| Titel: | Neuerungen an Walzwerken. |
| Fundstelle: | Band 278, Jahrgang 1890, S. 542 |
| Download: | XML |
Neuerungen an Walzwerken.
(Fortsetzung des Berichtes S. 481 d.
Bd.)
Mit Abbildungen auf Tafel
29.
Neuerungen an Walzwerken.
Walzwerk zur Erzeugung von Achsen, Spindeln u. dgl. von
Th. McBride, South Street Wharf Schuylkill, und E. Fischer, Kincarden (D. R. P. Nr. 50314 vom 26. März
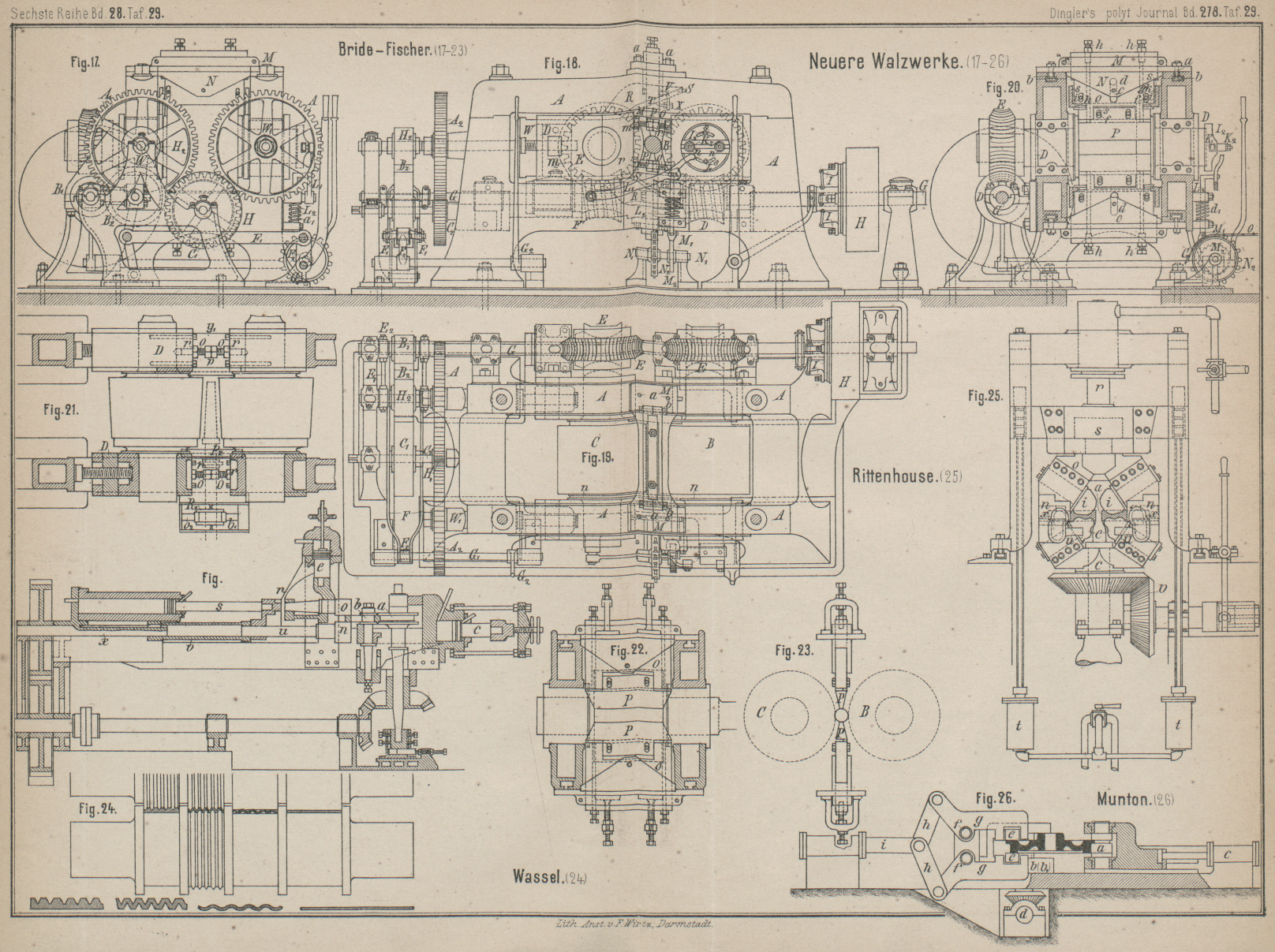
1890). Bei dem den Gegenstand der Erfindung bildenden Walzwerk (Fig. 17 bis 23), dessen
zwei passend profilirte Walzen Abflachungen zum Einführen der Gegenstände zwischen
den Arbeitsflächen tragen, ist die Lagerung der einen Walze unbeweglich; dagegen
kann die andere Walze gegen erstere vor- und rückwärts verschoben werden, und zwar
geschieht dies mittels besonderer Einrichtungen, welche die genaueste Justirung
ermöglichen. Um eine gleiche Umdrehungsgeschwindigkeit der Walzen zu erreichen,
erfolgt der Antrieb mittels eines Schneckenradgetriebes. Dadurch wird auch ein
gleichmäſsiger Walzendruck und somit eine gleichmäſsige Dichtigkeit des zu walzenden
Materiales erreicht. Der Einrichtung eigenthümlich sind auſserdem besonders
stellbare Führungen, welche den Walzgegenstand genau in Höhenlage der Walzenachsen
nach unten und oben abstützen. Auch wird der Walzgegenstand in passenden
Zeitabschnitten selbsthätig zwischen die beiden Walzen eingeführt, zu welchem Zwecke
am äuſseren Ende der einen Walze eine Schubscheibe mit stellbaren Zapfen angeordnet
ist, die auf einen Hebel treffen und durch den Ausschlag des letzteren ein
Schaltwerk treiben, das mittels Kettenrades und Kette den Walzgegenstand bei jedem
Niedergange des Hebels zwischen die Abflachungen der Walzen vorschiebt, wenn jene
sich gegenseitig einstellen.
Die Walzen B und C sind in
dem Ständer A in bekannter Weise gelagert; die Lager
der Walze B sind fest, diejenigen der Walze C beweglich. Die äuſseren Zapfen der Walzen sind mit
Schneckenrädern E versehen, in welche die Schnecken F (Fig. 18) der
Antriebswelle G eingreifen. Diese ist seitlich am
