| Titel: | Maschine zum Zusammenpressen und Formen der Staubkohlen oder des Steinkohlenkleins, von dem Civilingenieur Max Evrard. |
| Fundstelle: | Band 154, Jahrgang 1859, Nr. LXXI., S. 337 |
| Download: | XML |
LXXI.
Maschine zum Zusammenpressen und Formen der
Staubkohlen oder des Steinkohlenkleins, von dem Civilingenieur Max Evrard.
Aus dem Bulletin de la Société
d'Encouragement, Juli 1859, S. 410.
Mit Abbildungen auf Tab.
V.
Evrard's Maschine zum Zusammenpressen und Formen der
Staubkohlen.
Heut zu Tage, wo der Verbrauch der Stückkohlen in Folge ihrer Benutzung zur Feuerung
der Locomotiven und der Schiffsdampfkessel steigt, während dagegen derjenige der
Staubkohlen (jedoch wohl nur solcher von den Sinter- und Sandkohlen) in
demselben Verhältniß sich vermindert, vermehren sich die Fabriken zur Darstellung
sogenannter Preßkohlen in den bedeutenderen Steinkohlenbecken, und die dabei
angewendeten Processe erhalten interessante Verbesserungen.
Die hier zu beschreibende Preßmaschine ist bei den Gruben von Chazotte (in der Nähe
von St. Etienne) in Betriebe, und wurde von dem dortigen Grubeningenieur Evrard gebaut.
Das Material, woraus dort die Preßkohlen gebildet werden, besteht in anthracitartigen
Kohlen, welche im Zustande der Reinheit 81 Proc. Kohle, 16,50 Proc. flüchtige
Substanzen und 2,50 Proc. Asche enthalten. Die cylindrische Form dieser Preßkohlen
ist für deren Schichtung (Stauung) vollkommen geeignet; es können dabei nur Brüche
senkrecht auf die Achse entstehen und daher keine kleinen Bruchstücke erzeugt
werden. Da diese Preßkohlen aus aufbereitetem Kohlenklein angefertigt werden, so
enthalten sie nur 4–5 Proc. Asche.
Wir gehen nun auf das Princip der Presse über.
Der Widerstand, welchen die Körner eines in einer Form befindlichen Gemenges dem
Zusammenpressen entgegensetzen, rührt nicht allein von der Gleitungsreibung
derselben gegen einander oder von ihrer Zerdrückung her, sondern hauptsächlich von
der Reibung, welche das Material auf die Wände der Form ausübt.
Erster Fall. – Nehmen wir als erstes Beispiel eine
cylindrische Form M (Fig. a)
an, die an beiden Enden offen, ausgebohrt und polirt, und von unbestimmter Länge
ist.
Angenommen, diese Form sey mit einem pulverförmigen Gemenge gefüllt und ein Kolben
wirke auf dieses Gemenge mit einem constanten Druck.
Nehmen wir ferner in Gedanken an, der Inhalt der Form sey in Schichten von geringer
Dicke getheilt und die Elasticität der Substanz gestatte einen gleichen Druck in der
ganzen Ausdehnung dieser getrennten Schichten.
Es sey P, P', P'' u.s.w. der Druck, welchem diese
verschiedenen Schichten auf ihrem Querschnitt S
unterworfen sind, und p, p', p'' u.s.w. der Druck per Flächen-Einheit, so hat man:
p = P/S, p' = P'/S', u.s.w. und S = πR².
Es seyen f, f', f'' u.s.w. die Reibungen, welche auf die,
jeder dieser Schichten entsprechenden ringförmigen Fläche C hervorgebracht wurden,
m der Reibungscoefficient,
so wird man für die erste Schicht haben:
f = C × p × m = C × P/S × m.
Für die zweite Schicht:
f' = C × p' × m = C × P'/S × m,
P' = P – f,
P'' = P' – f' = P – (f × f').
Es wird ein Zeitpunkt eintreten, wo der von der Reibung herrührende Widerstand gleich
dem Druck seyn wird; alsdann wird die Kraft nicht mehr auf die folgenden Schichten
übertragen werden.
Die Erfahrung zeigt, daß diese Reibung sehr rasch mit geringen Tiefen zunimmt.
