| Titel: | Andrew Shanks' Methode, hohle Metallgegenstände ohne Kern mittelst Centrifugalkraft zu gießen. |
| Fundstelle: | Band 114, Jahrgang 1849, Nr. LXI., S. 326 |
| Download: | XML |
LXI.
Andrew Shanks' Methode, hohle Metallgegenstände
ohne Kern mittelst Centrifugalkraft zu gießen.
Aus dem Civil Engineer and Architect's Journal, Nov. 1849,
S. 334.
Mit Abbildungen auf Tab.
V.
Shanks' Methode hohle Metallgegenstände ohne Kern zu
gießen.
Diese am 14. Sept. d. J. in England
patentirte Erfindung bezieht sich auf die Anwendung der Centrifugalkraft zum Bilden
von gewissen Gußstücken wie Röhren, Cylindern und andern hohlen Gegenständen mit
kreisförmigem Querschnitte, ohne dazu einen Kern nothwendig zu haben. Der Guß
geschieht dadurch, daß man das geschmolzene Metall in hohle cylindrische Formen
einlaufen läßt, deren innerer Durchmesser dem äußeren der zu bildenden Gegenstände
entspricht, und welche horizontal gelegt, sehr rasch um ihre eigene Achse gedreht
werden.
Die Centrifugalkraft breitet das flüssige Metall gleichmäßig auf der inneren Fläche
der hohlen Form aus, wobei die Dicke der entstehenden Röhre oder des Cylinders von
der Menge des in die Form eingeschütteten Metalles abhängt.
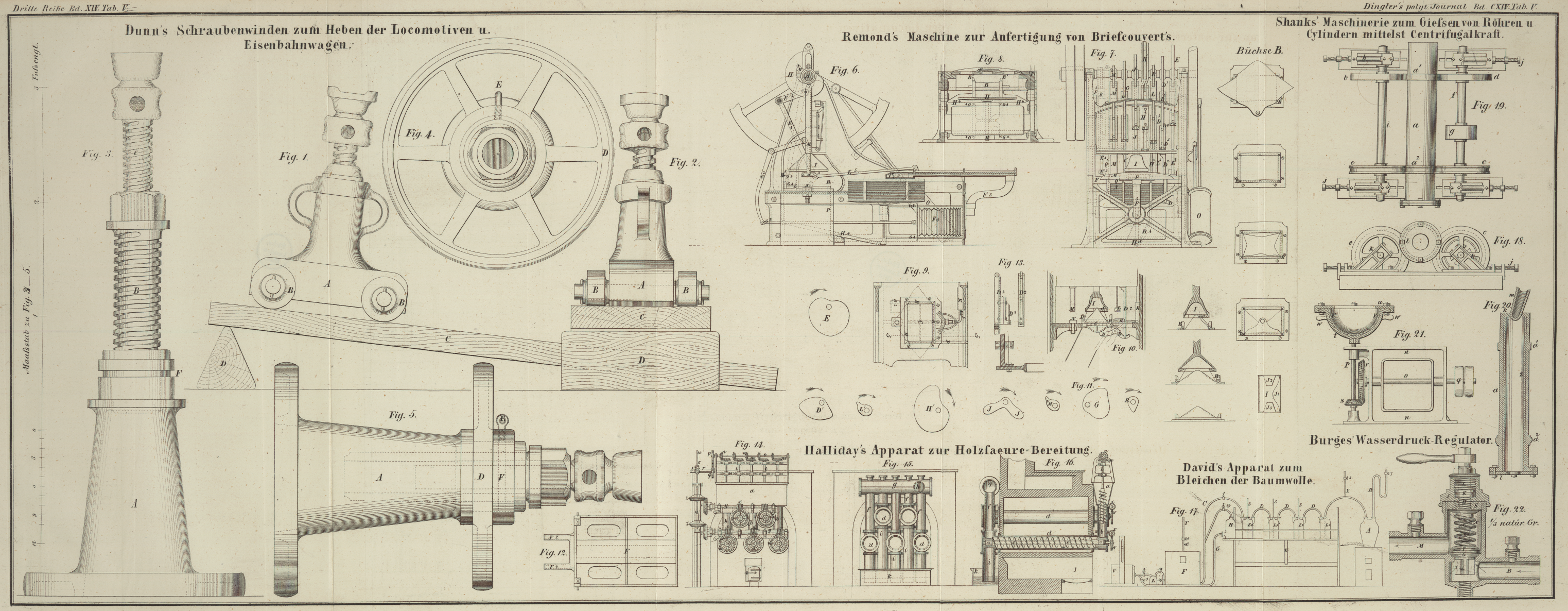
Die zum Gießen von Röhren oder Cylindern dienende Maschine ist in Fig. 18 und 19 abgebildet.
Fig. 18
ist eine Seitenansicht derselben, und Fig. 19 ein Grundriß.
Fig. 20
ist ein Durchschnitt durch die Achse der Form mit der darin gegossenen Röhre z.
a ist die metallene Form, welche zwei Ringe a¹, a²
angegossen hat, die auf den Rädern b, c, d, e aufliegen.
Der Ring a² hat noch eine halbcylindrische Wulst,
welche in die entsprechenden Spuren der Räder c und e zu liegen kommt, damit sich die Form nicht der Länge
nach verschieben kann. Auf der Achse f der Räder d und c befindet sich eine
Riemenscheibe g, welche von einem endlosen Riemen
getrieben wird, der seine Bewegung von einer Dampfmaschine oder einem sonstigen
Motor erhält. Die Riemenscheibe g theilt ihre Bewegung
der Achse f mit, und die Räder d und c drehen sodann auch die Form a. Die Lager h, h der Achsen
f und i können durch
Drehen der Schrauben g einander genähert, oder von
einander entfernt werden, damit man die Höhe der Form ändern, und die Entfernung der
Räder b, e und d, c nach dem
Durchmesser der Form reguliren kann. Ein Ende der Form hat einen nach innen
stehenden Rand k, um das flüssige Metall während der
Rotation nicht entweichen zu lassen. Das andere Ende ist durch einen aufgeschraubten
Ring oder eine Platte zum gleichen Zwecke verschlossen. Das flüssige Metall wird
durch die Rinne m in die Form gegossen, während sich
dieselbe dreht, und wenn das Metall hinreichend erstarrt ist, wird die Maschine
stille gestellt, die Form von den Rädern b, e, d, c
abgenommen, der Deckel l geöffnet, und die Röhre oder
der Cylinder herausgenommen.
Der Apparat zum Gießen hohler Gefäße ist in Fig. 21 in verticalem
Durchschnitte abgebildet. Er besteht aus einem Gestelle n,
n, in welchem zwei Achsen o und p angebracht sind. Die Achse o erhält ihre Bewegung von der Triebscheibe q
und theilt sie durch die Winkelräder r und s der senkrecht stehenden Achse p mit, auf welcher die Form t steckt. Auf dem
oberen Rand der Form ist eine ringförmige Platte n
aufgeschraubt, um das flüssige Metall bei der Drehung in der Form zurückzuhalten,
und das Eingießen des Metalles zu gestatten, das als gehörig erstarrtes Gefäß v nach Abnahme des Ringes herausgehoben werden kann. Am
Boden der Form befindet sich eine hohle Nabe, die auf das Ende der Achse p paßt, so daß, wenn sie aufgesteckt ist, die Form sich
mit der Achse drehen muß. Zum leichteren Abnehmen und Aufstecken der Form sind die
Handgriffe w, w an dieselbe gegossen.
Tafeln