jederzeit nach auſsen liegt; die
Einstellung beider Platten C und D geschieht durch die Schraube S und zwar ehe man das Glas aufbringt. Sind diese Backen an Ort und Stelle
festgeschraubt, so keilt man in die Nuth N eine Schicht
Hirnholz ein, überdreht die Fläche genau nach Maſs und Neigung, schlichtet mit
scharfer Feile den erzeugten Grath und legt hierauf die blanke Glasfläche behutsam
darüber. Da dieselben bloſs an den Enden liegen, drückt der Bogen dazwischen nach
unten, und es müssen daher auch hier Holzstücke stehend mit jenen gleichzeitig
überdreht werden, damit das Aufkitten und Festlegen auf die so erzielte richtige
Lage keinen nachtheiligen Einfluſs ausübt. Die in den Backen liegenden Holzstücke
umkittet man gut, um Nässe fern zu halten, jene, die dazwischen frei auf der
Planscheibe stehen, müssen vorher in Oel gekocht und jetzt wieder mit einer
Harzschicht überzogen werden, wenn man nicht deren Beseitigung vorzieht und dafür
bloſse Metallstützen anlegt, was nach dem Festkitten wohl gestattet ist. Die vorhin
hochglanzpolirten Flächen sind zwar jetzt sehr hart, jedoch immerhin so empfindlich,
daſs beim Abstreifen mit der bloſsen Hand oder dem Pinsel Risse erzeugt werden,
sobald Sand oder dergleichen Schleifmaterial, wie solches ja beim Schleifen der
letzten Seite nicht anders sein kann, von diesen zu entfernen ist. Man muſs daher
mit äuſserster Vorsicht handeln, nie anders als durch Begieſsen mit Wasser den
Reinigungsprozeſs vornehmen und erst nach dem Abtrocknen mittels Handgebläse die
vollständige Säuberung zu bewerkstelligen suchen. Bei dieser letzten Procedur des
Schleifens muſs hauptsächlich auf die Kanten geachtet werden, da die geringste
Versäumniſs ein Aussplittern zur Folge hätte, und dadurch dürfte jedenfalls die
bisherige Arbeit zwecklos geworden sein. Die Curve dieser Seite schleift sich bei
dieser Einrichtung der Geradführung ohne Zuthun des Schleifers von selbst und darf nur nach
einer genauen Blechlehre (Messing) auf Richtigkeit untersucht werden; hierzu bedarf
es einer höchst vollendeten Uebung, da die Spiegelung der nahezu fertigen drei
Seiten das Unterscheiden sehr erschwert. Zu erwähnen ist noch, daſs sich in den
Stoſsfugen der einzelnen Segmente stets gröberes Schleifmaterial festsetzt und beim
Nachrücken ausgezogen wird, wobei es die Kante so scharf angreift, daſs sie selbst
dann noch rissig ist, wenn die übrige Fläche schon fein erscheint. Deshalb muſs auch
das Feinschleifen mit Schmirgel streng im Auge behalten werden, denn gerade dadurch
kann die Form miſslingen.
Hieraus ergibt sich die Behandlung aller katoptrischen Ringe ob groſs oder klein von
selbst und unterbleibt bei den kleineren, die ja ebenso viele Segmente bilden, das
Zwischenstück, weil sie ohnehin in den breiten Backen hinreichende Festigkeit
erhalten.
Das Verfahren bei den optischen Ringen ist zwar dasselbe, allein die Gröſse der einen
Kathete erfordert auf der Planschleifmaschine andere Behandlung. Setzt man
geschwemmten Sand in der Mitte der Scheibe fest auf und läſst während des Schleifens
Wasser in feinem Strahl zuflieſsen, so treibt das Ganze nach dem Umfang zu und
gelangt somit unter die aus freier Hand dort angelegten Segmente, reiſst aber beim
Eintritt unter dieselben scharf an und verläuft matt nach auſsen. Es wird dadurch
die erhoffte Ebene zu einer schwachen Curve, so daſs man genöthigt ist, nach
Richtplatte und Höhenmaſs zu schleifen, was durch Anwendung von feinerem Materiale
auch stets gelingt. Auf Länge werden sie den katoptrischen gleich behandelt, ebenso
auf Querschnittsform, nur ist das Aufspannen ein anderes.