Im Falle eines Stoßes oder einer lebendigen Kraft werden diese Wirkungen sehr
auffallend; Beispiele sind: das Losgehen eines Sprengschusses, dessen Besetzung nur
aus Sand ohne Pfropf besteht; das Losgehen der Feuerwaffen, wenn der Lauf
unmittelbar über der Höhe der Ladung oxydirt ist; die größere Tragweite der Kugeln
in einem Jagdgewehr, wenn die Reibung in dem ringförmigen Theil, welcher sie
enthält, vergrößert wird, sey es durch eine Papierpatrone oder durch Züge.
Zweiter Fall. – Wir wollen annehmen, daß der
Kolben, statt einen continuirlichen Druck auf den Querschnitt S auszuüben, mit wiederkehrender Bewegung wirke, und daß seiner Wirkung
bei jedem Schub eine Schicht von gleicher Dicke unterzogen sey (Fig. b); so wird man für die erste Schicht haben:
P = f;
für die zweite:
P' = f × f';
für die dritte:
P'' = f ×
f' + f''
u.s.w.
Diese Reibungen werden proportional dem Druck P, P', P''
u.s.w. für jede der Schichten zunehmen; und man wird so
zu dem Zeitpunkt gelangen, wo die Summe der Reibungen gleich der Kraft F seyn wird, welche auf die letzte Schicht einwirkt.
Wenn die Kraft zum Zermalmen der Substanz hinreicht, so wird diese
unzusammendrückbar, und die Reibung welche sie auf die Form ausübt, kann größer
werden, als diejenige der zerriebenen Substanz auf sich selbst; es findet alsdann
ein Auspressen statt, und die zusammengepreßte Masse zeigt in diesem Falle eine
2–3 Millimeter dicke Rinde, welche nur aus unfühlbarem Pulver besteht.
Hr. Evrard hat für trockne
Staubkohle die Länge ermittelt, bei welcher unter diesen
Umständen eine gußeiserne, ausgebohrte und polirte Form von 8 Centimeter Durchmesser
und 3 Centimeter Eisenstärke zerspringt; sie betrug 35 bis 40 Centimeter.
Dritter Fall. – Nimmt man endlich an, daß alle in
der Form (Fig. c) enthaltenen Schichten vorher in
gleichem Grade zusammengepreßt wurden, d.h. daß f = f' = f'' = u.s.w., so wäre
die Länge L welche sie in derselben einnehmen, bestimmt
durch die Gleichung:
P = C × L × (p × m);
woraus
Textabbildung Bd. 154, S. 339
in dieser Länge L ist die letzte
Schicht inbegriffen, welche der Wirkung des Preßkolbens in dem Augenblick unterzogen
wird, wo die hinreichend verdichtete Substanz sich in Bewegung zu setzen
beginnt.
In der Praxis ist es nicht möglich diese Länge zu erhalten, wegen der verschiedenen
Reibungen in Folge des verschiedenen Zustandes des Gemenges oder sogar der
verschiedenen Dicke der Schichten.
Das Gleichgewicht kann nur vorhanden seyn, wenn man dem Austritt der
zusammengedrückten Masse einen Widerstand entgegensetzt, welcher dieser
verschiedenen Reibung oder diesem verschiedenen Druck entspricht.
Da dieser Widerstand gegen den Austritt um so größere Wirkungen auf die letzte
Schicht hervorbringt, je länger die Form ist, so muß man, um das Gleichgewicht bei
verschiedenen Graden der Zusammendrückung zu erlangen, der Form nur eine dem zu
erzielenden Minimaldruck entsprechende Länge geben und die Widerstandsmittel gegen
den Austritt bis zur Gränze der angewendeten Kraft erhöhen.
