| Titel: | Ueber Verfahrungsarten den natürlichen Torf zu verdichten und zu verbessern; vom Prof. Rühlmann in Hannover. |
| Fundstelle: | Band 154, Jahrgang 1859, Nr. LXXII., S. 343 |
| Download: | XML |
LXXII.
Ueber Verfahrungsarten den natürlichen Torf zu
verdichten und zu verbessern; vom Prof. Rühlmann in
Hannover.
Im Auszug aus Henneberg's Journal für Landwirthschaft, Septbr.
1858, S. 459.
Mit Abbildungen auf Tab.
V.
Rühlmann, über Verfahrungsarten, den natürlichen Torf zu
verdichten.
Zweiter Artikel.Der erste Artikel, dem Verfahren Challeton's
gewidmet, wurde im polytechn. Journal Bd.
CXLVIII S. 141 mitgetheilt.
1. Verfahren von Gwynne.
Der Engländer Gwynne (London, Essex-Street,
Strand) scheint der erste gewesen zu seyn, welcher es verstand die Challeton'sche Idee, den natürlichen Cohäsionsverband
des Torfes, zum Zwecke des nachherigen Verdichtens, aufzuheben, mit dem alten
Verfahren des Pressens zu verbinden.
Gwynne's deßfallsiges Patent datirt vom 6. Mai 1853
(Specification etc. A. D. 1853, No. 1117) und ist ausgestellt auf „Improvements in the Treatment or Manufacture of Peat
and other Substances to be used as Fuel.“ Dabei wird
besonders hervorgehoben, daß seine Methode namentlich dann besteht das
(zerkleinte) Material zu trocknen und zwar, indem es gezwungen wird eine Reihe
(7 Stück) geneigter und in verticaler Ebene so über einander gestellter
Trockencylinder zu passiren, daß es von einem Cylinder immer in den unmittelbar
darunter liegenden läuft und nach und nach alle (7 Stück) durchwandert, während
sich dabei jeder Cylinder um seine geneigte Achse dreht. Sämmtliche Cylinder
werden von einem Ofen umschlossen, der unter dem am tiefsten liegenden Cylinder
seinen Herd hat. (Hinsichtlich betreffender Abbildungen muß auf die vorher
citirte Quelle verwiesen werden.) Eine starke Excentrik-Presse verrichtet
den zweiten Theil der Arbeit. Als Preßtisch dient dabei eine horizontal
aufgestellte, um eine Vertical-Achse sich drehende gußeiserne Scheibe,
welche (12) viereckige Durchbrechungen (Formkasten) von der Größe der
anzufertigenden Torfziegel enthält, dabei aber hohl ist, um Wasserdampf
einführen, überhaupt die Torfmasse im heißen Zustande pressen zu können.
Nach dem Füllen eines der Formkästen wird die große Scheibe um so viel gedreht,
daß ersterer genau unter dem Stempel der Excentrikpresse zu stehen kommt, worauf
das Pressen erfolgt, der gepreßte Torfziegel heraus und auf ein fortschreitendes
Tuch ohne Ende geworfen wird, während sich die Formscheibe abermals so dreht,
daß die nächste Form unter den Stempel gelangt. Hieraus wird man leicht
erkennen, daß Gwynne in vielen Theilen eine der
bekannten Pressen nachgeahmt hat, die, seiner Zeit, viel Aufsehen zur
Fabrication der Torfziegel machte.
Die nach Hannover gelangten Producte des Gwynne'schen
Preßverfahrens waren ausgezeichnet, von fast steinartiger Härte und 1,302
specifischem Gewichte.
Nichts desto weniger erkannte man bald, abgesehen von den mehr als übertriebenen
Forderungen für die Apparate, daß Gwynne's
Mechanismus zu kostspielig war, um mit einiger Gewißheit eine Rente erwarten zu
können. So viel mir bekannt, hat deßhalb auf dem Continente von den Apparaten
und Maschinen Gwynne's Niemand Gebrauch gemacht.
