| Titel: | James Spence's Verbesserungen in der Puddelstahl-Fabrication. |
| Fundstelle: | Band 153, Jahrgang 1859, Nr. XXXIV., S. 140 |
| Download: | XML |
XXXIV.
James Spence's Verbesserungen in der
Puddelstahl-Fabrication.
Aus dem Mechanics' Magazine, Mai 1859, S.
302.
Mit einer Abbildung auf Tab. II.
Spence's Verbesserungen in der Puddelstahlfabrication.
Der Zweck des Stahlpuddelprocesses ist bekanntlich der, das Roheisen zu entkohlen,
bis es den Kohlenstoffgehalt des Stahls besitzt, und hernach eine weitere Entkohlung
zu vermeiden, weil sonst Stabeisen entsteht. Daraus folgt, daß in dem ersten Stadium
des Processes eine bedeutende Menge Sauerstoff von der durch den Ofen strömenden
Luft zur Verbrennung des im Roheisen enthaltenen Kohlenstoffs abgegeben werden muß,
während im zweiten Stadium das Metall vom Sauerstoff unberührt bleiben sollte; mit
anderen Worten, das Stahlpuddeln erfordert in dem ersten Stadium Hitze mit
Sauerstoff, und im zweiten Stadium Hitze ohne Sauerstoff. Mit den bis jetzt beim
Stahlpuddeln benutzten Oefen war es aber schwierig der letztern Bedingung zu
entsprechen, was nur mit großem Aufwand von Cinders und andern Materialien, durch
Verschluß des Registers in dem letztern Zeitabschnitt des Processes bewerkstelligt
werden konnte. Dabei gieng die Gleichartigkeit des Productes hauptsächlich von der
Geschicklichkeit des Puddlers ab, und außerdem hatte der Verschluß des Registers den
Nachtheil, eine Temperaturverminderung zu veranlassen, wodurch die letzte
Bearbeitung des Eisens auf dem Herde, nämlich das Zusammenschweißen und
Luppenmachen, verzögert wird.
Um diese Schwierigkeiten zu vermeiden und ein gleichförmigeres Product zu erzielen,
construirt Spence die Puddelöfen auf folgende Weise.
– Der Ofen erhält zwei Roste hinter einander, die durch eine Brücke von
einander getrennt sind; die Aschenfälle unter den Rosten sind von allen Seiten
umschlossen und haben an einer Seite eine Thür. Beide Roste haben gleiche Länge,
etwa 3 Fuß 3 Zoll, während die Breite des innern ungefähr 2 Fuß 4 Zoll und diejenige
des äußern ungefähr 1 Fuß 9 Zoll beträgt; die Stäbe des ersten oder äußern Rostes liegen etwa 4 Zoll unter
der Ebene der Stäbe des zweiten oder innern Rostes. Wenn also die Thür am Aschenraum
des innern oder zweiten Rostes geschlossen ist, so kann keine Luft durch die
glühenden Kohlen auf demselben strömen, während die Luft, welche auf ihrem Wege
durch den ersten oder äußern Rost der Verbrennung entgieng, bevor sie den Herd des
Puddelofens erreicht, über die glühenden Kohlen des zweiten Rostes weggehen muß und
dadurch ihren rückständigen Sauerstoff verliert. Die erste Feuerbrücke I, nämlich
diejenige welche die beiden Roste trennt, ist in gewöhnlicher Weise construirt, die
zweite aber K, welche den innern Rost von der Herdsohle
trennt, erhält folgende Einrichtung: statt der obersten Lagen von feuerfesten
Ziegelsteinen wird auf der Mauer eine förmige Röhre von feuerfestem Thon
befestigt, welche am einen Ende geschlossen ist, durch das andere aber mit einem
Strome gepreßter Luft versehen wird; die dem Eisen zugekehrte Seite der Röhre ist
mit einem langen Schlitze versehen, durch welchen der Gebläsewind direct auf das
Metall strömt.