Die Maschine Fig.
7 und 8 hat zu diesem Zwecke hohe, mit Verlängerung eventuell versehene Backen
mit Zinkbelag zum Ueberdrehen, dann aber Anlegkappen q
zur Sicherung der Lage des Ringes. Beim Aufspannen verfährt man in der Weise, daſs
man die Backen auf Durchmesser mit dem Radialmaſs auf- und auf der Planscheibe
feststellt, dann überdreht. Hierauf schraubt man zuerst die inneren Backen dagegen,
legt die vorgerichteten Segmente genau auf, bringt die äuſseren Backen an und keilt
behutsam mit Holzsplittern den Ring fest. Nach vollkommen richtiger Lage stopft man
zwischen die inneren Kappen und den Ring erweichten Kautschuk, nachdem man die Fuge
gleich jenen mit Papier überklebt hat, bringt dann darüber Druckplättchen d an, indem man schwache Lederstreifen darunterlegt,
und entfernt jetzt die äuſseren Kappen. Zum Schleifen der äuſseren Curve ist es
nothwendig, vorerst den Mittelpunkt derselben zu finden, und hierzu benutzt man eine
Wäglatte mit Winkelmaſs. Zuerst bringt man den Schieber E in die richtige Höhe, schraubt ihn an der Welle g fest, schiebt hierauf den Schleifhebel so weit in den Schlitz, bis der
Körner des Bolzens f in der Senkrechten des Centrums
liegt; durch Verschieben des Schiebers E auf der Welle sucht man jetzt
die genaue Höhe des Mittelpunktes in der bekannten Weise, stellt dann endgültig fest
und schraubt jetzt den Schleifbackensupport p
auſserhalb des Ringes an. Wie die Lage desselben auch immer sein mag, die Curve
muſs, sobald der Drehpunkt des Hebels an richtiger Stelle liegt, genau ausfallen,
vorausgesetzt, daſs die Beschaffenheit des Materiales hierbei streng beachtet
worden. Bei diesen Prismen ist es doppelt schwer, die erforderliche
Querschnittsgröſse beim Zurichten festzustellen, da bei der Länge der einzelnen
Segmente und deren geringem Querschnitt eine Veränderung nach dem Pressen leichter
eintritt und auch schädlicher wird. Es kann daher vorkommen, daſs trotz genauer
Behandlung des Zurichtens schlieſslich irgend eine Ecke oder Fläche nicht mehr
herauszubringen ist, und läſst sich der Querschnitt nicht durch Nachschleifen soweit
verjüngen, ist auch die Arbeit bisher umsonst gewesen. Es ist daher angezeigt, bei
den dioptrischen Ringen mehr aufzugieſsen, da in Folge der schmalen Fläche ein
Ueberschuſs nicht so sehr ins Gewicht fällt und die Sicherheit in der Ausführung des
Schleifens den Mehraufwand an Zeit hinlänglich aufwiegt. Obwohl sich die dritte
Fläche dieser Prismen auch im Nothfalle auf der Planscheibe finiren läſst, ist doch
das Umspannen und Schleifen auf den bisherigen Maschinen geboten, um so mehr als
dies die leichteste hier vorkommende Arbeit ist.
Die Centrallinse R (Fig. 7) des Apparates
bedarf der groſsen Ausdehnung und damit verbundenen Kosten wegen sowohl beim
Vorrichten als Schleifen erhöhter Vorsicht, weil hieran vorkommende Veränderungen
der Oberfläche, wie Einsaugen oder Verziehen beim Kühlen, schwerer zu constatiren
sind und die Dauer des Schleifens auf Monate hinaus sich erstreckt, daher bei dessen
zweifelhaftem Ende groſse Verluste zu gewärtigen sind. Zum Zurichten dieser Stücke
bedient man sich aller Instrumente und Maschinen, wie sie bisher bei den anderen
Ringen gebraucht wurden, nur beim Aufspannen verwendet man speciell hierfür
geschaffene Backen, welche zumeist als Bodenstück jener Verlängerungen dienen (siehe
Fig. 7 F).