Ständer gelagert und erhält ihren Antrieb von der Riemenscheibe H. Letztere kann mittels Reibungskuppelung 1 gekuppelt und (entkuppelt werden. Zur Führung der zu
walzenden Gegenstände dienen die Schienen oder Platten M (Fig.
18 bis 20), die mittels der Bolzen a in
unterschrittenen Nuthen b der Ständer gegen die
festliegende Walze B stellbar sind. In den Schlitzen c (Fig. 20) der an den
Schienen M befindlichen Ansätze N liegen die Halter O (Fig. 22) und diese sind
mittels Bolzen d in den Schlitzen c stellbar.
Die Führungsplatten P an den unteren Enden der Halter
O lassen sich zu diesen mittels Bolzen f (Fig. 20) in den Schlitzen
g feststellen und Bolzen h dienen zum Einstellen der Führungsplatten P
vor dem Anziehen der Bolzen f. Die Führungsplatten P können dadurch nach Abnutzung der Kante, an welcher
die zu walzenden Gegenstände beim Walzen sich reiben, weiter gegen die Walzen
eingestellt werden. Diese Führungsplatten P erstrecken
sich über die volle Länge der Arbeitsfläche der Walzen BC, um den Gegenstand während des Walzens auf der ganzen Länge sicher zu
halten. Die Führungen und Platten, in welchen sie angeordnet sind, können je nach
dem Durchmesser der zu walzenden Achsen, Wellen u.s.w. selbsthätig eingestellt
werden. Die Enden der Arbeitsflächen der Walzen sind zu diesem Zwecke zwischen den
Gabeln s der Joche R (Fig. 18)
angeordnet, deren vortretende Ränder i (Fig. 20) in die
Einschnitte h der Halter O
eintreten. Wenn die Walze C von B abgerückt wird, so verschieben sich die Halterplatten O und die Führungen nach entgegengesetzten Richtungen;
umgekehrt aber werden sie einander genähert, es wird also der Raum zwischen den
Führungsplatten vergröſsert oder verkleinert und dieses Einstellen der Führungen
erfolgt entsprechend dem Durchmesser der Gegenstände bei der Einstellung der Walze
C. Von den Halterplatten O werden mittels der Halterbolzen V die
Keilstücke T getragen, die an schrägen Kanten der Joche
R (Fig. 18 und 20) anliegen
und die Paralleleinstellung der Führungsplatten P zur
Walzenfläche sichern.