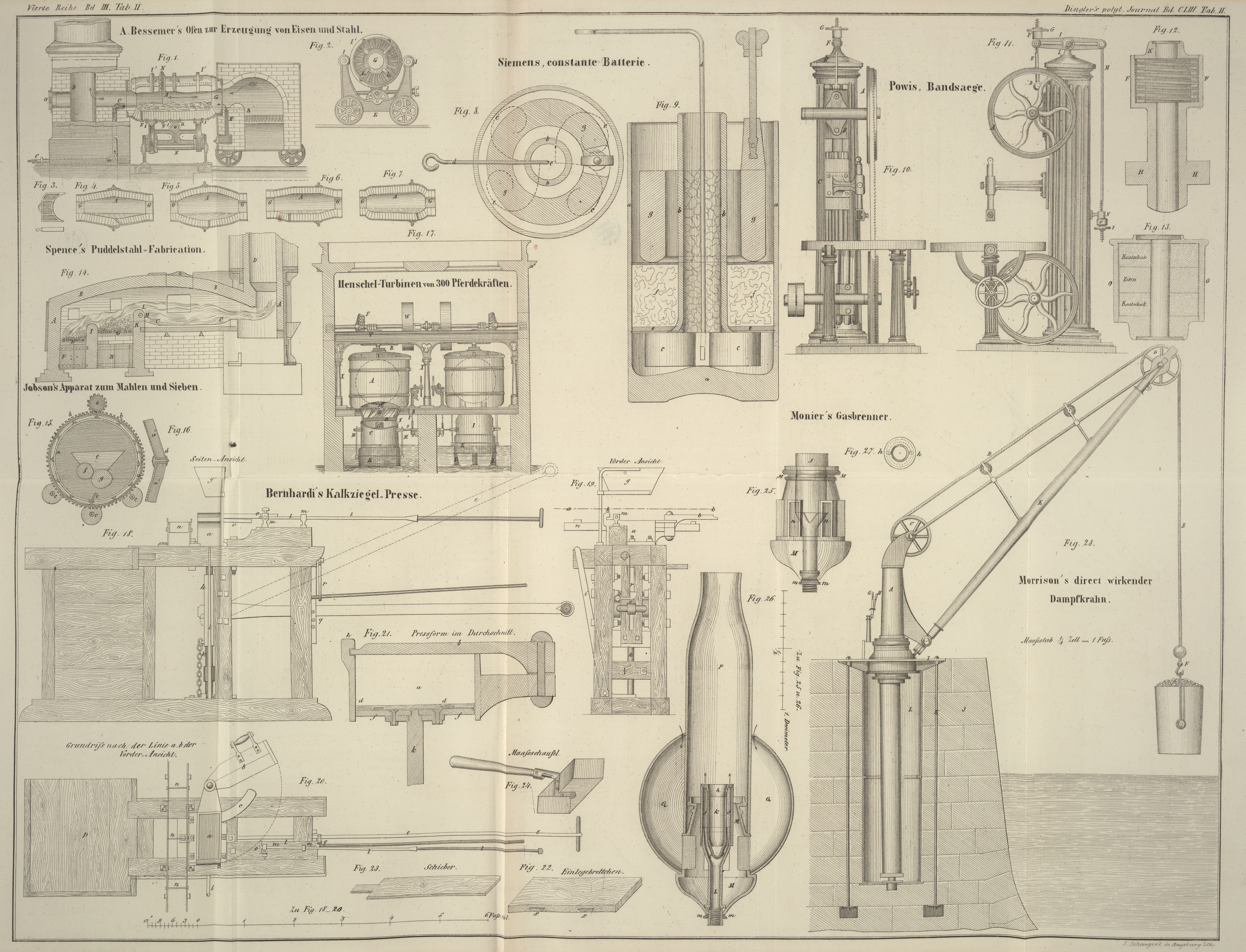
Fig. 14 ist
ein Längendurchschnitt eines nach der Spence'schen
Einrichtung erbauten Puddelofens. A, A. sind die äußeren Ofenmauern; B, B ist das Gewölbe oder die Kappe; C, C ist die Herdsohle und D,
D die Esse. E ist der erste oder äußere Rost
mit seinem Aschenfall F, welcher von allen Seiten
umschlossen und an einer Seite mit einer Thür versehen ist; G ist der zweite oder innere Rost mit seinem Aschenfall H, welcher ebenfalls umschlossen und mit Thür versehen
ist. I ist die erste Feuerbrücke, welche die zwei Roste
trennt; K ist die zweite Feuerbrücke, deren oberer
Theil, wie schon erwähnt, aus einer halbkreisförmigen Röhre L, L von feuerfestem Thon besteht, die am einen Ende verschlossen ist und
deren innere oder dem Ofenherd zugekehrte Seite mit einem engen Spalt M, M, versehen ist; an ihrer offenen Seite wird dieser
Röhre Gebläseluft zugeführt, welche durch den Spalt auf den Herd strömt.