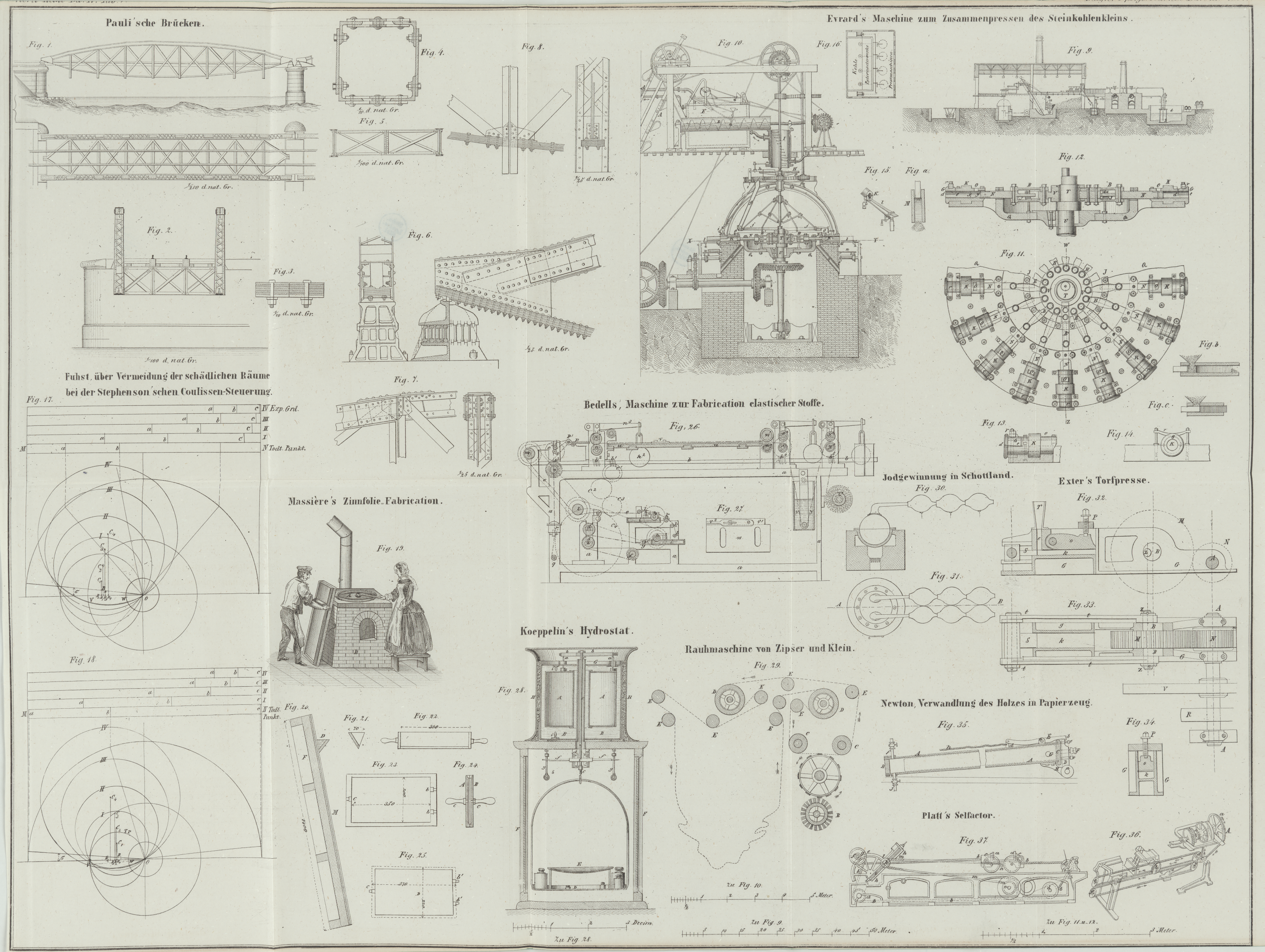
Beschreibung der Maschine. – Fig. 9, Längendurchschnitt
der Hütte.
Fig. 10,
senkrechter Durchschnitt der Maschine.
Fig. 11,
horizontaler Durchschnitt von einem Theil der Maschine nach XY der Fig. 10.
Fig. 12,
senkrechter Durchschnitt nach der Linie WZ der
Fig.
11.
Fig. 13, 14 und 15, einzelne
Theile der Maschine.
Fig. 16,
Grundriß, in kleinem Maaßstabe, von der Abtheilung der Hütte, in welcher vier
gleiche Preßmaschinen aufgestellt werden können.
K cylindrische Form, welche nach der Achse in der Hälfte
ihrer Länge durchschnitten ist (Fig. 10–14).
O Oeffnung, durch welche die zusammenzupressende
Substanz in die Form gelangt.
N Kolben, welcher frei im Cylinder K mit einem Lauf von 0,14 Met. spielt, wovon 0,045 Met.
in der Form von x nach y
(Fig.
12); dieser Kolben, welcher die Oeffnung O
abwechselnd frei macht, läßt die Substanz in die Form ein und drückt sie
vorwärts.