2. Verfahren von Exter.
Im Sommer 1857 erhielt ich vom königl. hannoverschen Ministerium des Innern den
ehrenvollen Auftrag, die vorzüglichsten Torfbereitungsanstalten Deutschlands
(speciell Pinneberg und das Haspelmoor) zu besuchen und gleichzeitig der XIX.
Versammlung deutscher Land- und Forstwirthe in Coburg über diesen (auf
der Tagesordnung stehenden) wichtigen Gegenstand Mittheilungen zu machen.
Auf dem Haspelmoor mit größter Zuvorkommenheit aufgenommen, ward mir Alles
gezeigt, was im Ganzen und Einzelnen zur Einsichtnahme in den ganzen
Torfverdichtungsproceß des Hrn. Oberpostraths Exter erforderlich war, und werbe ich nie den
schönen Tag vergessen, den ich an einer Stelle erlebte, wo deutscher Fleiß, mit
ungewöhnlicher Ausdauer und Energie gepaart, von Talent und Einsicht unterstützt
der Lösung einer Aufgabe gewidmet war, die für Landwirthschaft, für Industrie
und Volkswirthschaft von gleich hoher Bedeutung bleiben wird.
Das an mehreren Stellen über 20 Fuß mächtige Moor liegt auf der Wasserscheide
zwischen Augsburg und München und somit ganz geeignet, die erforderliche
Wasserabführung und Trockenlegung durch Gräben vornehmen zu können. Bei meiner
Anwesenheit (28. August 1857) gab man die in Angriff genommene Moorfläche zu 90
bayerischen Tagwerk1 Tagwerk = 400 Quadratruthen = 40,000 Quadratfuß bayerisch. an, welche zum Theil in Beete (Felder) von etwa 600 Fuß Länge und 200
Fuß Breite eingetheilt war.
Nach vorhergegangener Entfernung der etwa vorhandenen Baumäste, Sträucher und
Wurzeln, auch Wegnahme der obersten meist unbrauchbaren Decke erfolgte
1) das Trocknen der Torffläche mittelst Pflügen von etwa 5 Fuß Gesammtbreite, mit
drei gegen einander versetzten Scharen, wobei als Zugkraft entweder Ochsen oder
eine transportable Dampfmaschine in Anwendung gebracht wurden.
Mir war letztere Art der Arbeit ganz neu, da bis zu dieser Zeit von Dampfpflügen
wohl kaum an einem anderen Orte Deutschlands Gebrauch gemacht worden war.
Diesem Processe folgte
2) das Eggen, wobei die betreffenden Geräthe, Klopfer genannt, aus 12 bis 13 einzelnen circa 5 Fuß langen Balten, jeder mit etwa 9 Spitzen
versehen, gebildet und die Verbindung der Balken untereinander durch Ketten (an
den Enden) bewirkt war. Jeder solcher Klopfer wurde durch zwei starte Ochsen
gezogen und bedurfte einen Treiber, so wie einen Lenker für das hintere Ende.
Nach abermaligem 2 bis 3 Tage langen Liegenlassen der so bearbeiteten Flächen
erfolgte
3) das Wenden etc. etc. und zwar mittelst Geräthen,
welche den sogenannten Saatdeckern ähnlich sind. Bei etwa 4maligem Uebergehen
des Feldes in der Querrichtung desselben wendete man das Torfklein doppelt um und machte es zu
fernerem Abtrocknen zurecht, worauf es nach einigen Tagen
4) zum Zusammenfahren und Abräumen bereit ist. Ersteres erfolgte durch sogenannte Bifangs,
Striemen (Häufelkästen die vorn weiter als hinten sind), letzteres durch eine
Art colossalen Hobel mit zwei oder drei Eisen, in deren hohlen prismatischen
Räumen sich die Masse beim Fortziehen des Geräthes ansammelt.