Dieser Ofen wird folgendermaßen betrieben. – Es werden etwa 480 Pfund Roheisen
chargirt und während dasselbe einschmilzt, die Thüren der beiden Aschenfälle F und H offen gelassen, um
auf beiden Rosten ein sehr lebhaftes Feuer unterhalten zu können. Sobald das
Roheisen geschmolzen ist, handelt es sich darum, den überschüssigen
Kohlenstoffgehalt daraus zu entfernen; zu diesem Zweck wird die Aschenfallthür des
äußern oder ersten Rostes F geschlossen und diejenige
des innern Rostes H ganz geöffnet, auch Gebläseluft
durch die hohle Feuerbrücke L auf die Oberfläche des
geschmolzenen Roheisens geführt. Das Eisen wird nun dem gewöhnlichen Puddeln
unterworfen, so daß jedes Theilchen der entkohlenden Einwirkung des Sauerstoffes
ausgesetzt wird. Wenn das Puddeleisen starr zu werden beginnt (was der englische
Hüttenmann mit coming to nature bezeichnet), so ist der
Kohlenstoff auf dasjenige Verhältniß vermindert, welches den Stahl bildet, und da
dieser minder flüssig ist, als Guß- oder Roheisen, so geht das Metall aus dem
flüssigen Zustand in den starren über. Der Beginn dieser Umwandlung wird durch das
Erscheinen von Körnern auf der flüssigen Oberfläche angezeigt. Sobald man diese
Körner wahrnimmt, stellt man das Einströmen des Windes durch die hohle Feuerbrücke
L ab, öffnet die Thür des Aschenraums F und schließt diejenige des Aschenraums H. Es wird daher jetzt die erforderliche Hitze zum
Zusammenschweißen des Eisenklümpchen und zum Luppenmachen auf dem äußern Rost
erzeugt, während die unverbrannt durch denselben strömende Luft, da sie über die
glühenden Kohlen des innern Rostes strömen muß, ihres rückständigen Sauerstoffs
beraubt wird, so daß sie nicht mehr oxydirend wirken kann.
Die Anwendung dieses Verfahrens gewährt offenbar einen großen Vortheil, weil die
unsichere Geschicklichkeit des Puddlers durch eine mechanische Einrichtung ersetzt
wird. Die gebildeten und aus dem Ofen genommenen Luppen werden auf gewöhnliche Weise
unter dem Hammer gezängt und dann weiter verarbeitet.
Die Thüröffnung des vordern Rostes kann, statt an der Seite, auch wie bei den
gewöhnlichen Puddelöfen, an dem Ende angebracht werden.
Soll harter Stahl erzeugt werden, so ist es vortheilhaft nur eine Roheisensorte
anzuwenden, am besten die aus Rotheisenstein erzeugte; will man aber einen weichen
Stahl darstellen, so ist es besser, verschiedene Roheisensorten mit einander zu
chargiren und einzuschmelzen.
Gewöhnlich werden dem flüssigen Roheisen Flußmittel oder Salze zugeschlagen, deren
Erfolg aber von ihrer gleichartigen und sorgfältigen Vertheilung durch die ganze
Masse des Eisens abhängt. Soll ein sehr guter Stahl erzeugt worden, so ist es am
zweckmäßigsten Salmiak als Fluß anzuwenden, während kohlensaures Natron (calcinirte
Soda) ebenfalls ein sehr brauchbarer Zuschlag in diesem Falle ist. Wird ein
wohlfeiler Zuschlag verlangt, so ist Kochsalz zu empfehlen. Die Menge dieser
Zuschläge richtet sich nach der Beschaffenheit des angewandten Roheisens. In allen
Fällen muß aber die zuzuschlagende Substanz als feines Pulver in den Ofen gebracht
und so genau als möglich mit dem flüssigen Roheisen, sobald dasselbe aufzukochen
beginnt, vermischt werden.
Tafeln