Man stellt dieselben so auf die Planscheibe, daſs die gerade Fläche nach innen
sieht, legt die Segmente auf die ebenfalls vorher überdrehten Zinkbacken so nach dem
Radialmaſs, daſs der Ring den Vorarbeiten vollkommen entspricht. Ist dies geschehen,
so schraubt man die vorhin verwendeten Druckplättchen darüber und stopft den
Zwischenraum mit Kautschuk oder Colophonium gut aus. Diese etwa 200mm breite Fläche cylindrisch zu schleifen, ist ein
wahres Kunststück, und darf man es hierbei an Nachmessen und Anlegen passender
Richtlatten nicht fehlen lassen, denn jede Stunde bringt hierbei staunenswerthe
Veränderungen und gar leicht kann hierdurch das Ziel verfehlt werden. Ist sie
glücklich zu Stande gebracht, so reinigt man in der besprochenen Weise, überklebt
die Stoſsfugen besonders gut und entfernt zuerst die Stützen an den Fugen der Reihe
nach, um sie nach innen
zu versetzen und mit dem Ring fest zu verbinden, dann die dazwischen liegenden. Daſs
hierbei jede nur denkbare Verschiebung vermieden werden muſs, ist selbstredend. Der
Mittelpunkt dieser Linse liegt in f und dahin muſs
jetzt der Drehpunkt des Schleifhebels verlegt werden. Die Stellung des Supportes ist
hierbei eine ganz andere wie bisher, und daraus ergibt sich auch die Form
desselben.
Jede der hierzu verwendeten Maschinen arbeitet zweiseitig, damit die Arbeit rascher
von statten geht und weil dies keine Schwierigkeiten macht. Fig. 7 zeigt zwei
Stellungen und läſst sich die Uebertragung der Handbewegung von einer Seite zur
anderen leicht erkennen. Der Schleifer hat Zeit genug, von einer Seite zur anderen
zu gehen, um den Schleif backen den entsprechenden Druck zu geben, und das Auftragen
von Sand oder Rouge ist von einer Seite für beide Backen ausreichend.
Das Anlegen der Supporte, um den nöthigen Widerstand zu sichern, geschieht durch
Vorschrauben einer Führungslatte L (Fig. 7), welche der
jeweiligen Lage des Supportes entsprechend an einer geeigneten Stelle festgeschraubt
wird und so nahe an den Ring heranrückt, daſs die Lage bis Schluſs der Arbeit keine
Veränderung erfordert; dies jedoch nur bei den dioptrischen Prismen. Die fertigen
Segmente windet man in Seidenpapier und bewahrt sie zum Einbau in die Metallfassung
auf, vermeide aber jedes Uebereinanderlagern; am sichersten ist das Liegen in
gekerbten Füſschen mit Bogen nach abwärts und Versperren in einem passenden Kasten
unter Anbringung der Ringnummer, damit sie nach Erforderniſs ringweise oder auch
zonenweise an einander gereiht werden können, ohne daſs eine vorherige Sortirung
oder Durchsicht nöthig wird.