Die mit Köpfen p und Gegenmuttern versehenen Schrauben
o in den Zapfenlagern (Fig. 21) dienen dazu, die
Walzen in passendem Abstande von einander zu halten. Da die Bolzenköpfe am einen
Lager auf die Bolzenköpfe am anderen auftreffen, so wird verhindert, daſs die Walzen
gegen einander hin sich verschieben. Die in Muttern D
(Fig. 20
und 21) an
den hinteren Enden der Zapfenlager der Walzen C
eintretenden Schraubenspindeln W und W1 können mittels der
Zahnräder A1 und A2 (Fig. 17) gedreht werden,
und zwar von der Antriebswelle G aus mittels der
Reibungsräder B und B2. Die unteren Enden des Kniehebels D2 sind mit der
Grundplatte verbunden und an das mittlere Gelenk greifen die Stangen F1 an, deren andere
Enden mit dem Arme F2
der Achse G1 verbunden
sind, die durch den Handhebel G2 bewegt werden kann. Das Reibungsrad B1 dreht das
Reibungsrad B2, das in
der in Fig.
17 dargestellten Lage das Rad C1 der Welle C2 treibt, und das Zahnrad H1 der letzteren treibt das Rad A1 der Spindel W und das Rad A2 der Spindel W1. Das Reibungsrad H2 der Spindel W wird
von dem mit ihm in Berührung zu bringenden Reibungsrade B2 getrieben und durch das beschriebene
Wendegetriebe der Walze
C mit Bezug auf die unverschiebbare Walze B in folgender Weise verschoben:
Wird das Rad B2 in
Berührung mit dem Rade C1 gebracht, indem man den Handhebel G2 bewegt, so werden die Welle C2 und die Räder A1A2 der Spindeln W und W1 mittels des Rades H1 der Welle C2 gedreht.
Um den zu walzenden Gegenstand in geeigneten Intervallen zwischen die beiden Walzen
vorzuschieben, ist am äuſseren Ende der Walze B eine
Scheibe I2 angeordnet,
die durch in Bogenschütze tretende Schraubenbolzen S
gehalten wird, so daſs man die Scheibe I2 passend einstellen kann.
In der schwalbenschwanzförmig profilirten Nuth K1 dieser Scheibe I2 liegt der entsprechend profilirte Kopf der Zapfen
K2, die mittels der Muttern u in den Nuthen festgestellt werden können. In die Bahn der Zapfen K2 tritt das eine Ende
eines an der Seite gelagerten Hebels L1, und dieser macht einen Ausschlag, der um so
gröſser wird, je weiter die Zapfen K2 vom Mittelpunkte der Scheibe I2 entfernt sind. Die
Schaltklinke M1 am
unteren Ende der Stange L1 treibt das Schaltrad M2 der Achse N1, und durch das Kettenrad N2 dieser Achse wird die Kette O1 getrieben, die mit
der zu walzenden Achse o. dgl. verbunden ist, um diese bei jedem Niedergang des
Hebels L1 zwischen die
Walzen vorzuschieben. Der Ausschlag des Hebels L1 wird durch das Einstellen der Zapfen K2 so bemessen, daſs
die zu walzende Achse zwischen die Abflachungen der Walzen geführt wird, wenn diese
sich gegen einander einstellen.