Von dem Torffelde weg transportirte man das gewonnene Gut auf einer Eisenbahn
durch Seilbetrieb (von der Dampfmaschine aus) in kleinen Wagen von circa 90 Kubikfuß Inhalt entweder direct nach dem
1800 Fuß entfernten Maschinen-(Preß-) Hause, oder stapelte
dasselbe in entsprechenden Magazingebäuden auf, die für den Durchgang der
atmosphärischen Luft nach Art der Trockenhäuser (für Appretur oder Zeugdruck)
eingerichtet sind.Mit Hülfe von 106 Personen (Männern und Weibern) wollte man binnen 4
Tagen etwa 100,000 Kubikfuß Torf zubereitet und an die Bahn geschafft
haben.
Je nach Umständen wurde wohl auch der so gewonnene Torfgrus und Staub vor dem
Pressen durch ein vorhandenes Walzwerk zerkleinert.
Der vor dem Pressen eintretende Proceß des Trocknens erfolgte, bei meiner
Anwesenheit, erst in Gefäßen mittelst abziehenden Wasserdämpfen, und hierauf in
einem zweiten Apparate, bestehend aus geneigten Cylindern, mit inneren
Wende- und Transport-Werkzeugen versehen, wovon jeder etwa 12 Fuß
lang war und vielleicht 18 Zoll Durchmesser hatte, geheizt durch die vom Feuer
der Dampfkessel abziehende heiße Luft.
Aus letzterem Apparate läuft das Torfmehl heiß
Hr. Prof. A. Vogel
jun. in München bemerkt bei Beschreibung
dieses Verfahrens in seiner Schrift über „den Torf, seine
Natur und Bedeutung“ (Braunschweig, Verlag von G.
Westermann, 1859), daß die Temperatur womit der Torf aus den
Trockencylindern in die Zuführtrichter der Pressen gelangt, circa 80º R. beträgt. Er fügt bei:
„Die Annahme des Hrn. Dr. Bromeis, daß bei dieser Temperatur eine
Entwicklung von Theerdämpfen beginne und diese nothwendig seyen zur
Haltbarkeit des Präparats, ist sicherlich irrig. Nach meinen
vielfachen Beobachtungen über den Destillationsproceß des Torfes
beginnt die Entwickelung von Theerdämpfen erst bei einer viel höhern
Temperatur, bei schon vorangeschrittener Zersetzung des Torfes.
– Diese Theerdämpfe sind übrigens gar nicht nöthig, um die
Consistenz des Materials zu erklären. Bekanntlich erhält trockenes
Thonpulver durch starken Druck die Consistenz von Ziegelsteinen;
auch haben wir Pappendeckel gesehen, die aus trockenen über einander
gepreßten Blattern ohne alles Bindemittel bestanden, und gleichwohl
durch sehr starken Druck eine solche Consistenz erhalten hatten, daß
sie durch kein mechanisches Mittel mehr getrennt werden konnten und
den härtesten Stahlinstrumenten widerstanden Die Wärme erweicht die
einzelnen Torftheile und erleichtert und befördert ihr
Aneinanderschließen, ist aber zur Herstellung eines haltbaren
Präparates, wenn nur die Gewalt der Pressung stark genug ist, nicht
unbedingt erforderlich.“ A. d. Red. direct in die Zuführtrichter der Pressen, wovon ich zwei im Gange fand,
welche beide zusammen per Minute etwa 90 Torfziegel (so heiß,
daß man sie nicht gut mit den Fingern anfassen konnte) lieferten. Die in meiner
Gegenwart durch das Pressen gewonnenen Ziegel hatten (durchschnittlich) 8 1/2
Zoll Länge, 2 1/8 Zoll Breite und 3/4 Zoll Dicke und ein Gewicht von 0,696
Zoll-Pfund, wonach sich der Kubikfuß zu circa
72 Pfd. berechnet. Da mittelgutes Torfpulver 12 bis 14 Pfd., sehr gutes 15 bis
20 Pfd. per Kubikfuß wiegt, so kann man annehmen,
daß die Verdichtung mindestens eine vierfache war.