Wenn die einzelnen Metallzonen fertig sind, schreitet man zum Einbau der Prismen. Zu
diesem Ende wird eine genaue Lehre aus einem schwachen Buxholz angefertigt, welche
zwischen den Segmenten derartig hochkant stehen muſs, daſs deren Abstand fixirt
werden kann, wonach mittels kleiner Holzkeile die provisorische Befestigung
platzgreift. Liegen die Segmente richtig, so kittet man den Zwischenraum sofort gut
aus und vollendet diese Arbeit nach vollkommenem Trocknen dieses Kittes, indem die
Holzeinlagen entfernt werden. Das zum Einkitten verwendete Material muſs licht, wenn
möglich weiſs sein, damit die Spiegelung desselben keine Schatten wirft, und fest an
einander haften, keinesfalls aber abbröckeln. Hierbei zeigt es sich, wie nachtheilig
die kleinsten Fehler in den einzelnen Längen der Prismen sich gestalten und wie
leicht es vorkommen kann, daſs ein oder das andere Segment ganz verworfen werden
muſs, wenn seine Länge nicht zutrifft, denn die Metallfassungen an den Enden
betragen in manchen Fällen an Dicke kaum 5mm. Sind
die einzelnen Zonen auf solche Weise zusammengestellt, so werden sie in den
zugehörigen Grund ring gebracht, um zu sehen, ob alles genau übereinstimmt. Dies ist
um so wichtiger, als die Fassungen, welche die ganze Zone begrenzen, mittels Schräubchen an einander
geschraubt werden und der Höhe nach gegen den Ring dasselbe erfahren müssen. Weil
man auf möglichst groſses Lichtareal hinarbeiten muſs, wird es bald begreiflich,
warum sämmtliche Metallstäbe so geringen Querschnitt erhalten, trotzdem das Gewicht
des fertigen Körpers sehr bedeutend ist und weitere Verbindungsglieder oder
Verstrebungen nicht angewendet werden können. Auſserdem steht der so
zusammengestellte Körper nicht auf einer steifen Unterlage, sondern auf Säulen,
deren Fundament wieder nur ein einfacher Stern ist, wodurch an Elasticität des
Ganzen leider nur gewonnen werden kann. Dessenungeachtet steht der Apparat fest und
sicher, sobald derselbe an Ort und Stelle fertig montirt ist, doch bleibt die
Behandlung und Pflege begreiflicher Weise stets der gröſsten Aufmerksamkeit
unterworfen, ja es dauert sogar geraume Zeit, bis der neu hinzugekommene Wärter so
viel Scharfblick und Feingefühl erlangt, daſs er seinem Dienst mit Erfolg obliegen
kann. Besonders beim Reinigen des optischen Apparates bedarf es der gröſsten
Vorsicht, da einigermaſsen unachtsames Ueberfahren mit der bloſsen Hand oder nicht
vollständig staubfreien Tüchern, Leder u. dgl. eine Trübung der hochglanzpolirten
Linsenflächen verursachen würde, als deren Folge der eintretende Lichteffectverlust
unvermeidlich wäre.
Was die in Gebrauch stehenden Formen und Abarten betrifft, so sei hier noch gesagt,
daſs man sich in der Ausführung jederzeit nach den bezüglichen Umständen richten
muſs, da Gröſse und Anordnung des Apparates, sowie Stärke bezieh. Tragweite des
Lichtes von Fall zu Fall eigens combinirt werden. So geht man gerade bei sehr
weittragenden Anlagen in der Weise vor, daſs man, anstatt das Blinklicht mittels
senkrecht gerichteter planconvexer Schirmlinsenapparate zu bilden, den Linsenapparat
selbst sectionsweise ausführt und auf seinem Fundament entsprechend rotiren läſst;
hierbei bilden die Linsenkörper keinen Cylinder, sondern Kreise, deren Achse in
wagerechter Richtung durch den Brennpunkt oder Kern der Lichtquelle selbst geht, die
ausgeworfenen Lichtbüschel elliptischen Querschnitt annehmen und demnach auch total
verfinstern, um nach Verlauf einer gewissen Secundenzeit wieder auf genau bestimmte
Dauer in vollem Feuer auszubrechen. Wechseln solche Apparate auch noch ihre
Erscheinung durch angelegte Blenden farbigen Glases, so erreicht man dadurch ein
beliebiges Strahlensystem und die Möglichkeit der leichten Unterscheidung von
anderen Anlagen. Es würde zu weit führen, wollte man alle bereits ausgeführten Arten
dieser Apparate vorführen und besprechen, da der Zweck, die Art und Weise der
Herstellung von Leuchtapparaten kennen zu lernen ist und die Grundkriterien selbst
in den absonderlichsten Fällen jederzeit dieselben bleiben. Aus diesem Grunde
unterbleibt auch die Besprechung der verschiedenen Arten von Lampen, deren es für
Oel, Erdöl und Elektricität eine groſse Zahl gibt.
Tafeln