In den Lagern O2 und P2 (Fig. 17) sind
Führungsringe R1 in
zwei Hälften angeordnet, die in den Lagern D2 durch Flansche b1 lose zusammengehalten werden. Sollen Achsen oder
sonstige Walzgegenstände aus vierkantigen oder unregelmäſsig gestalteten Stäben
gewalzt werden, so werden diese Ringe entsprechend geformt, so daſs Ringe und Stäbe
zusammen beim Walzen sich drehen. Zum Einstellen der Führungen und des zu walzenden
Materiales ist eine Vorrichtung angeordnet, die aus einer Schiene R2 besteht, durch
welche die Bolzen b2
gehen, deren untere Enden durch das Querstück c1 verbunden sind. Mittels der Muttern c2 können die Bolzen
b2 und das
Querstück c1 gehoben
und gesenkt werden. Die Spitzen des an der Schiene R2 sitzenden gabelförmigen Zeigers S1 liegen dicht an den
Seiten der Bolzen b2,
auf welchen sich eine Scala o4 befindet, und zeigen die Höhenlage der Walzenachse an. Wenn an jeder
Seite des Apparates eine solche Schiene B2 in die Lager der Walzen B und C, und die zu walzende Achse S1 auf das Querstück
c1 gelegt wird, so
können die Muttern c2
behufs Hebung oder Senkung der Bolzen gedreht werden, bis die Achse S2 die gleiche
Höhenlage der beiden Walzen BC hat, Die Führungsplatten
P werden dann so eingestellt, daſs sie an der Achse
S2anliegen. Nachdem die
Führungsplatten festgestellt worden, werden die Achse S2 und die Schienen B2 entfernt und nun
kann das zu walzende Stück zwischen die Walzen B und
C eingeführt werden.
Ein Verfahren zum Strecken von Flacheisen ist durch das amerikanische Patent unter
Nr. 410258 Edwin D. Wassel in Pittsburg patentirt
worden.
Um Flacheisen schnell auszustrecken, haben die Walzen die in Fig. 24 Taf. 29
vorgeführte Anordnung und die gezeichneten Kaliber. Beim ersten Kaliber ist die
Unterwalze glatt, während die Oberwalze scharfkantige Bunde hat. Letztere schneiden
in das Eisen ein und strecken dasselbe erheblich. Im zweiten Kaliber sind die Ober-
und Unterwalze genau so gestaltet, wie die Oberwalze im ersten Kaliber, so daſs hier
auch die Unterseite des Eisens mit Rillen versehen wird, wodurch eine abermalige
Streckung des Eisens erfolgt. Die folgenden Kaliber sind abgerundet oder glatt und
haben nur den Zweck, den zickzackförmigen Querschnitt zu ebnen. Bei dieser Methode
soll trotz der starken Querschnittsreduction in den ersten beiden Kalibern ein
Zerreiſsen der Fasern nicht stattfinden.
Dagegen ist wohl anzunehmen, daſs diese Arbeitsweise das Material auch in der
Richtung quer zur Faser günstig beeinflussen wird, indem es auch in der Querrichtung
die Faser wirksam bearbeitet.
Nach dem amerikanischen Patent Nr. 409047 und Nr. 409048 gibt David Larken in Pittsburg den Flacheisenwalzstäben, um beim Auswalzen in
mehreren hinter einander stehenden Walzenpaaren, wobei der Rohblock mittels eines
einzigen Stiches in das fertige Flacheisen übergeführt wird, eine leichte
Ueberführung des Werkstückes von einem Kaliber zum anderen (die also alle in einer
geraden Linie liegen) zu ermöglichen, mit Ausnahme des letzten Kalibers eine
⌣-Gestalt, so daſs sich das Walzeisen in Folge seines rinnenförmigen Querschnitts
selbst trägt. Im letzten geraden Kaliber wird das Walzeisen gerade gestreckt.
Herstellung von Scheibenrädern und
Badreifen.
Einen nicht unbedeutenden Theil des Bedarfes an Scheibenrädern deckt wohl das
Verfahren mittels der Haswell'schen Presse. Daſs die
Walztechnik nicht willens ist, diesen Zweig ganz aus der Hand zu geben, zeigen die
in letzterer Zeit wiederholt ausgeführten Scheibenräder-Walzwerke. Zunächst erwähnen
wir das Walzwerk zur Herstellung von Scheibenrädern, welches Gegenstand des an Benjamin F. Rittenhouse in Norristown, Pa., ertheilten
amerikanischen Patentes Nr. 412415 ist.