Beide im Gange befindliche Pressen wurden durch Dampfmaschinen betrieben, wovon
die der ersten Presse einem Dampfschiffe angehört hatte, die andere aber in
directer Verbindung mit der (zweiten) Presse arbeitete. Letztere Dampfmaschine
hatte einen Kolben von ungefähr 12 Zoll Durchmesser bei 24 Zoll Hub, während der
Stempelhub der Presse etwa 7 Zoll betragen mochte und eine Dampfspannung im
Kessel von circa 45 Pfd. Ueberdruck vorhanden war.
Da der hierdurch gepreßte Kuchen eine Länge von 8 1/2 Zoll englisch und 2 7/8
Zoll Breite besaß, so hatte die (letzte) Pressung unter einem Drucke von
mehreren hundert Atmosphären stattgefunden.
Das Gesammturtheil über die Torfbereitung auf dem Haspelmoore kann in jeder
Beziehung nur ein anerkennendes seyn, da Erfahrungen aller Art gleichsam erst im
Verlaufe der Arbeit gesammelt werden mußten und gewiß eine von Grund aus völlig
neue Anlage jetzt viel einfacher, billiger und wirksamer geschaffen werden
würde, als die des Haspelmoors, weßhalb ich jedem nachfolgenden Unternehmer nur
dringend rathen kann, sich den schönen Schatz von Erfahrungen anzueignen,
welchen Hr. Oberpostrath
Exter gesammelt hat.
Indem ich mir Mittheilung von weiteren Erfahrungen in der fraglichen Sache
vorbehalte, schließe ich mit der Beschreibung einer der
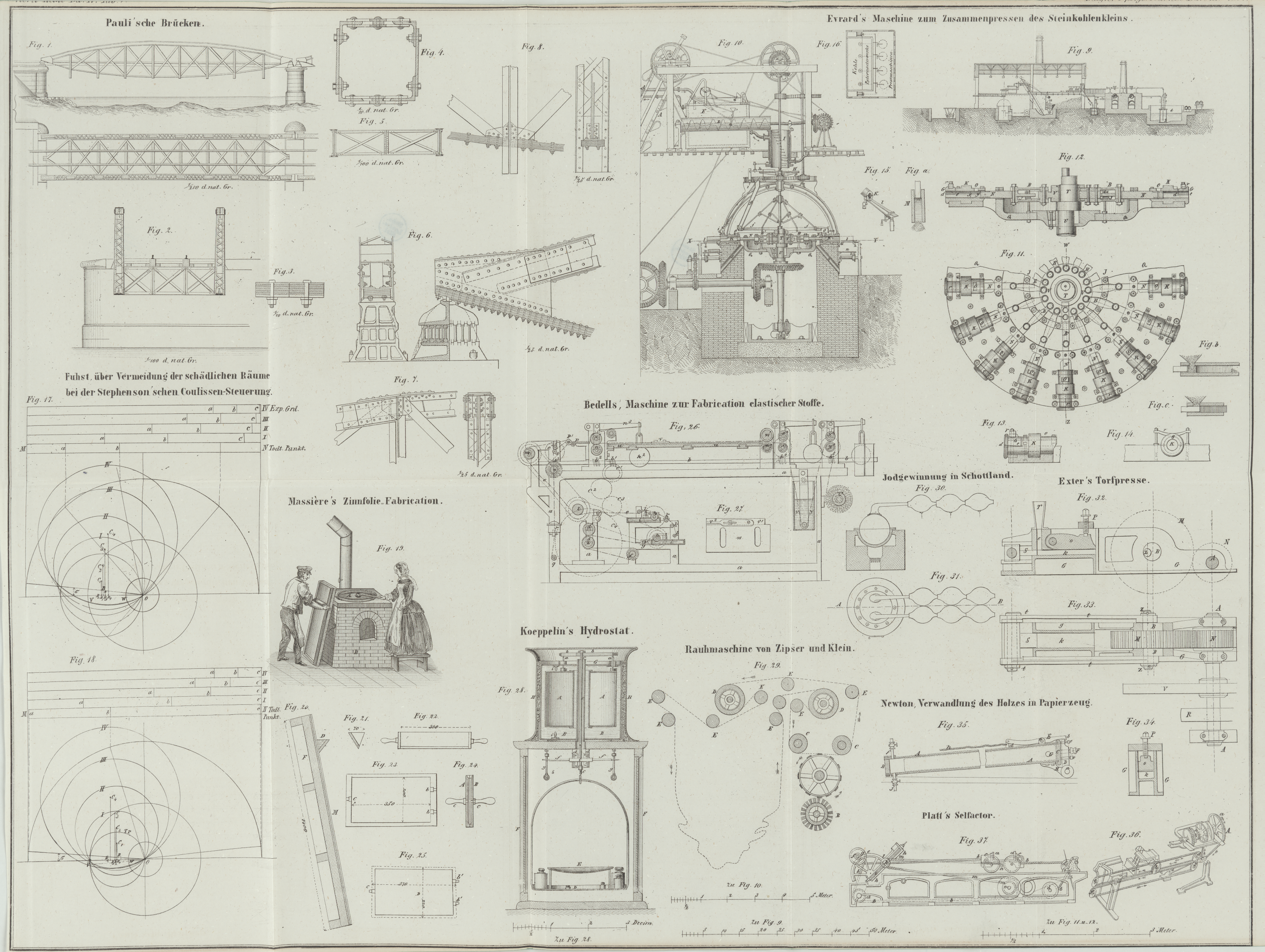
neuesten Exter'schen Torfpressen.Die früheren, complicirteren Torfpressen, auf welche Hrn. Exter am 8 Januar 1857