G (Fig. 12, 13 u. 14) ist ein Deckel oder
Halbcylinder, welcher um 5 Millimet. nach der Linie de abgeschrägt ist. Es wirkt eine Feder r auf
ihn ein, welche die Reibung beim Austritt zu vermehren und folglich den Druck in der
Form zu variiren gestattet.
Die in die Form gebrachte Substanz kommt nach dem Pressen in glatten Cylindern
heraus, man mag Staubkohlen mit Theer oder selbst Staubkohlen für sich allein
zusammengepreßt haben.
Auf dem gußeisernen Gerüst Q (Fig. 10, 11 und 12) sind sechzehn Formen
wie die beschriebene in einem Kreise angebracht.
Die hin- und hergehende Bewegung wird den Druckkolben durch einen Zapfen T mitgetheilt, welcher excentrisch zur Welle U ist. Dieser Zapfen trägt einen Hals V, mit welchem die sechzehn Schubstangen B verbunden sind, die den Kolben der sechzehn Formen K entsprechen.
Eine von diesen Schubstangen B' ist auf dem Halse V befestigt, um seine Bewegung zu leiten und die Torsion
desselben zu verhindern.
J ist ein Kranz, als Führung der Kolbenstangen
dienend.
Aus Fig. 10,
welche alle Bewegungstheile enthält, ersieht man, wie der Apparat in Bewegung
gesetzt wird.
Der Gang der Operation ist folgender:
Die durch einen Dampfstrom erhitzten Staubkohlen werden durch ein Paternosterwerk A (Fig. 10) emporgehoben und
in den Trog D ausgestürzt, in welchem sie mit dem Theer
(Holz- oder Steinkohlentheer) durch den Apparat E
gemischt werden.
Aus diesem Troge, worin sich eine Archimedische Schraube bewegt, gelangt das Gemisch
in die Rührvorrichtung I, in welcher es noch inniger
wird.
Der Trog E und der Rührcylinder I sind mit doppelten Wänden versehen, um sie mittelst Dampf erhitzen zu
können.
Das Gemisch gelangt auf eine Platte H, die sich mit einem
Zahnrade o dreht, und wird in vier Canäle vertheilt;
diese Vertheilung wird durch die Schrapen h, welche
mittelst der Schraubenstange i beweglich sind, bewirkt.
Es fällt dann auf einen sich drehenden Kranz j, welcher
es ebenfalls durch Schrapen gleichmäßig in die sechzehn Preßformen K vertheilt.
Die Preßkohlen werden auf die gewünschte Länge (50–60 Centimeter) durch eine
Stange mit Winkel l, in Fig. 15 perspectivisch
dargestellt, abgebrochen, und fallen auf eine Drehbrücke n, welche
sie den Förderwagen zuführt.
Die Kohle wird bei q (Fig. 9) durch einen Strom
gesättigten Dampfes erhitzt, wenn sie trocken ist, und durch überhitzten Dampf von
200 bis 300º C., wenn sie sehr feucht ist, um in letzterem Falle eine zu
bedeutende Condensation zu verhüten, wodurch sie in Schlamm verwandelt werden würde;
sie darf jedoch zu dieser Fabrication nur beiläufig 8 Proc. Wasser enthalten.
Dem Paternosterwerk oder der Kastenkunst wird sie durch eine Drehsohle, welche unter
dem Trichter q angebracht ist, zugeführt.
Das Wasser hat beim Vermischen einen doppelten Nutzen. Es vertheilt den Staub und den
Theer gleichmäßiger in den leeren Räumen, und es verhindert die bedeutende
Erwärmung, welche die Reibung eines trockenen Gemenges auf dem Cylinder veranlassen
würde.
Der Dampf zur Erhitzung der Staubkohle gelangt in den Trichter q durch kleine Löcher in dessen Wänden. Die Vermischung muß in der Wärme
bewirkt werden, um eine möglichst vollkommene Zertheilung der zusammenzubackenden
Substanzen zu erlangen; ihre Abkühlung auf 30 bis 40º C. ist alsdann dem
Zusammenpressen günstig, denn der Kolben wirkt auf die teigige Schicht wie ein
Petschaft auf das Siegellack, er verdichtet die Substanz, indem er das Wasser
vertreibt, welches alsdann hinter den Formen durch die Canäle s (Fig.
10) abläuft.
Man kann die Reibung nach Belieben vermehren oder vermindern, indem man Theer von
verschiedener Concentration anwendet, oder indem man dem Gemenge mehr oder weniger
Wasser zuseht.