Das gegossene Scheibenrad wird behufs Auswalzung auf genaue Gröſse auf einen
feststehenden, kantigen Dorn a (Fig. 25) gesteckt, so
daſs es sich auf diesem nicht drehen kann. Um diesen Dorn dreht sich ein Support c mit zwei in demselben schräg gelagerten und die
Unterseite des Rades bearbeitenden Walzen e. Diesen
gegenüber sind die, die obere Radseite bearbeitenden Walzen i in einen
Support o gelagert, welcher in einem, mittels des
Wasserdruckkolbens r herunterdrückbaren Querhaupt s sich drehen kann. Die Hebung desselben erfolgt
mittels der Wasserdruckcylinder f. Der Support o umgreift den Support c
mittels seitlicher Lappen n, so daſs, wenn c durch die Kegelräder v
angetrieben wird, o demselben folgen, also sich
ebenfalls drehen muſs. Zwischen den Lappen n sind Lager
für zwei wagerechte, die Lauffläche des Scheibenrades bearbeitende Walzen x gelagert. Diese Lager sind mit c gleitbar verbunden, so daſs sie bei der Näherung von
o und c durch in den
Lappen n eingearbeitete Winkelnuthen radial nach innen
gedrückt werden. Demnach findet eine Bearbeitung sämmtlicher Flächen des
feststehenden Rades durch die sich um die Radachse drehenden Walzen eix statt, wenn e gegen
i hin bewegt wird. Ist das Rad fertig ausgewalzt,
so wird es beim Heben des Querhauptes s von den
Anschlägen w, welche an den Lappen n befestigt sind, gehoben und damit von dem Zapfen a abgestreift. Es kann dann von der Seite fortgenommen
werden.
Ein fernerer Versuch eines Scheibenwalzwerkes ist der von Ralph Bagaley und William Hainsworth in
Pittsburg, Pa., amerikanisches Patent Nr. 379754. (Fig. 26 ist irrthümlich
mit Munton bezeichnet.)
Das Wagerecht-Walzwerk hat drei um 120° im Kreise gegen einander verstellte
senkrechte Walzen ab(b1). Von diesen ruhen b(b1) in
festen Lagern und werden von der Welle d angetrieben,
während das Lager der Schleppwalze a durch einen
Wasserdruckcylinder c radial verstellbar ist. Diametral
gegenüber a sind zwei wagerechte Schleppwalzen e angeordnet, welche in um die festen Wellen f drehbaren doppelarmigen Hebeln g gelagert sind. Mittels der Gelenke h, welche an den Wasserdruckkolben i angeschlossen sind, können die Schleppwalzen e aufeinander, zu oder von einander ab bewegt werden.
Das vorzugsweise aus Bessemer-Fluſseisen in Formen gegossene Scheibenrad wird
zwischen die aus einander gezogenen Walzen ab(b1)e gebracht und dann durch Näherstellen der Walze a von den Walzen b(b1) auf genaue Gröſse
ausgewalzt. Gleichzeitig werden die Kopfflächen des Rades zwischen den gegen
dieselben gepreſsten Walzen e geglättet.
Durch D. R. P. Nr. 49889 vom 16, April 1889 ist James
Munton in Maywood, Illinois, ein Radkranzwalzwerk mit senkrechten
Schneidewalzen nach Art der Walzen des unter Nr. 42090 patentirten Walzwerks
geschützt.
Nach dem Patent Nr. 42090 wird von einem röhrenförmigen Block mittels kalibrirter
Messerwalzen ein den Radreifen bildendes Stück abgeschnitten. Um nun hierbei den
Radreifen gleich auf einen bestimmten Querschnitt und Durchmesser auszuwalzen,
bilden die beiden Messerwalzen ab einen Theil eines
Radreifenwalzwerks (Figur ohne Nummer). Wie ersichtlich, ist a fest gelagert und wird mittels eines Kegelgetriebes angetrieben, während b Schleppwalze ist und mittels eines Wasserdruckkolbens
c gegen a hin bewegt
werden kann. Dadurch wird der Radreifenquerschnitt in wagerechter Richtung
gestaucht. Dies würde zuletzt eine Berührung der Messer zur Folge haben, wenn der
Radreifenquerschnitt von den Walzen no nicht auch in
senkrechter Richtung gestaucht und dadurch der Durchmesser des Reifens vergröſsert
würde. Die Walzen no liegen in einem Lager r, welches mittels des Wasserdruckkolbens s radial verschoben werden kann. Auſserdem kann o mittels des Wasserdruckkolbens e gegen n hin bewegt
werden, o ist Schleppwalze, während n mittels einer Teleskopwelle uvx angetrieben wird. In der Nähe von ab sind
noch zwei äuſsere Schleppwalzen zur genauen Bestimmung des Durchmessers des
Radreifens vorhanden.
(Fortsetzung folgt.)
Tafeln