für das Königreich Hannover ein Patent ertheilt wurde, hat Hr. Prof.
Rühlmann in
unserer Quelle ebenfalls beschrieben und durch Abbildungen erläutert. A.
d. Red. Bei den Abbildungen, Fig. 32 bis 34, sind
in allen Ansichten gleiche Theile mit denselben Buchstaben bezeichnet.
Der erste Anblick läßt ohne weiters erkennen, daß man eine sogenannte
Excentrikpresse vor sich hat. Dabei ist A eine
Vorgelegewelle, worauf die mit einem Motor (Dampfmaschine oder Wasserrad)
communicirende Riemenscheibe R sitzt, ferner V ein Schwungrad und N
ein Zahngetriebe, welches letztere mit dem auf der Excentrikwelle B
befestigten Stirnrade M in Eingriff steht. Die
Bewegung des Preßstempels S geschieht von der Welle
B aus, an welcher sich die excentrischen Zapfen
z, z befinden, die mit S durch ein paar Lenk- oder Zugstangen t, t in Verbindung stehen. Der Zuführrumpf T und der kastenförmige Raum k für die zu
pressende Torfmasse bedürfen keiner Erklärung. O ist
ein um eine Achse drehbarer, gegen fortschreitende Bewegung aber festliegender
Deckel, welcher mittelst einer Schraube P beliebig
herabgedrückt und wodurch der Widerstand der Seitenwandreibung im Preßkasten k fast beliebig verstärkt werden kann; nicht mit
Unrecht pflegt man daher letztere Anordnung den Regulator der Presse zu nennen.Wir verweisen auf die Resultate der von Dr.
Kraut ausgeführten Untersuchung des
Haspelmoor-Preßtorfs, im polytechn. Journal Bd. CLIII S. 289.
Tafeln