Die Formen nutzen sich nur an dem Theil ab, welcher der Oeffnung am nächsten ist, wo
der Druck ausgeübt wird. Die Form wird dadurch nach und nach conisch, was aber dem
Gang der Maschine nicht nachtheilig ist; diese Abnutzung vermindert bloß die Kraft,
welche auf den Deckel ausgeübt wird. Die Cylinder brauchen daher erst nach
wenigstens einjährigem Betriebe wieder ausgebohrt zu werden.
Jeder Kolben ist mit einem Muff von hartem Gußeisen versehen, welcher, wenn er
abgenutzt ist, oder wenn Preßkohlen von verschiedener Stärke fabricirt werden
sollen, leicht ausgewechselt werden kann. Auf seiner Bahn oder wirkenden Fläche ist
er geriffelt, damit auf der Oberfläche der zusammengepreßten Substanz Rauhigkeiten
zurückbleiben, so daß die folgende Schicht fester mit ihr zusammenhängt.
t (Fig. 9) ist der
Theerbehälter; v, v sind die Abdampfkessel.
Production. – Das Vorrücken der Preßkohle per Kolbenschub beträgt etwa 0,03 Meter.
Die Dichtigkeit der Preßkohle weicht nicht merklich von derjenigen der Steinkohlen
(1,33) ab.
Nimmt man an, daß die Kohlencylinder 0,12 Meter Durchmesser, also 111
Quadratcentimeter Querschnitt haben, so wiegt ein Stück von 1 Meter Länge:
111 × 1,33 = 14,76 Kilog.
Eine Maschine mit sechzehn Cylindern, welche 30 Kolbenschube in der Minute (1800 in
der Stunde) gibt, wird in der Stunde erzeugen:
0,03 × 16 × 14,76 × 1800 = 12,96 Tonnen.
Dieses Quantum reducirt sich in der Fabrik zu Gosselies bei Charleroi in Belgien auf
10 Tonnen.
Triebkraft. – Nimmt man als äußerste Gränze einen
Druck von 100 Atmosphären und dieselben Data wie vorher an, so beträgt das
Vorrücken:
(0,03 × 16 × 30)/60 = 0,24 Meter in der
Secunde,
die producirte Arbeit wird daher seyn:
(111 × 100 × 0,24)/75
=
35,50 Pferdekräfte.
Dazu kommen noch:
für die Reibung der Maschine 1/10 dieser
Zahl, also
3,55
„
für Kraftaufwand zur Zusammendrückung,
welche der Kolben vor
dem Austritt der Preßkohle bewirkte, 1/5
7,10
„
für den Elevator, den Mischapparat,
etc.
3,85
„
–––––––––––––––
Im Ganzen
50,00 Pferdekräfte.
Dieß ergibt für jede in der Stunde producirte Tonne 5 Pferdekräfte, ein von der
Erfahrung bestätigtes Resultat.
Einrichtung der Hütte. – Die Fabrik zu Chazotte
enthält vier Maschinen wie die beschriebene.
Das Gebäude ist 23 Met. lang, 22 Met. tief, und der Länge nach (Fig. 16) in zwei
Abtheilungen getheilt, von denen die eine die vier Pressen und die andere die
Dampfmaschinen und die Apparate zum Erwärmen der Kohlen enthält.
Da die beiden vorhandenen Dampfmaschinen die unzureichende Kraft von 50 Pferden jede
haben, so können nur in einer 20stündigen Schicht 180 Tonnen Preßkohlen von 0,11
Met. Durchmesser fabricirt werden. Es wird daher jetzt eine dritte Dampfmaschine
vorgerichtet.
Das Fabrikpersonal (die Kohlen werden der Fabrik zugeführt) besteht in der
inständigen Schicht für jede Presse aus 1 Arbeiter zum Erwärmen der Kohlen, 1
Arbeiter zum Mischen, 1 Heizer, 1 Menger, und 4 Kindern, welche beim Mischen
behülflich sind. Dazu kommt noch für je zwei Pressen 1 Aufseher, welcher den Druck
regulirt.
Wenn die Preßkohlen aus den Cylindern kommen, so gelangen sie in Förderwagen, in
denen sie fortgeschafft werden. Der Abgang nach dem Transport beträgt nur drei
Tausendtheile, was ihre Festigkeit hinreichend beweist.
Tafeln